


汽車(chē)覆(fù)蓋(gài)件用淬硬鋼模(mó)具銑削加工的研究進展
2019-5-24 來源:哈爾濱理工(gōng)大學機械動(dòng)力工程學院(yuàn) 作者:劉獻禮 薑彥翠 吳石 李茂月(yuè) 嶽彩旭等
摘要:作(zuò)為汽車產銷量第一(yī)大國,我國的汽車模具(jù)加工能力遠遠不能適(shì)應汽車更新換型的需要,中高檔轎車關鍵(jiàn)覆蓋件模具銑削加工質量還達不到(dào)設計要求。通過汽車大型覆蓋件淬硬鋼模具的銑削加工特征和難點的分析可知(zhī),銑削過程建模(mó)與仿真分析、加工工藝(yì)係統動力學特性和(hé)銑削穩定性分析、汽車覆蓋(gài)件淬硬鋼模具銑削加工用刀具(jù)研製、自由曲麵數控編程技術及工藝規劃是汽車模具高(gāo)精度銑(xǐ)削加工的研究重點,總結歸納這幾個方麵的研究現狀,同時(shí)探(tàn)討汽車覆蓋件淬硬鋼模具銑削加工仍有待於進一步解決的問題,為其後續研究方向提出一些(xiē)建(jiàn)議。
關鍵詞:汽車(chē)覆蓋件模具;淬硬鋼模具;數控銑削加工;動力學特性;刀具
0 前言
隨著我國汽車工業的快速發展,各大汽(qì)車製造廠商為了爭奪市場,適應購買者對汽車使用性能及造型個性化等(děng)方麵的需求,不(bú)斷進行新舊車型的更新(xīn)換代,改型車和新型車的最主要的(de)標誌就是車(chē)身外形必須改換,汽車的覆蓋件模具要重新(xīn)設(shè)計製造(zào)。圖 1 為汽車車身覆蓋件拆解,一輛轎車汽車(chē)覆蓋件數量高達數十件甚(shèn)至百件以上,每件覆蓋件均由其(qí)成配套模具衝壓成形(xíng),這些配套模具的設計和製(zhì)造時間嚴重製約(yuē)汽車換改(gǎi)型的周期。可見,新舊車型的快速升級換代,對汽車覆蓋件模具產生了巨大需求。

圖 1 汽車覆蓋件零件分解
為提高(gāo)汽車大型覆蓋件淬硬鋼模具的生產(chǎn)效率,銑削加工技術在國內汽車模具(jù)製造企業中得到程度不同的應用。對比傳統的磨削加工工藝,銑削加工可以獲得理想表麵質量,同時具有加工柔性好、無汙染等特點。國內汽車覆蓋件模具加工時,一(yī)般在(zài)模具切削加工工(gōng)序(xù)之後還要花大量工時進行人工磨(mó)拋,其時間一般需要 3 周(zhōu)以上,模具最終尺寸精度和表麵質量靠大量(liàng)的鉗工修磨研配來保證,因此(cǐ),生產效率極低。而且目前(qián)中高(gāo)檔轎車的外(wài)覆蓋件模具,國內汽車模具生產廠家還沒有(yǒu)生產能力。因此,開展中高檔汽車覆蓋件模(mó)具的高效高精度銑削加工技(jì)術對提高模具製造水平(píng)和促進汽車產業的發展具有重要的支撐(chēng)作用。
1 、汽車覆蓋件(jiàn)模具特征和加工(gōng)難點
汽車大型覆(fù)蓋件模(mó)具(jù)是生產(chǎn)汽車車身的大型關鍵工藝(yì)裝備,其主要特征如圖 2 所示(shì)。
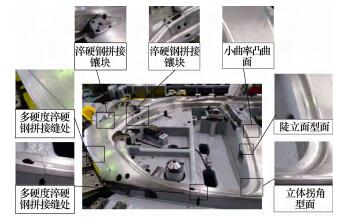
圖 2 汽車覆蓋件模具的(de)加工特征
(1) 工件材料屬於典型高硬度、高強度材料。模具材料多(duō)為7Cr Si Mn Mo V和Cr12Mo V
等模具鋼,淬火後硬度達到 HRC45~65。
(2) 型麵特征複雜。存在凹曲麵、凸曲麵、傾斜麵、陡立麵、拐角、溝槽等特征型麵,且為保證凸凹模的合模精度對模具型麵加工精(jīng)度和表麵加工(gōng)質量要求(qiú)高(gāo)。
