
我國廣泛使用的(de)往複走絲電火花線切割機(jī)床中, 工作台驅動(dòng)單(dān)元大多采用(yòng)步(bù)進電機係統。由於步進電機自(zì)身(shēn)的原(yuán)因, 使往複走絲電火花線切割機床加工(gōng)精度、運行速度與性能的提高受到較大影響,抑製了其發展。伺服電機的應用, 可使機床在加工精度(dù)、運行速度及加工(gōng)過(guò)程控製方麵有較大的提升空間。
1 步進(jìn)電機係統與交流伺服電機係統的差異(yì)
步進電機係統和交流(liú)伺服電機係(xì)統在往複走(zǒu)絲電火花(huā)線切割機床中的應用差異(yì), 主要體現在控製分辨率、矩頻特性、響應(yīng)速度、運行(háng)平(píng)穩(wěn)性及可靠(kào)性等方麵。
( 1) 控製精度不同(tóng): 五相十拍混合式或反應式步進電機, 步矩角一般為0. 36; 而對於帶17 位編碼器的交流伺服電機, 如鬆下A4 係(xì)列, 脈衝分辨率為360/ 217= 9. 89 , 是步進(jìn)電機的1/ 3 275。
( 2) 低頻特性(xìng)不(bú)同: 步進電機低頻時易出現振動; 交流伺服電機具有共振抑製功能, 運(yùn)轉平穩, 無振動(dòng)現象。
( 3) 矩頻特性不同: 步(bù)進電機的(de)輸出力矩隨轉(zhuǎn)速的升(shēng)高而下(xià)降, 較高轉速時會急劇下降; 交流伺服(fú)電機在額定轉速內是恒扭矩輸出。
( 4) 過載能力不同: 步進電(diàn)機無過載能力; 交流伺服(fú)電機過載能力強, 通常最大轉矩為額定轉矩的3 倍以上。
( 5) 運行(háng)性(xìng)能不同: 步進電機為開環控製, 啟動頻率過高會出現堵轉和(hé)丟(diū)步現象, 停止時易過(guò)衝; 交流(liú)伺服電機為閉(bì)環(huán)控製, 通過編碼器來反饋信號, 進行位置環和速度環控製, 無過衝和(hé)丟步, 提(tí)高了控製精度。
( 6) 速度響應性能不同: 步進(jìn)電機響應慢; 交流伺服電機響應快, 一般是步進的百分之幾, 最大移動速(sù)度是步進電機(jī)的數(shù)十倍, 甚至更高。
( 7) 和工作(zuò)台絲杠(gàng)的聯結方式不同: 步進電(diàn)機由於本身轉矩和分辨率的限製, 多少采(cǎi)用齒輪聯結 ( 細分電(diàn)機除外) ; 交流(liú)伺服電機往往直聯, 減少了傳動(dòng)誤差和傳動噪聲。
( 8) 螺距補償: 步進(jìn)電(diàn)機由(yóu)於沒(méi)有狀態的(de)反饋信號和反應速度(dù)慢(màn), 不好補償; 交流伺服電機由於有編碼器且(qiě)反應速度快, 可方便地進行螺距補償, 提高定位(wèi)精度和(hé)重複定位精(jīng)度。由於定位精度和重複定位精度高, 提高了多次修刀切(qiē)割後的精度, 並(bìng)降低了表麵(miàn)粗(cū)糙度值, 方便精確地處理(lǐ)拐角(jiǎo)。
2 交流伺服電(diàn)機驅(qū)動係統(tǒng)的選擇(zé)、控製及(jí)其參數整定(dìng)方法
經過對多家交流伺服電機驅動(dòng)係統的實際應用比較, 鬆下公司的交流伺服電(diàn)機及其驅動係統在運行性能和可靠(kào)性方麵較突(tū)出, 特別(bié)是其抗幹擾能力較強, 可承受電火花放電環境(jìng)下較強的(de)電磁騷擾。在(zài)本公司中高檔(dàng)往複走絲電火花線切割機床中得到(dào)較好的應用。
2. 1 交流伺服電機的選擇
