


數控銑床對刀(dāo)儀的設計和(hé)應用
2023-3-15 來源: 山東(dōng)華宇工學院 作者:張(zhāng)慶貞
摘要:設(shè)計一款適合設(shè)置數控銑床(chuáng)和加工中心零點偏置值的對刀儀(yí),能夠完成 X、Y、Z 共 3 個坐標軸(zhóu)方向零點偏置值(zhí)的設定(dìng),利用閉合回路原理,對刀儀具有(yǒu)警(jǐng)示裝置,當對刀儀與工件接觸時(shí),警示裝置會發光進(jìn)行提示。
關鍵詞:數控銑床;對刀(dāo)儀;刀具偏置
0 引(yǐn)言(yán)
CNC 銑床加工工(gōng)件前,首先需要設定工件坐標係零點偏置值,就是設定工件坐標係零點在機械坐標係裏(lǐ)的 X、Y、Z 坐標值[1]。雖然確定工件坐標係零點(diǎn)偏置值(zhí)的方法多(duō)種多樣,但可歸納為兩(liǎng)類:
(1)用刀(dāo)具和墊(diàn)塊設定(dìng)零點偏置值。
(2)用專業對刀工(gōng)具確定零點偏置值[2]。
用(yòng)刀具和墊塊確定零點偏置值時,要(yào)使刀具逐漸接近工件,在(zài)刀具和工件之間距(jù)離接近墊塊厚度時(shí),中(zhōng)間放置(zhì)墊塊,反複拉動墊塊,憑著操作者的感覺判定刀具、墊塊、工件完全接觸時(shí),設定工件坐(zuò)標係零點偏置值。這(zhè)種方法非常考驗操作者的經驗與技巧,花費時間較多且精度不高,操作不(bú)當時就會引起撞刀的風險,從而增加維修成本。用(yòng)專業對刀工(gōng)具確定零點(diǎn)偏置值雖然比較方便和安全,但現有的專業對刀工具功能比較單一(yī),隻能完成 X、Y 坐標值零點偏置值設定和 Z 坐標值的零點偏置設定(dìng)之中的一項,如要(yào)完成所有坐標的零點偏置值的設定,需要更換不同的對刀工具,花(huā)費時間較多;另外專業(yè)對刀工具價格比較昂貴,對機床性能要求(qiú)較高,一般的數控銑床難以達到要求(qiú),需要對機床(chuáng)進行升級改造,成本較高,不適合一些中小
企業采用。
設計一款對刀儀,能(néng)夠同時完成 X、Y、Z 坐標值的零(líng)點偏置值,結構簡單(dān),成本低廉,操作方便,精度較高,能夠滿足數控銑床和(hé)加工中心設定工件坐標係零點偏置值的問題。
1、數控銑床對刀儀結構設計
1.1 總體結構(gòu)設計
該數控銑床刀儀主要包括兩部分,分別為夾頭和指示器。其中,夾頭主要包括卡(kǎ)爪、筒形外殼和夾頭芯,卡爪的中心位置設置有夾(jiá)持空間,夾(jiá)持空間用於夾(jiá)持刀具(jù);指示器主(zhǔ)要由連(lián)接軸、絕緣(yuán)套、電池、發光(guāng)二極管、彈簧、指示管(guǎn)、連接杆、觸頭等組成。指示管內部有電源和發光(guāng)裝置,指(zhǐ)示管側壁上設置(zhì)有透光孔,通過此孔可觀測到發(fā)光裝(zhuāng)置是否發光;連接軸與電源連接,電源與發光件連(lián)接;發光件與觸頭(tóu)連接,且觸頭與夾持空間同軸設置[3]。
設(shè)定工件坐標係(xì)零點偏置值時,把夾頭體的卡爪夾持(chí)安裝在機床上的刀具上,且指(zhǐ)示器的觸頭與工件接(jiē)觸時,組(zǔ)成閉合回路,指示(shì)器的發光件能夠發光,達到對(duì)刀的目的。精操作簡便,安(ān)全可靠。
1.2 指示器結構設計