(3) 輪廓(kuò)尺寸大。其尺寸範(fàn)圍 (0.5 ~ 2.5)m ×(1.5~3.5m,加(jiā)工型麵麵積(jī)大,切削(xuē)路徑長,數控加工設備各(gè)運動軸行程範圍大。
(4) 多硬度材料拚接結(jié)構。為滿足大型衝壓模具的加工精(jīng)確度,提高加工效率,大型模具一般釆用(yòng)多個分塊模具(jù)拚接而成,或根據模具不(bú)同位置所受(shòu)應力的特征,采用鑲塊式淬硬鋼(gāng)與模具本體拚接而成。在製作分塊模具(jù)和淬硬鋼鑲塊時首先單(dān)獨進行粗加工和半精加工,然後再拚接成整體模具後進行精銑加工。多硬度拚接淬硬鋼材料硬度相差高達ΔHRC5-ΔHRC20。
(5) 加工精度和表麵加工質量要求高。為保證覆(fù)蓋件的光順性,要(yào)求凸凹模具有(yǒu)較高的合模精度,因此凸凹模具各自(zì)銑削加工時(shí)對加工精度和表麵加工質量有(yǒu)很高的要求。若模具上有一處型麵輪廓(kuò)精度達不(bú)到要求或(huò)存在表麵加工(gōng)缺陷,會導致衝壓件出現褶皺(zhòu)、凹陷等缺陷,則(zé)整套凸凹模具均不能再使用。
國內汽車模具生產企業的一般加(jiā)工流程如圖 3所示,模(mó)具(jù)最終表麵加工質量和型麵精度要靠鉗工大量的打磨研合來保證,工件淬火(huǒ)後的(de)加工精度直接影響後期拋光研磨的工作量。目前對於型(xíng)麵特征複雜而表麵加工質量和型麵位(wèi)置精度要(yào)求不高的汽車內(nèi)覆蓋件模具(jù)的加(jiā)工技術問題已經基本解(jiě)決了,然而在加工精度要求高的汽車外覆蓋件(jiàn)模具製造方麵,仍普遍存在著生產效率較低、刀具使用壽命不足(zú)、已加工表麵質量差等突出問題,導致(zhì)模具(jù)整(zhěng)體合模精度低,覆蓋(gài)件衝壓成品光順性較差。嚴重影響汽車模具成形精度、使用壽命和生產效率。
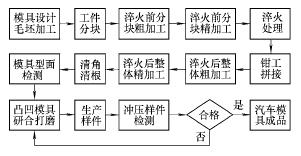
圖 3 汽車模具生產企業的一般(bān)加(jiā)工流程
汽車大型覆蓋件模具銑削加工中(zhōng)的難點。
(1) 汽車模具(jù)銑(xǐ)削條件惡劣,出現型麵誤差和表麵加工缺陷。淬火後高(gāo)硬度材料銑削時刀具切入困難,與工件之間出現滑擦現象;型麵加工特(tè)征多變(biàn)及多硬度(dù)拚接特征銑削載荷變化頻繁,易引起刀具變形、振動、磨損、破損;材料拚接處由硬度差導致的加工輪廓不一致。這些現象導致型麵誤差和表麵加工缺陷。
(2) 汽車模具銑(xǐ)削過程易產生顫(chàn)振。汽(qì)車模具(jù)銑削過程動態銑削力大,且加工工藝係統動態性能了(le)解不清,無法有效的控(kòng)製顫振,導致加工表麵惡化。一些企業為(wéi)了避免切削(xuē)顫振發生,通常以犧牲(shēng)加工效率為代(dài)價,選擇(zé)保守的切削參數,導致數控加工(gōng)設備性能得不到充分發揮。
(3) 刀(dāo)具(jù)性能不滿(mǎn)足銑削要求。為(wéi)保證模具型麵的(de)完整(zhěng)性及覆蓋件成形質量(liàng),精加工時要求刀具遍(biàn)曆整(zhěng)個汽車模具加工表(biǎo)麵,中(zhōng)間過程不能換刀,刀(dāo)具使用壽命需要達到 4~12 h;不同硬(yìng)度工件材料拚接過渡處銑削載荷突變,導致刀具的磨(mó)損破損程度加劇,故汽車模具銑削(xuē)加工對刀具性能提出了更(gèng)高要求(qiú)。