由於電火花線切(qiē)割加工是放電加工, 無切(qiē)削力, 再加(jiā)上(shàng)伺服電機的過載能(néng)力強, 所以在(zài)選擇(zé)伺服電機功率扭矩的時候, 可從工作台麵的重量、負載承重(chóng)、導軌的形式( 決定摩擦係數(shù)) 、最大運動速度等方麵計算考慮。根據計算並結合實際使用情況來看,一般DK7763 以下的機床選擇750 W 足夠了( 以鬆下A4 係列為例) , 以中慣量、三相電(diàn)機為(wéi)好(hǎo), 額定轉矩大(dà)於2. 4 Nm, 最大轉矩大於7. 1 Nm。
2. 2 交流伺服電機的控製
( 1) 控製模式
交(jiāo)流伺服電機驅動器一般有(yǒu)3 種控製模式: 位置控製、速度控製(zhì)、轉矩控製。電火(huǒ)花線切(qiē)割機床一般采用(yòng)位置控製。
( 2) 指令控製方式
交流伺服電機驅動(dòng)器的指令控製方式一般有3種, 分別是: AB 正交脈衝型、正轉脈(mò)衝+ 反轉脈衝、指令脈衝+ 指令方(fāng)向( 表1) 。
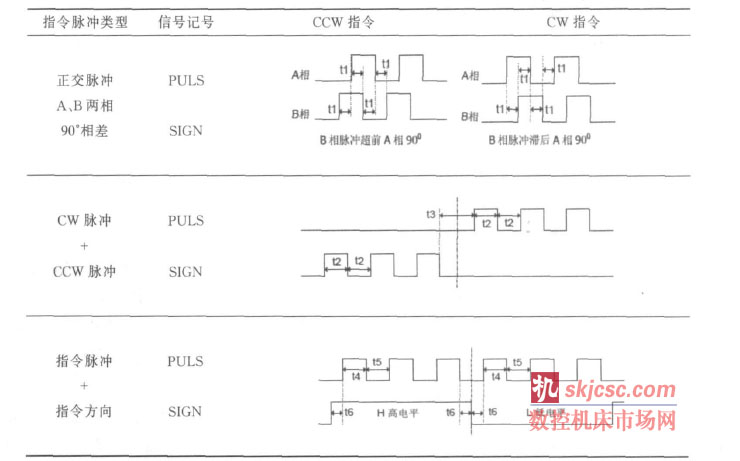
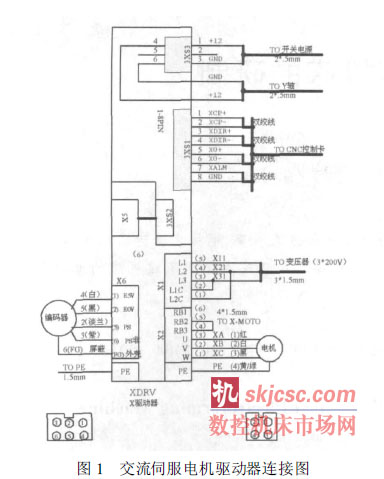
根據往複走絲電火花線切割(gē)機床的控製特點,大多選用指令脈衝+ 指令方向類型的控製方式。由計算機內置的控(kòng)製卡發出脈衝和方向信號, 控(kòng)製電機正反轉和轉動的速度、移動量的大小, 從而使驅動工(gōng)作台按加工要求移動。如圖1 所示, 依次連接好(hǎo)伺服驅動器到(dào)伺服電機的(de)動力線, 伺服驅動器的U、V、W 對應伺服電機插頭的A、B 、C , 相(xiàng)序不能錯, 否則通電時電機會生故障報警; 確認伺服驅動器和電機編(biān)碼器連接正確; 確認伺服驅動器和計算機控製卡信號連接正確。為了提高可靠性, 建議電機(jī)編碼器線要直達驅動器插頭, 中間不要有過渡連(lián)接。為了輸入(rù)電壓的匹(pǐ)配和抗幹擾, 建議使用380 V/ 200 V 的三相伺服變壓器。
( 4) 參數(shù)的正確設置(zhì)在正確連(lián)線的情況下(xià), 伺服(fú)控製係統能否正常工作(zuò), 參數設置至關重要。特別(bié)是剛性( 慣(guàn)量(liàng)比) 、位置環增益、速度環增益、電子齒輪比、速度環積分時間常數。在不振(zhèn)動和不嘯叫(jiào)的情況, 盡量提高位置環增益和慣量比。位置環相關參數的調整對加工精度影響較大(dà), 速度環相(xiàng)關參數的調整(zhěng)對加工表麵粗(cū)糙
度影響較大。由於它直(zhí)接影響到伺(sì)服電機的響應(yīng)性,調整(zhěng)時一般名牌驅(qū)動器都有調試軟件, 通過調試軟件可動態調整, 使相關參數的波形達到滿意的結果。
以(yǐ)鬆下A4 係列電機為例(lì): 首先將自動調整(zhěng)功能參數Pr21 設為有效, 自適應濾波(bō)器模式Pr23 設為有效, 設置好電子齒輪(lún)比, 剛性(xìng)設置一般根據機(jī)械聯結方式先取最小值設定, 設好後便可進行粗調(diào)。先慢(màn)速、後快(kuài)速來回移動運動軸。如(rú)性(xìng)能穩定, 把(bǎ)剛性值參數加大一級, 再往(wǎng)複移動, 重複以上步驟; 逐步增大機械剛性設置值(zhí), 一直到電機產(chǎn)生異常的響聲或振動為(wéi)止, 此時再將(jiāng)數據減小(xiǎo)一級, 所設定的值保存(cún)到伺(sì)服放大器E2PROM 中去。如剛性調不上去,首(shǒu)先應考慮機(jī)械上有無安(ān)裝問題, 如彈性聯軸器安裝是(shì)否到位、是否扭緊, 然後再檢查和設置好陷波頻率和陷波深度, 陷波頻率設置時可將數據從1500逐漸向小設定, 每次減少100, 看是否有效, 深度一般為2~ 3。調整正常後, 再將(jiāng)實時自動增益PR21設(shè)置為0。如停止時電機出(chū)現共振嗡嗡聲, 可適(shì)當減少第一(yī)位(wèi)置環增益和第一速度環增益20~ 40, 減少積分時間常數10~ 20, 進行精調。直到運行和停止平(píng)穩、無(wú)振動、無嗡嗡聲。通過(guò)調試軟件還可看到, 運行電流不超過額定電流(liú)的40 %及輸(shū)出力矩等參(cān)數。