指(zhǐ)示器主要包括(kuò)連接(jiē)軸、絕緣套、電池、發光二極管、彈簧(huáng)1、指示管,連接杆、彈簧 2、觸(chù)頭組成。指示器的下端為球形的觸頭,球頭通過彈簧固定在連接杆底部的弧形孔內(nèi),徑向受力(lì)時能夠左(zuǒ)右擺動,撤去(qù)外力時,能夠恢複(fù)原(yuán)狀,當觸頭側麵接觸工件(jiàn)時,能夠緩衝工件對數(shù)控銑床對刀儀作(zuò)用力,避(bì)免引(yǐn)起對刀儀(yí)的變形和損壞,導致對刀儀精度下降。觸頭的材料為具有高硬度和耐磨性的(de)金屬導體,避免觸頭經常接觸工件導致(zhì)磨損,使觸頭的尺寸(cùn)變化,又能作為(wéi)導體進行導電。
連接杆的整體外形為 T 形台階軸狀,中(zhōng)間有台階孔,大孔安放彈簧、小孔連接導線;T 形直徑較大的圓(yuán)柱麵位於指(zhǐ)示管內部圓柱孔內(nèi),采用 IT5~IT7 級的 H/g 較小的間隙配合方式,較大的圓柱上麵安裝有壓縮彈簧,使連接杆始終固定在指示管下端的卡口上,在軸向受力時,能夠上下滑動,外力消除時恢複原狀。當對刀儀下端的觸頭接(jiē)觸工件(jiàn)的上表麵時,使連接杆(gǎn)能夠往上移動,緩衝(chōng)工(gōng)件對對刀儀的作用力,防止對刀儀(yí)變形或損壞(huài)(圖 1)。
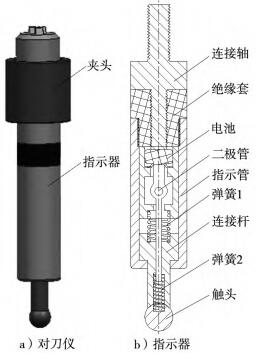
圖 1 對刀儀和指示器
彈簧的上(shàng)端為透明絕緣管,透明絕緣管裏安(ān)裝發光二極管和 CR1025 電 池 ,發光二極管(guǎn)的正負極用導線分別連接著觸頭電池,當發光二極管和電池之間形成閉(bì)合回路時,發光二(èr)極管就會亮起。電池的上端連接著連接軸的接觸柱,連接軸固(gù)定在絕(jué)緣圈的中間(jiān)孔內,用普通三(sān)角細牙螺(luó)紋(wén)連接,連接軸上端通過(guò)螺紋旋入進夾頭一端的螺紋孔內,進行(háng)位置固(gù)定(dìng)[4]。
1.3 夾頭結構設計
夾頭(tóu)體由夾(jiá)頭芯、錐形螺紋圈、卡爪、筒形外殼組成[5]。鑽夾芯上有卡爪容納孔、錐形螺紋圈容納槽。卡爪螺(luó)紋端安裝在鑽夾(jiá)芯上的卡爪(zhǎo)容納孔裏,與鑽夾芯(xīn)上的容納槽裏的錐形螺紋圈通(tōng)過螺(luó)紋連接,3 根卡爪的不(bú)帶(dài)螺紋端組成夾持空間,用(yòng)來夾持刀具,錐(zhuī)形(xíng)螺紋圈由兩個半(bàn)圓圈組成一個整(zhěng)圓圈,嵌(qiàn)入錐形螺紋圈容納(nà)槽裏。鑽夾芯外麵鑲嵌著筒形外殼,筒形外殼與錐形螺紋圈之間采用較小的過盈 H7/p6 配(pèi)合,能(néng)夠傳遞力矩。旋轉筒形外殼時,帶動錐形螺紋圈轉動(dòng),錐形螺紋圈帶(dài)動卡爪伸縮,使(shǐ)卡爪之間的容納孔大小發生(shēng)變動,便於安裝不同直徑大小刀具和鎖緊刀具。筒形外殼與鑽夾(jiá)芯之間除去與錐形(xíng)螺紋圈連接部分外,筒形外殼與鑽夾芯之間能夠相對轉動,沒有特殊的(de)配合要求,采用較大間隙的 H9/d9 公差配合,夾頭結(jié)構如圖 2 所(suǒ)示。
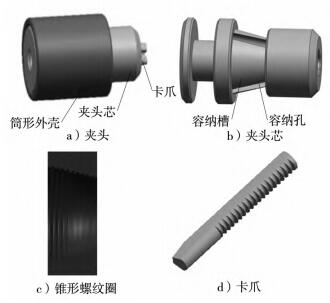
圖 2 夾(jiá)頭結構
2、數控銑床對刀儀使用方法
以 FANUC Series Oi Mate 數控銑床為例,介紹數控銑床對刀儀的使用方(fāng)法(圖 3):旋轉數控銑床對刀儀的筒形外(wài)殼,使 3個卡爪之間的容納孔增(zēng)大,把(bǎ)刀柄上的刀具深入到 3 個卡爪之間的容納孔內,使刀尖與容納孔的底部(bù)接觸,然後在反方(fāng)向旋轉數控銑床對刀(dāo)儀的筒形外殼,卡爪伸出,容納孔變小,使(shǐ)對刀儀和刀具(jù)的相互位置固定。

圖 3 對刀儀安裝