(4) 汽車模具複雜型麵數控編程及刀具路徑規劃不合理。對有效加工帶寬及加工行距的確定不(bú)合理,增加(jiā)模具拋光、打磨等工序的任務量;模具型(xíng)麵變(biàn)曲率特征(zhēng)、拐角特征等(děng)易(yì)產生刀具局部幹涉;無法有效(xiào)地根據(jù)特(tè)定的(de)加工曲麵和(hé)加工(gōng)條件進行刀具路(lù)徑的規劃,導致刀具失效過快,且加工效率低下。
綜上所述,通過汽車覆蓋件模具加(jiā)工(gōng)中的難點分析,高效高(gāo)精度銑削加工汽車覆蓋件模具需要在淬硬鋼模具銑削過程建模與分析、加工(gōng)工藝係統動力學特性與銑削穩(wěn)定性(xìng)分析、汽車覆蓋件淬硬鋼模具銑削加工用刀具研製、模具複雜曲麵數控(kòng)編程技術及工藝規劃(huá)研究等(děng)方麵進行(háng)係(xì)統深入的研究,如圖 4 所示,本文(wén)針對這幾方麵的研究現狀進行歸納和總結。
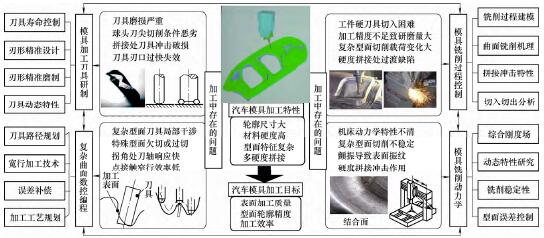
圖 4 汽車覆蓋件模具加工過程分析
2 、淬(cuì)硬鋼模具銑削過(guò)程建模與分析(xī)
國內外學者對淬硬鋼銑削過程機理主要通過理(lǐ)論建模(mó)與仿真、基於有限元技術的建模與仿真以及試驗方法分(fèn)析等基本方法(fǎ)進行深(shēn)入研究(jiū),如圖 5所示。一般在研究(jiū)過程中(zhōng)常常把兩種及兩種以上的基本方法相結合,完成淬硬鋼銑削過(guò)程機理(lǐ)的分析、銑削(xuē)結果的預測以(yǐ)及銑削(xuē)條件的(de)優化和銑削過程的控製。
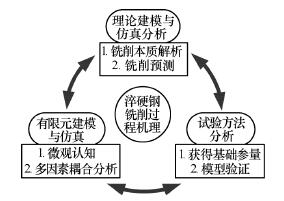
圖 5 淬硬鋼銑削過程建模與(yǔ)分析方(fāng)法(fǎ)
2.1 淬硬鋼模具銑(xǐ)削的理論(lùn)建模(mó)
淬硬鋼模具銑削理論建模與仿真分析的過程是在對淬硬鋼模具銑削過程(chéng)機(jī)理深入認知的基(jī)礎之上,對銑(xǐ)削過程的物理本質解析,建立銑(xǐ)削過程物(wù)理量與銑削條(tiáo)件之間的物理關係。銑削過程理論建模(mó)一般要以試驗分析(xī)為基礎,理論公式中的參量(liàng)通過試驗來確定(dìng)。
2.1.1 球頭刀銑(xǐ)削力建模(mó)
汽車覆蓋件淬硬鋼(gāng)模具銑削過程中產生較大銑削力,直接影響模具的切削加工(gōng)性、刀具磨損、刀具變(biàn)形、機床振動、加工(gōng)精度及表麵完(wán)整性等。目前,汽車模具的(de)銑削加工多采用球頭銑刀,而球頭(tóu)銑刀銑削力模型(xíng)應用最普遍(biàn)的是由 LEE 和ALTINTAS 建立的球頭銑(xǐ)刀瞬時剛性力模型。其主要思想是將切削刃離散為切削刃微元,將微元(yuán)銑削力表達成切削麵積和切削刃接觸長度(dù)的函數,如圖 6 所示。
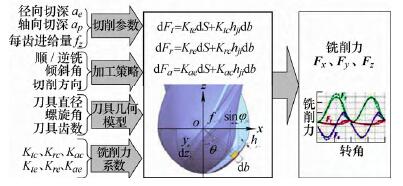
圖 6 球頭銑刀銑(xǐ)削力建模