3 性能檢測
3. 1 脈衝數檢測
參數正確設置後, 讓計算機發出(chū)一串脈衝( 一般工作台傳動絲杠的螺距為4 mm, 每個指(zhǐ)令脈衝工(gōng)作(zuò)台移動1 m) , 看從電機編碼器反饋來的脈衝數是否為計算機發出的脈衝數, 多了或少(shǎo)了都有問題。如果是有(yǒu)規律的變化, 往往是電子齒(chǐ)輪比設置有誤;相差(chà)不多(duō), 往往是幹(gàn)擾問題, 應檢查電機和放大器的接線是否正確, 特(tè)別是屏蔽(bì)線要接好。要接地線, 且要用一點接地; 動力線和編碼(mǎ)器反饋線盡量短, 編碼器線中間不(bú)要有過渡連接, 直接從(cóng)電機連到驅動器,且盡量不在一個走線槽內(nèi), 不要(yào)一起(qǐ)紮捆; 計算機到(dào)驅動器的連線要短, 且用雙絞線(xiàn)或(huò)網(wǎng)線; 和高頻電源(yuán)盡量(liàng)分開; 提(tí)供(gòng)給驅動器的12 V 電(diàn)源電壓要穩定。
3. 2 定位性能檢測
類似於重複定(dìng)位精度的檢測, 用讀數顯微鏡或激光幹涉儀在(zài)某(mǒu)一定點來回10 mm 數次, 看定位誤差。有些性能差的交流(liú)伺服定位誤差大, 且不穩定(dìng)。
3. 3 負載能(néng)力檢測
在工作台麵上(shàng)均勻放上規定的(de)負載重量(liàng), 快速運動(dòng)工作台檢查移動(dòng)情況, 看電(diàn)流是(shì)否過(guò)載。
4 使用效果
根據在本公司DK7750 電火花線切割機床上的實際使用(yòng)經驗, 設計往複走絲電火(huǒ)花線切割用的交流伺服放大器控製電路(lù), 選用鬆下A4 交流伺服電機(jī)和放大器。經檢測: 雙向定位精度< 0. 01 mm, 單向重複定位精度< 0. 005 mm, 一刀切割對邊28 mm的八角, 縱剖麵上的尺(chǐ)寸(cùn)偏差< 0. 009 mm; 橫剖麵上的尺寸偏差< 0. 012 mm, 表(biǎo)麵粗糙度值Ra < 1. 9m; 割一修二後縱剖麵上的尺寸偏差(chà)< 0. 008 mm;橫剖麵上的尺寸(cùn)偏差< 0. 010 mm, 表麵粗糙度值Ra< 1. 0 m; 加工200 300 四孔( 孔徑30 mm) 一致性尺寸誤差< 0. 005 mm/ 0. 008 mm, 絕對尺寸誤差< 0. 009 mm, 跳步精度高(gāo)。
該係列產品試製成功且投入批量生(shēng)產以來, 在航空、航天、軍工、電子等領(lǐng)域得到了廣泛的應用, 取得了理想的結果。
5 結語
往複走絲電火花線切割機床工(gōng)作(zuò)台驅動(dòng)單元采用交流伺服電機驅動, 在控製分辨率、矩頻特性、響應速度、運行(háng)平穩性等動態性能方麵優於步進電機係統。使用交流伺服電機(jī)驅動(dòng)係統, 可有效提高往複走絲電火花(huā)線切割機床的定(dìng)位精度和加工過程的動態性能。
如果您有機(jī)床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








