


利用自製(zhì)銑刀在萬能銑床(chuáng)上加工鏈輪
2019-10-21 來源:石橫特鋼(gāng)集團有限(xiàn)公司 作者:王振強
摘要:利用(yòng)廢舊銑刀自製刃磨十幾鍾(zhōng)規格的成形銑刀,在萬(wàn)能銑床上(shàng)加工小批量中小型鏈(liàn)輪,銑削出的鏈輪均(jun1)符合(hé)圖樣和使(shǐ)用(yòng)要求。與在滾(gǔn)齒機上利用鏈輪滾刀切製鏈(liàn)輪相比,此方法節約了刀具費用,降低(dī)了生產本。
1、前言
石橫特鋼集團有限公司各分廠每年需用各種規格的鏈輪多達(dá)幾十種,幾百件(jiàn)套。最初,所用(yòng)鏈輪的切削加工是在Y31125A滾齒機上,利用鏈輪滾刀進行切(qiē)製。由於鏈輪品種較多,需用鏈輪滾(gǔn)刀規格也就相應增多,加(jiā)之鏈輪滾刀價格昂貴,致使生產成本較高(gāo)。近幾年,參照仿形(xíng)法加工齒輪的(de)原理,嚐試在萬能銑床上利用分(fèn)度頭和(hé)自製的鏈輪成,形銑刀進行鏈輪銑削加工,取得了較好的效果。
2、鏈輪加工
2.1工裝及使用設備
鏈輪是一種具有特(tè)殊齒形的(de)適用於多種工作(zuò)場合的齧合傳動件。具(jù)有精確的節(jiē)距(jù)和滾子直徑,精準的齒形。鏈輪銑削的關鍵技術是成(chéng)形刀(dāo)的刃磨,以及鏈輪節距的(de)控製和切削用量的選擇(zé)。
1)加工原理。仿形法加工。
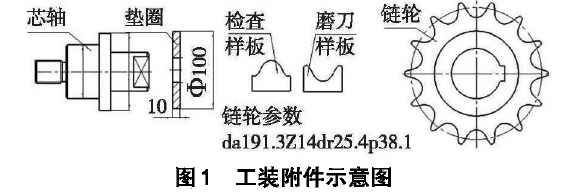
2)工裝及(jí)使用設備。萬能分度頭(tóu);普通臥式銑床(chuáng)或(huò)立式銑床;芯軸及墊圈及樣板,見圖1。
2.2成形鏈輪鐵刀的刃磨
1)鏈輪的銑削是利用刀刃形狀和齒槽形狀相同的刀(dāo)具來切製齒(chǐ)形(xíng)的。首先按照圖紙要求的齒形製作樣板。樣板需(xū)製作1對,1凸1凹。凹樣板用與對照刃磨成(chéng)形刀,凸樣板用於檢驗加工後的齒槽形狀和尺寸。
2)選取直徑(jìng)符合齒槽尺寸的廢舊立銑刀或鍵槽刀,刃磨(mó)成形鏈輪刀。刃(rèn)磨時,依照(zhào)凹樣板齒槽形狀,粗磨刀刃,使銑刀切削刃基本(běn)符(fú)合(hé)齒槽形狀,然後在試樣上進(jìn)行試切削。用(yòng)凸樣板檢查銑出齒槽形狀是否正(zhèng)確,目測檢查(chá)切削刃是否對稱,吃刀是否均勻,並做好二次刃磨標記。經過修磨,再試切、修(xiū)磨,直至銑出的齒槽形狀符合樣板。
3)粗銑刀刃磨後,刃口形狀應略小於齒槽(cáo)樣板1-2mm,以便為精加工留有餘量。精銑刀是控製齒形的關鍵,既要保證刃口鋒利,又要有足夠的強度。刃磨時前角(jiǎo)r=0°,其前刀麵通過銑刀中心。後刀麵(miàn)盡量磨成鏟齒形,保證加工(gōng)中鏈輪齒槽形狀穩定正確。無論是粗銑刀還是精銑刀,刃磨後各切削(xuē)刃(rèn)都應對稱於銑刀旋轉中心,保(bǎo)證各刀刃吃刀均勻,既提高了刀具耐用度,又(yòu)防止(zhǐ)因吃刀不均勻引起係統振動,影響加工質量。
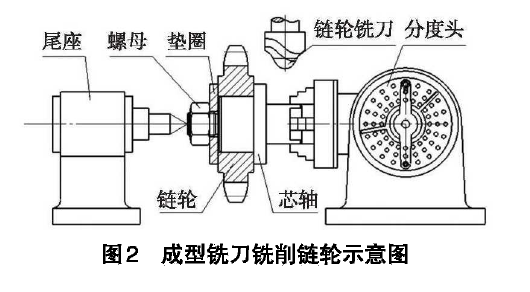