汽車模具複雜曲麵銑削加(jiā)工中,刀具的(de)銑削狀態一般是不斷變化的,變銑削狀態主要包括刀具進給方向的變化(huà)和刀具-工件切觸區域的變化。而刀具(jù)銑削狀態變化在銑削力(lì)模(mó)型中主要(yào)通過未變形切屑(xiè)厚度體(tǐ)現出來,進給方向變化通過對未變形切屑厚度計算模型(xíng)的影響體現出來,刀具與工(gōng)件切觸區域的變(biàn)化用以界定未變形切屑厚度計(jì)算模型的有效範圍(wéi)。球頭刀銑削曲麵的(de)銑削力建模需要解決的關鍵問題有(yǒu):球頭刀刃線幾何模型、刀具(jù)-工件接觸區域確定、瞬時(shí)未變形切屑厚度計算、銑削力係數識別、銑削力在各坐標係間的轉換、被加工表麵類型(xíng)。SUBRAHMANYAM 等建(jiàn)立球頭銑刀銑削加工(gōng)傾斜麵工件時銑削力模型。KIM 等提出了一(yī)種基於(yú)Z-Map 模型的確定刀具-工件切(qiē)觸區域的方法,並由此建立銑削力模型。魏兆成等建(jiàn)立銑削力模型時考慮球頭銑刀三維曲(qǔ)麵加工進給方向任意變化。曹清園等研究了考慮工件型(xíng)麵曲率半徑和刀具變形的球頭銑刀銑削自由曲麵銑(xǐ)削(xuē)力(lì)建(jiàn)模。HAO等提出一種銑削複雜曲麵的銑削力預測方法,考慮了刀具跳動的影響。GENG 等在建立球頭銑刀銑削力模型時采用離散方(fāng)法求得刀具-工件接觸區(qū)域(yù)。JU等針對刀具工件接觸區域(yù)的求解提出一種新方法。
2.1.2 球頭刀銑(xǐ)削(xuē)表麵形貌建模
為保證(zhèng)汽車衝壓鈑金件的光順性(xìng),要求汽車(chē)覆蓋件模具具有較高的表(biǎo)麵加工質量,而在以往的研究中學(xué)者們一向重視對於表麵粗糙(cāo)度和表麵形(xíng)貌的研究。從理論研究的角度,球頭刀銑削表麵形貌建模方法主要分為兩類。一(yī)類是幾何(hé)實體建模法,建立刀具和工件的(de) CAD 幾何(hé)實體並離散,通過布爾操作運算獲得工件表麵形(xíng)貌(mào)模型。IMANI 等使用B-Rep 建立工件實(shí)體建模和刀具運動學掃掠體模型,通過刀具(jù)掃掠體與工件求(qiú)交建立球頭刀(dāo)三軸銑削的工件表麵形貌(mào)模型。
YIP-HOI等基於實體模型研究了刀具工件接觸特征,進而進行表麵形貌的仿真。另一類是 Z-Map 法,將工件模(mó)型在 XOY 坐標內(nèi)離散成大量分(fèn)布均勻的 xy 網格節點,並求得(dé)每個網(wǎng)格節點對應 z 坐標的法向(xiàng)殘餘高度值,這些網格節點就組成工件的數字化模型,用以表述已(yǐ)加工表麵。ANTONIADIS 等研究了球頭銑刀加工複雜曲(qǔ)麵時工件(jiàn)表麵形貌的形成規律。BOUZAKIS 等基於工件網格劃分采用一組平行參考麵與(yǔ)刀刃求交,建立了四軸球(qiú)頭銑削表麵形貌模型。OMAR等用(yòng) Z-Map 法構造(zào)了工件表麵輪廓模型,該模型考慮了刀具跳動、刀具偏轉、動力學特性和後(hòu)刀麵磨損等因(yīn)素。文獻考慮刀軸傾角建立了球頭(tóu)銑(xǐ)刀銑削模具鋼的表麵形貌(mào)仿真模型,分析認為刀軸傾角 15°時表麵殘留(liú)高度最(zuì)小。ZHANG 等針對複雜曲麵多軸銑削加(jiā)工提出一種表麵形貌模型仿真方法,分析了刀(dāo)具磨損和刀具姿態對表麵形貌的影響。還有 FANG 等提(tí)出一種基於離散(sàn)點雲的三維表麵形貌仿真模型,由球頭銑刀幾何模型和運動(dòng)方程,形成切削刃點雲並進行數(shù)值計算處理(lǐ),生成三維表麵形貌用離散點雲數據,如圖 7 所(suǒ)示。
