
隨著機械製造業突飛猛進的發展,我國齒輪製造業也有著廣闊的國內、外市場前景。齒(chǐ)輪產品是否能取勝國內、外市場,關鍵問題取決於齒輪製造的質量和成本。齒輪製造(zào)最常用的工藝(yì)就是滾剃(tì)工藝,雖然剃齒能提高齒輪的精度(dù),但是由(yóu)於剃齒加工工序的非強製性齧合特點,剃齒精度在很(hěn)大程度上依賴於滾齒(chǐ)精度,可以說滾齒精度決定了齒輪的精度。因此滾齒中的一些誤差項目如齒圈徑跳、公法線變動量、基(jī)節(jiē)偏差以及齒形齒向誤差(chà)必須嚴格控製,才能製造出精確的齒(chǐ)輪。
現(xiàn)就多年(nián)對齒輪製造理論的研究及生產現場經驗的積累,介(jiè)紹(shào)一些提高齒(chǐ)輪滾齒加工質量的方法及途徑,供同行借鑒。
一、 滾齒加工精度分析
圓柱齒輪精度主要有運動精度、平穩性精度和接觸精度(dù)。滾齒加工中用控製公法(fǎ)線長度變動(dòng)和齒(chǐ)圈徑(jìng)跳來(lái)保證運動精度,用控製齒形誤差和(hé)基節偏差來保證工作平穩(wěn)性精度,用控製齒向誤差(chà)來保(bǎo)證接觸精度。下麵對滾齒加工(gōng)中易出現的幾(jǐ)種誤差原因進行分析:
(1)齒圈(quān)徑向跳動誤(wù)差(即幾(jǐ)何偏心) 齒圈徑向跳(tiào)動是指在(zài)齒輪一(yī)轉範圍內,測頭在齒槽內(nèi)或輪齒上,與齒高中部雙麵接觸,測頭相對於輪齒軸線的最大變動量,也是輪齒齒圈相對於軸中心線的偏心,這種偏心是由於在安裝(zhuāng)零件時,零件的回轉中心(xīn)與(yǔ)工作台(tái)的回轉中心安(ān)裝不重合或偏差(chà)太大而引起,或因滾齒機頂尖和滾齒心軸頂尖孔製造不良,使定位麵接觸(chù)不好造成(chéng)偏心,所以齒圈徑跳主要從以上(shàng)原因分析解決。
(2)公法線長度誤差(即(jí)運動偏心) 滾齒是用展成法原理加工齒輪的,從刀具到(dào)齒坯間的分齒傳動鏈要按一(yī)定的傳動比關係保持運動的精(jīng)確性。但是這些傳動鏈是由一係列傳動元件組(zǔ)成的。它(tā)們的製造和(hé)裝配誤差在(zài)傳動(dòng)過程中必然集中反映(yìng)到傳動鏈的末端零件(jiàn)上,產生(shēng)相(xiàng)對運動的不均勻性,影響(xiǎng)輪齒的加工精度。公法線長(zhǎng)度變(biàn)動是反映齒輪牙齒分布不均勻(yún)的(de)最大(dà)誤差,這個(gè)誤差主要是滾齒機工作台蝸杆副回轉精度(dù)不均勻(yún)造成的(de),還(hái)有滾齒機工作台圓形導軌磨損、分度蝸輪與圓形導軌不同軸造成的,再者分齒掛輪齒麵有嚴重磕碰或掛(guà)輪時咬(yǎo)合(hé)太鬆或太緊也會影響公法線變動(dòng)超差。
(3)齒(chǐ)形誤(wù)差分析 齒形誤差是(shì)指在齒形工作部分內,包容實際齒形廓線的理想齒形(漸開線)廓線間的法向距離。在實際(jì)加工(gōng)過程中不可能獲得完全正確的漸開線(xiàn)齒形,總是存在各種誤差,從而影響傳動的平穩性。在滾齒加工過(guò)程中漸開線齒形主要靠(kào)滾刀與齒坯之間保持一定的分齒來保(bǎo)證,所以,齒(chǐ)形誤差主要(yào)是滾刀齒形決定的,滾刀刃磨質量不好容易出現齒形誤差。同時滾刀(dāo)在安裝中產生的徑向跳動、軸向竄動(即安(ān)裝誤差)也對齒形誤差有影響。常見(jiàn)的(de)齒形誤差有不對稱、齒形角誤差(齒頂(dǐng)變肥或變尖)、產生周期誤差等。