設定 Z 軸方向零點偏置時,操作數控機床,使對刀儀的觸頭(tóu)逐漸接近工件(jiàn)零點上表麵,當對刀儀的警示(shì)亮起時,在數控銑(xǐ)床操作麵板上按“OFFSET”按鈕,找到零點偏置設定界麵,在緩衝區輸入數控銑對刀儀的(de)固(gù)有長度值,按“測量”按鈕或讀出此時機床顯(xiǎn)示的機械坐標值,與對刀儀的固有長度值相(xiàng)加,把所得數值輸(shū)入到零點偏置設定(dìng)界麵,就完成 Z 軸零點的偏置設定。
設定(dìng) X 軸方向零點偏置時,操作數(shù)控機床,使對刀儀的觸頭(tóu)逐漸接近工件的 X 軸方向(xiàng)的側表麵,當(dāng)對刀儀的警示亮(liàng)起時,在零點偏置設定界麵的緩衝區(qū)輸入對刀儀在工件坐標係裏的坐標(biāo)值,按“測量”按鈕(niǔ),完成 X 軸方向零點的(de)偏置(zhì)設定。Y 軸方向的零(líng)點偏置設定方法與 X 軸方向零點偏置設定方法相同(tóng)[6]。
3 、數控銑床對刀儀工作原(yuán)理
當觸頭與工件接觸時,電(diàn)流會從指示器內部的電池正極流出,經過連接軸,到達對刀儀的(de)夾頭部分,夾頭連接著刀具,刀具安裝在刀柄上,刀柄安裝在機床(chuáng)上,機床上固定著工件,工件接觸觸頭,觸頭連(lián)接著連接杆,連接(jiē)杆通過導線連接著發光二極管的正極,發光二極管負極通過(guò)導線連接著(zhe)電池(chí)負極,形(xíng)成一個封閉的回路、使二極管亮起,觸頭離開工件時,電路斷開、發光二極(jí)管(guǎn)滅掉(diào)。控製電路原理如圖 4 所示。
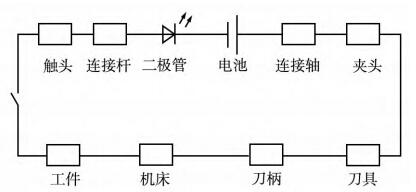
圖 4 電路原理
4、結束語
為(wéi)了解決(jué)數控銑床零點(diǎn)偏置設定問題,設計一款數控(kòng)銑(xǐ)床對刀儀,能夠完成數控銑床工件坐標係零點(diǎn)在 X、Y、Z 軸方向零點偏置值設(shè)定,同時介紹對刀工具的使用方法。該數(shù)控銑床對刀儀主要(yào)包括夾頭和指示器,指示器裝有紐扣電池作為電源,裝有發(fā)光(guāng)二極管作為警示裝置。當設定銑床零點偏置時,使用夾(jiá)頭上的卡爪把對刀儀固定在銑床刀具上,當對刀儀的觸頭接觸工件(jiàn)時,機床(chuáng)、工件、刀(dāo)具、對刀(dāo)儀組成一個閉合回路,警示裝置發(fā)光,在數控銑床的零點偏置界麵裏輸入刀具在機械坐標係裏的坐標值,完成數(shù)控銑床零點偏置設定。使用(yòng)該對刀儀能有效節約零點(diǎn)偏置設定時間,提高生產率,因為對刀儀裏麵有彈性裝置,避(bì)免操作不當撞刀的危險,降低維修成本,結構簡單,操作方(fāng)便。
基金項目:山東華宇工學院(yuàn) 2019 年校級科研平台:數(shù)控刀具製造工藝技(jì)術研(yán)發中心;德州(zhōu)市企業研發(fā)計劃項目:數控銑床用對刀裝(zhuāng)置研究與(yǔ)實踐(DZSKJ202008)
投稿箱(xiāng):
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息
金馬")
業界(jiè)視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量(liàng)數據(jù)
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基(jī)本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多