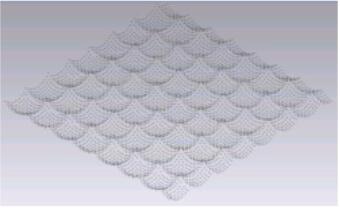
圖 7 基於點雲的表麵形貌模擬(nǐ)
2.2 淬硬鋼模具銑削(xuē)過程的有限元模擬
淬硬鋼模(mó)具銑削機理的有限(xiàn)元模擬研究中主要關注分析預測銑削力、銑削溫度(dù)場、切屑形成與流(liú)出、刀具磨損、加(jiā)工變形(xíng)、表麵殘餘應力和加工過程中微觀結構變化(huà)等方(fāng)麵(miàn),圖 8 為汽車模具有限元(yuán)數值模擬實施方案。OZEL 等運(yùn)用有限元法研究了未塗(tú)層硬質(zhì)合金刀具高速銑削模具鋼過(guò)程中的切削力、刀具應力和溫度場分布。文獻利用有限元仿(fǎng)真得知高速銑削淬硬模具鋼時切削速度為300 m/min 形(xíng)成鋸齒切屑。文獻基於優化理論對ABAQUS 進行二次開發,建立正交切削的參數化模型,避免傳統有限元模擬切削過程中切削參數變(biàn)化則邊界條件就要重新設置而不易獲得最(zuì)佳切削參數的問題。
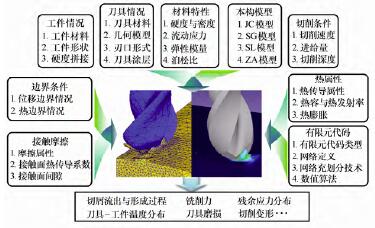
圖 8 汽車(chē)模(mó)具(jù)銑削仿真過程
絕(jué)大多數的淬硬鋼銑削過程(chéng)有限(xiàn)元數值模擬仿真(zhēn)都是平麵或斜麵銑削加工,對於(yú)凸凹曲麵及拐角等特征型麵的(de)研究較(jiào)少,其主要難度體現在凸凹曲麵及拐(guǎi)角等型麵特征的銑削過程刀具運動軌跡非直線,刀刃與工件(jiàn)的接觸區域(yù)不斷(duàn)變(biàn)化,運(yùn)動軌跡加載難度較大;凸凹曲麵及拐角等型麵(miàn)特征的銑削(xuē)過程的模擬仿真過程計算量大,不易收斂。圖 9、圖 10 分(fèn)別為凸曲麵銑削過(guò)程有限元數值模擬和為拐角銑削過程有限元數值模擬。
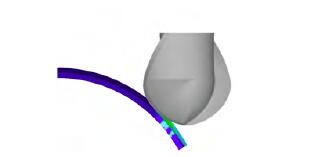
圖 9 凸曲(qǔ)麵銑削有限(xiàn)元仿真
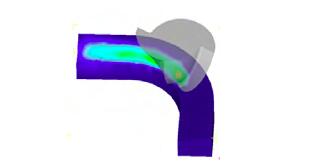
圖 10 拐角銑(xǐ)削有限元仿真
對於汽車模具硬度拚接處銑削過程進行有限元數值模(mó)擬(nǐ)仿真,已有部分學(xué)者進行(háng)研究,文(wén)東輝(huī)等利用有限元軟件模擬了多硬度(dù)拚接(jiē)淬硬鋼球頭銑削加工過程,多(duō)硬度拚接(jiē)淬硬鋼工件(jiàn)模型如圖11a 所示,分析了銑削力和銑削溫度的分布,其分析結果如圖 11b、11c 所(suǒ)示。
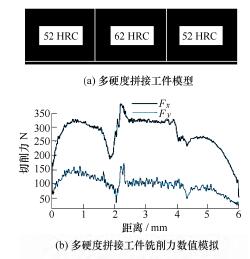
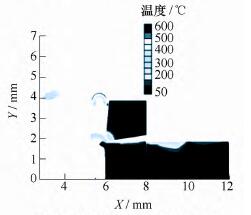
圖 11 多硬度拚接(jiē)淬硬鋼銑削力和銑削溫度
2.3 淬硬鋼模具銑削機理的試驗分析
淬硬鋼模具銑削機理的試驗(yàn)分析的過程主要是(shì)通過試驗數據的統(tǒng)計分析或結合神經網絡、遺傳算法及模糊理論方法等人工智能算法(fǎ)獲得刀具參數、切削參數、銑削條件等對(duì)銑削過程物理量的影響,進而建立優化工藝參數的模(mó)型。張義平等針對淬(cuì)硬(yìng)鋼 Cr12Mo V 進(jìn)行了高速銑削研(yán)究,結果分析了銑削方式、刀具螺旋角以及潤滑方式對(duì)刀具磨損、表麵(miàn)粗糙度、銑削力的影響。龐俊忠等通過高(gāo)速銑削試驗,研(yán)究了 Ti Al N 塗層整(zhěng)體立銑刀銑削淬硬鋼時在不同切削速(sù)度(dù)的切屑形態和銑削力變化規律進(jìn)行複雜曲麵模具鋼銑削試驗,結果表明 PCBN 鑲片(piàn)刀具在不同冷卻(què)條件下均表現出良好的熱穩定性。基於切(qiē)削區域球頭銑刀刀尖磨損測(cè)量值建(jiàn)立了球頭銑刀刀具磨(mó)損模(mó)型。