2.3分度頭與尾座的安裝及鏈輪(lún)坯的裝夾找正
分度頭與尾座用定位鍵(jiàn)在(zài)工作(zuò)台T型槽內定位,用螺(luó)栓壓緊。調整分度頭與尾座頂尖中心連線和工作台麵平行(háng),並與縱向工作台進給方向一致。檢查鏈輪坯頂圓和(hé)孔徑的尺寸及(jí)同(tóng)軸度,輪坯端麵與輪述軸線的垂直(zhí)度。輪坯(pī)可以直接(jiē)用分度(dù)頭卡盤夾持,後端用尾座頂尖支撐,也可以用(yòng)芯軸固定裝夾(見圖2)。輪還裝夾後,調(diào)整芯軸中心線與分度頭回轉中心(xīn)一致。將成形刀裝夾在銑床主軸上(shàng),調(diào)整(zhěng)橫(héng)向工作台,使鐵刀齒形對稱中心對準輪坯中心。對準中心(xīn)是十分重要的,若中心不對準,則(zé)會影響鏈輪(lún)的質量,銑出的齒形會向軸(zhóu)線一側傾斜,出現倒牙現象。
2.4分齒及選擇切削用量
鏈輪(lún)的銑削分齒根據分度頭(tóu)定數和圖樣給定的鏈輪齒數通過計算來完成(chéng),利(lì)用公式n=40/z(n為分度頭手柄轉數;40為分度頭定數,Z為鏈輪齒數)計算出分度(dù)頭手柄轉數,如果不能得出整轉數,可利(lì)用分度頭孔盤再(zài)細分,得出手柄應轉過的轉數和孔數。
根據輪坯材質、硬度、齒形大(dà)小、係統剛性選擇切削用(yòng)量。由於鏈輪成形銑(xǐ)刀形狀複雜,切削(xuē)過程中同時參與切削的切削刃較長,切削阻力較大,因此切(qiē)削速度較一般銑刀(dāo)要選的低一些。粗銑切削速度一般選擇20m/min,精銑選擇25m/min。粗統選取較大背吃刀量和較大進給量,盡可能(néng)一次切除多餘餘量,留1-2mm精(jīng)銑餘量即可。精銑時,為保證較為理想的表麵粗糙度,進(jìn)給量應取較小(xiǎo)值。根據坯件材料選取切削液(yè),以增加刀具使用壽命。
2.5銑削方法(fǎ)
1)試(shì)銑。用粗銑刀在(zài)輪坯齒頂(dǐng)圓上(shàng)銑淺痕,檢(jiǎn)查刀痕數是否與(yǔ)要銑齒數相同,以確定分齒是否正確,並檢驗輪述夾(jiá)持是否牢固,定位(wèi)是(shì)否準確。
2)調整銑削深度,確定進刀值。一般較小齒形,可一次進刀銑出(chū)全齒深,但為保證齒麵粗糙度和齒形,往往分粗、精(jīng)加工。大部分餘量(liàng)粗銑時去除(chú)。粗銑一齒(chǐ)後,根據樣板檢驗齒形,確定二次(cì)進刀或精銑進刀補充值。精銑(xǐ)一齒後,檢查各參數,合格後方可銑出其餘各齒(chǐ)。
3、結語
成(chéng)形刀(dāo)銑削鏈輪法,受銑刀直徑和分度頭中心高限製,隻(zhī)適宜加中小型鏈輪。利用廢舊(jiù)銑刀刃磨成形銑刀,節約了昂貴的(de)鏈輪滾刀費用。由運行費用較低的銑床代替滾齒機加工,大大降低了運行成本。近(jìn)幾年(nián),自製了十幾鍾規格(gé)的鏈輪(lún)統刀,先後為公司各分廠加工了上(shàng)千件不同類型的鏈輪。經(jīng)檢驗,均符合圖樣和使用要求,為公司節約了可觀的生產成(chéng)本(běn)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據