(4)齒向誤差(chà)分析 齒向誤(wù)差是在分度(dù)圓柱(zhù)麵上,全齒寬範圍內(nèi),包容實際齒向線的兩條設計齒向線的端麵(miàn)距離。引起齒向誤差的主(zhǔ)要原因是機床、刀架的垂直進給方向與零件軸線有偏移,或滾齒機上尾(wěi)座頂尖中心與工作台回轉(zhuǎn)中心不一致,還有滾切斜齒輪時,差動掛輪計(jì)算誤(wù)差大,差動傳(chuán)動鏈齒輪製造和調整(zhěng)誤差太大。另外滾齒夾(jiá)具和齒坯製造、安裝、調整精度低也會引起齒向誤差(chà)。齒輪的齒向誤差來自(zì)於機(jī)床(chuáng)、齒坯(pī)、夾具的誤差。
(5)齒麵粗糙度分析 齒麵粗糙度不好一般有幾種現(xiàn)象:發紋、啃齒、魚鱗、撕裂。引起(qǐ)齒麵粗(cū)糙度差的主要原因有以下幾方麵:機床(chuáng)、刀(dāo)具、工件係統整(zhěng)體剛性不足、間(jiān)隙大;滾刀和工件相(xiàng)對位置(zhì)發(fā)生(shēng)變化;滾刀刃磨不當、零件材質不均勻;切(qiē)削參數選擇不合適等。
二(èr)、提高滾齒加工精度的方法
通過(guò)以上對滾齒加工精度的(de)分析,我(wǒ)們明確了滾齒加工過(guò)程中各種誤差的產生來源,主要因素是所加工零件本身的精度、機床夾具、刀具(jù)以及(jí)整個工藝係統的精度、加工過程中的調整等。要提高滾齒加工精度,首先(xiān)應從以上方麵考慮采取相應措施,找到解決的方法。
1. 提高齒坯本身的加工質量
齒坯質量是齒輪加工精度的基礎,對於製造高精度齒輪,齒坯的精度更是起著至關重要的作用。齒輪加工(gōng)大多以其內孔及端麵作為(wéi)定位基準,數控機床的使用使得圓柱齒輪可在一(yī)次安裝中車削出齒輪的定位內孔和端麵,端麵跳動小於0.015mm。而過去在多刀半自動車床或普通車床上加工同(tóng)類齒坯,端跳大約為0.05mm。定位基準精度的提高,大大地提高了齒輪加工的精(jīng)度,特別是齒向(xiàng)精(jīng)度。軸齒(chǐ)輪類零件一般以中心孔作(zuò)為定位(wèi)基準,所以中心(xīn)孔的製造精度一定要保證錐麵粗糙度好,不允(yǔn)許有任何磕碰是關鍵。
2. 提高滾齒夾具的(de)製造、安裝精度
由前麵的分析可知,滾齒夾具的製造、安裝精度不高,會產生齒圈徑向跳動和(hé)齒向誤(wù)差。齒坯的安裝精度也主要取決於夾具的製造精度和(hé)安裝精度。盤類齒輪滾(gǔn)齒心軸的設計,定位外圓和定位端麵的跳(tiào)動在(zài)0.005mm以內,定位(wèi)外圓和齒坯的(de)配合(hé)間隙(xì)在0.002~0.008mm。對軸齒輪零件而言,滾齒夾具(jù)的結構一般是上下頂尖定位,夾緊工(gōng)件外圓的方法。因此,頂尖(jiān)製造質量的好壞對輪(lún)齒齒圈徑跳影響很大。實踐證明,頂尖錐麵粗糙度值必須達到(dào)R a=0.8μm以下,而且對頂(dǐng)尖中心線的徑向跳動≤0.008mm,錐麵不允許有磕碰和過(guò)度磨(mó)損。在提高夾具製造(zào)精度的同時,滾刀刀杆、刀墊、螺母的製造精度也應保證刀杆直徑精(jīng)度最低必須按6級製造,配合處表麵粗糙度值R a=0.8μm以下,兩(liǎng)頂尖孔的(de)同軸度要(yào)求在(zài)0.01mm以內,端麵跳(tiào)動在0.005mm以內,刀杆錐部與機床刀架主軸孔(kǒng)的接觸麵積在70%以上。螺母(mǔ)擰在刀杆上後(hòu),其端麵對刀杆軸線的垂直度≤0.01mm。此外在調整夾具安裝精度時一(yī)定注意,上尾(wěi)座頂尖中心與工作台(tái)回轉中心應保持一致(zhì),裝夾零件後(hòu)檢(jiǎn)查心軸徑跳不能超過(guò)0.01mm。
3. 提高(gāo)刀具的刃磨精度(dù)