針對汽車覆蓋件模(mó)具凸曲麵精加工(gōng)切入困難的(de)問題,通過銑削試驗方法確定最(zuì)小切削厚度,在此基(jī)礎上建立考慮刀具變形的(de)汽車模具凸曲麵精加工極限切削深度預(yù)測模型。王揚渝等通過對 Cr12Mo V 淬硬鋼單硬度和(hé)多硬度拚接進行平麵銑削試驗,得出(chū)振動信號的頻譜由基波及其諧波組成,在硬(yìng)度(dù)拚接縫處(chù),振動信號峰值(zhí)出現階躍。LIN 等針對(duì)模具不同曲率凹曲麵(miàn)進行銑削試驗,通過神經網建立表麵粗糙度的預測模型並通過模擬退(tuì)火的優化算法選擇(zé)最優銑削用量。文獻在四因素正交試驗(yàn)的基礎上分析了銑削參數對銑削力和表麵粗糙度的影響規律,並建立銑(xǐ)削力和表麵粗糙度的經驗模型。文獻模具(jù)鋼傾斜表(biǎo)麵銑削加工試驗分(fèn)析(xī)了不(bú)同刀(dāo)具切削路(lù)徑的表麵粗糙度。陳曉曉通過試驗方法分析了多軸高速銑削切削(xuē)參(cān)數、刀具姿態對於工件表麵幾何特征、表麵(miàn)殘餘(yú)應力、表麵硬度及(jí)表麵層顯微組織的影(yǐng)響規律。
以上研究大多數是針對淬硬鋼模具銑削過程機理的研究,而針對汽車覆蓋件模具的銑削加工特殊性和加工中的問題,如汽(qì)車模具精加工刀具失效形式多(duō)為崩刃,不同硬度(dù)拚接過渡(dù)區存在凸起缺陷,凹形拐(guǎi)角處刀具磨損情況嚴重,陡立麵、凹形拐(guǎi)角和模具刃口等難加工處的加工缺陷等問題,仍有待於進一步解決(jué)。因此,還需要通過理論建(jiàn)模(mó)分(fèn)析(xī)、有(yǒu)限元數值(zhí)模擬和試(shì)驗(yàn)方法,進一步研究汽車模具複雜型麵硬(yìng)態銑削過程切削層參數變(biàn)化機製、銑削力、銑削溫度、切入(rù)切出情(qíng)況、刀具磨損破損、輪廓精度及(jí)表麵完整性等基礎問題,揭示汽車模具複雜型麵硬(yìng)態銑削過程的(de)特殊規律和現象;深入研究多硬度拚接過縫處的銑削加工特性,即銑削力階躍值、銑削溫度、輪廓精度及表麵加工質(zhì)量等隨(suí)工件材料硬度差、刀具材料和刀具(jù)幾何參數、切削參數及加工策略的變化規律。
3 、工(gōng)藝係統動力學特性和銑削穩定性
汽車(chē)覆(fù)蓋件淬硬鋼模具銑削加工過程中動態銑削力大,易出現顫振,在陡立麵、拐角等特殊型麵銑削時顫振最為嚴重,這是導致模具(jù)表麵品質惡化的主要原因之一(yī),顫(chàn)振既與機床-刀具加工工藝係統剛度特性有關,還與銑削加工過程的動態(tài)特性有著密切聯係(xì),其發生機理、變化規律、控製方法一直是學者們關注和研(yán)究重要課題。有(yǒu)效控製銑削顫振需明確機床-刀-刀具係(xì)統動力學特性(xìng),合理設定加工工藝參數。
3.1 加工工(gōng)藝係統剛度場研究
汽車覆(fù)蓋件模具輪廓尺寸(cùn)大,其數(shù)控加(jiā)工設(shè)備各運動軸行程範圍較大(dà),當機床處於不同加工位(wèi)置工(gōng)況時機床的結構特征發生變化,從而將引起加工工藝係統動態參數的變化,導(dǎo)致工(gōng)藝係統的切削(xuē)穩定性改變。近年來對於機床加工空間內的剛度場研究逐漸(jiàn)引起學者們的(de)重視,按照理論方法(fǎ)大(dà)致可以分為兩大(dà)體係。一種分析方法是基於(yú)模態綜合分析法,將機床加工空間離散為幾個加工(gōng)位置工況,如圖 12 所示,分(fèn)別(bié)分析不同加工(gōng)位置工況(kuàng)下的機床動動態特性,形成與加(jiā)工位置相關的動剛(gāng)度場。劉海濤等提出(chū)機(jī)床廣義加工空間和廣義剛度場的概念,如式(shì)(1)所示,並建立機床的有限元模型(xíng),分析(xī)了機床在加工空間內的動剛(gāng)度隨位置工況及激勵頻率的變化趨勢。
LAW 等利用模態綜合法建立機床結構(gòu)降階有限元模(mó)型,縮減模型自由度,分析主軸箱不同加工位置的刀尖點動態(tài)特性變化。孫永平等(děng)建立了(le)立式鏜銑機床靜剛度預測實體模型(xíng),研究了機床剛(gāng)度隨工作空間變化規律。王磊等采用集中參數法建立軸間耦合下三軸聯動機床(chuáng)係統的動力學(xué)模型(xíng),對(duì)係統固(gù)有頻率和頻響函數相對於位置參數的變化(huà)進行分(fèn)析。LUO 等使用質量變化方法預測(cè)由不同(tóng)位置機床結構變化而(ér)產生的固有頻率變化的基本數學模(mó)型。
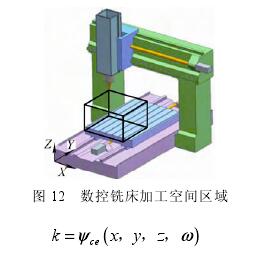
式中,x,y,z 是刀具點的空間相對位置,即各軸的相對位移量;ω 是激振力的激振頻率;c 是(shì)激振力的方向;e 是拾(shí)振的方向。
另一種(zhǒng)分析方法是基於多體動力學理(lǐ)論建立加工(gōng)係統剛度場。該方(fāng)法由閆蓉、彭芳瑜等提出,針對七(qī)軸五複合機床和五軸聯動機床建立了綜合閉鏈剛度場模型,通過(guò)引(yǐn)入(rù)三維(wéi)力橢球進行了係統綜合剛度性能的分析,如圖 13 所示。基於該方法建立汽車模具加工係統綜合剛度場建模,既考慮模具加工係統在加工過程中(zhōng)的綜(zōng)合剛度(dù)性能,同時(shí)考慮不同型麵特(tè)征汽車模具(jù)的剛度性能(néng),建(jiàn)立多軸聯動機床-刀具-複雜曲麵模具係統綜合剛度場模型,以此優化刀具位姿和刀具切(qiē)削路徑(jìng)。
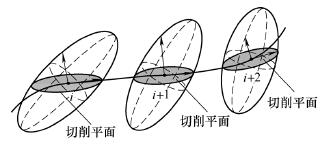
圖 13 考慮切削平麵的力(lì)橢球
3.2 銑削過程穩定性(xìng)預測與分析
很多學者認為自激振動主(zhǔ)要是由切(qiē)屑厚度的再生效應引起的,同時(shí)與機床-刀具-工件係統的(de)動力學特性相關。現有銑削係(xì)統顫振(zhèn)穩定性預測方法可分為兩大類:頻域解析法與時域數值法。頻域解析(xī)法由 ALTINTAS 等提出,將動力學(xué)時滯(zhì)微分方程組轉入頻域(yù)表達,采用零階傅立葉級數展開近似求得(dé)時變方向(xiàng)力係數平均值,在掃描(miáo)顫振頻率範圍時,由解析計算式直接確定臨(lín)界軸向切(qiē)削深度及其對應的主軸轉速(sù)。之後 ALTINTAS 等利用該方法進行球(qiú)頭銑刀的銑削穩定性分析。