刀具本身的製造精度和刃磨精度對被切齒輪的齒形精度有很大的影響,因此,為了(le)保證加工精度,必須(xū)正確選擇刀具的精度等級和提高刀具的刃磨精度。刀具精度一般按(àn)被加工齒輪的精度選擇。最簡易可(kě)行的辦法就是購置國外著名公司生產的滾刀。事實上,這些滾刀一次刃磨塗層後(hòu)可加工大約1200件(jiàn)齒輪(lún),大約(yuē)可刃磨10~13次,壽命及對產品質量的效益遠遠超出了它(tā)的價格。這裏需要特別說明的是,滾刀刃磨後必須塗層。國產機(jī)床的(de)滾刀刃磨精度(dù)基本上可保證滾齒齒形精(jīng)度,但加工時要有合理的竄刀量及刃磨塗層。使用(yòng)磨損了的滾刀滾齒時,會降低齒輪的齒形精度和惡化表麵(miàn)質量,也會加劇機床的振動。滾刀磨損量在粗切時超過0.8~1.0mm或精切時超過0.2~0.5mm,就需要重磨(mó)前(qián)刀麵。滾刀的重磨精度對於滾刀的齒(chǐ)形精度有很大影響,必須十分重視。滾(gǔn)齒齒(chǐ)形精度由滾刀精度決(jué)定,但以下兩種情(qíng)況可通過調整糾正。
(1)對於滾齒後出現如圖1所示齒形誤差,可通過修磨滾刀的前角,糾(jiū)正(zhèng)齒形誤差。
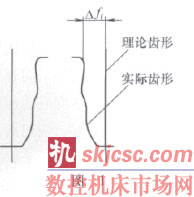
圖1
修磨滾刀前刀麵角度γ,可由以下(xià)關係近似求出
tanγ =△f f/(α c×H)
式中,H為滾刀齒高;α c為滾刀(dāo)側刃後角,單位為rad;△f f為齒形最大誤(wù)差;H為前刀麵徑偏移量。
(2)滾齒後齒形誤差如圖2所示(shì),通過調整滾刀安裝角度,可糾正該類誤差。調整量△λ 關係式如下(xià)L cos(λ ±△λ )-L cosλ =△f f /cosα (±取決於(yú)滾刀(dāo)扳角度的(de)方向(xiàng),增大角度取+,反之(zhī)取-)式(shì)中, L 為滾刀切削齒到刀架旋轉中(zhōng)心距離;λ 為滾刀螺旋升角;α 為滾刀齒形角;△f f為齒(chǐ)形誤差。
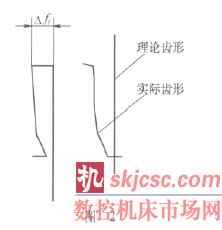
圖2
另外,安裝(zhuāng)滾刀時,滾刀刀杆徑(jìng)向跳動必須<0.02mm ,軸向竄動<0.005mm,這是保證滾齒齒形不(bú)可忽視的(de)問題。
4. 保證和(hé)提高機床本身的精度和調整精度
從前麵(miàn)的誤差分析可(kě)知,機床傳動(dòng)鏈的傳動誤差(chà)會造成齒輪的(de)運(yùn)動(dòng)偏心,而且影響最大的環節是分度(dù)蝸杆副,因此,保持機床應有的工藝精度是保證(zhèng)齒輪加工精度的重要方麵。如果發現滾齒後公(gōng)法線變動超差,就應檢查機床工(gōng)作台分度齧合副的齧合情況,如果齧合間隙超過0.03mm就應調整,保證始終在0.03mm以(yǐ)內,否(fǒu)則(zé)須對蝸杆副進行檢修。在滾切斜齒時,應注意差動掛輪比的計算要準確到小數點後五位或六位(wèi)。機床刀架滑板對(duì)工作台回(huí)轉軸線的平行度(dù)對滾齒齒向誤差(chà)有影響,提高滾齒機刀架導軌係統精度,也是(shì)保(bǎo)證(zhèng)齒向的一方(fāng)麵。由機床資料可知,在250mm長(zhǎng)度上,平行度公差是0.021mm。
5. 降低齒麵粗糙度值的方法
采用適(shì)當的預備熱處理方法,使齒坯材料的內部組織均(jun1)勻,硬度一致,合理選用滾齒切削參數,充分進行冷卻潤滑,定期(qī)對滾刀進行刃磨等都是降低(dī)齒麵粗糙(cāo)度值的(de)有效方法。
低齒麵粗糙度值的有效方法。綜上所述,提高(gāo)滾齒加工的方法非常多,需要我們在生產實踐中針對具體(tǐ)情(qíng)況不斷去(qù)探索總結,從而能更好地指導生產,加工出(chū)高質量的(de)齒輪產品。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