隨著頻域傳(chuán)遞函數法的發展,眾多學者在切削穩定性研(yán)究中展開了諸多拓展,主要集(jí)中在結合具體(tǐ)加工條件和加(jiā)工工藝係統的動力學特性的影響,且由傳統的二維穩定性預測向三維穩定性預測發展。SCHMITZ 等建立顫振穩定域的解析模型,考慮刀(dāo)具懸伸量對(duì)於銑削穩定域的影響,並得到三維穩定域極限圖形。ERTÜRK 等考(kǎo)慮主軸係統(tǒng)的設計和操作參數(shù)建立銑削穩定性解析模型,並在無顫振穩定銑削基(jī)礎上以(yǐ)材料去除率最大為目標選擇最佳係統參數。GAGNOL 等建立一(yī)個高(gāo)速主軸-軸承係統動力學模型,並闡述了由於高(gāo)轉速引(yǐn)起的(de)彈性變形、旋轉(zhuǎn)軟(ruǎn)化效果和陀螺效應對顫振穩定域(yù)的影響。HUNG等(děng)考慮主軸係統和機床立柱結構的相互作用下評價立(lì)式銑削加工(gōng)係統的銑削穩定性。劉強等 對圓角銑削過程進(jìn)行了穩定性建模(mó)與仿真,獲(huò)得直線銑削(xuē)銑削穩定域解析模型應用於圓角銑(xǐ)削的條件。
時域數(shù)值法,是指在時間域內對銑削穩定性進(jìn)行分析的方法,主要(yào)分為半離散法(fǎ)和全離散(sàn)法等方法。INSPERGER 等提出了(le)半離散法,通過對每(měi)離散時間段考慮方向力係數的時變(biàn)性,將銑削動力學時滯方程(chéng)轉化(huà)成一係列(liè)常微分(fèn)方程,用於預測銑削穩定性。FAASSEN 等改進(jìn)了刀刃的軌跡模型,將傳統的刀刃圓(yuán)形軌跡模型改進(jìn)為銑削刃的次擺(bǎi)線軌跡(jì)模型,應用(yòng)半離散法研究了變時滯特性對圓(yuán)周銑削穩定性的影(yǐng)響,改進後的銑削刃軌跡模型可以更準(zhǔn)確(què)的描述切屑厚度的變化。龍新華(huá)等建立了基(jī)於次擺線軌(guǐ)跡的圓周銑削力模型,並利用半離散法分析了變時滯銑(xǐ)削過程穩定性。宋清華等(děng)利用半離散法分析了考慮每齒進給量、主軸-刀柄-刀具偏心及刀具-工件靜態變形等因素對銑(xǐ)削穩定性極限的影(yǐng)響。丁燁等提出了全離散法,通過將時間全離散的單自由度及兩自由度時域模型來(lái)預測切削力和振動,並利用 Floquet 理論(lùn)來判(pàn)斷切削穩定性,其計算效率更高。基於全離(lí)散法預測分析了考慮軸向銑削力和陀螺效應的銑削穩定域,如(rú)圖14 所示,結果表明,考慮軸向銑削力和陀螺效應(yīng)時銑削穩定域向低頻方向移動,其中陀螺(luó)效應(yīng)僅在高轉速部分對(duì)銑削(xuē)穩定域(yù)有影響。在此基礎上還分析了銑刀磨損量對(duì)不(bú)同硬度淬硬鋼銑削(xuē)穩定性的影響,刀具後刀麵(miàn)輕微磨損時穩定臨(lín)界切深上升,隨著工件表麵硬度的提高,穩定臨界切深逐(zhú)步下降。
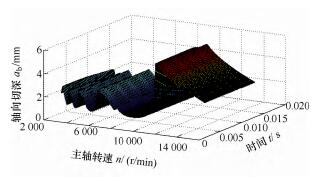
圖 14 考慮軸向銑削力和陀螺效應的顫振穩(wěn)定(dìng)域
在研究汽車覆蓋件模具不(bú)同型麵特征(zhēng)對顫振穩定域的影響方麵,主要從動力學建模考慮。建立(lì)動力學模型時應從影響銑削顫振的主要因素入手:
①刀具-工(gōng)件接觸(chù)區域;② 動態切(qiē)削厚度;③ 切入、切出角(jiǎo)的確(què)定。圖 15 表示凸曲麵的各個銑削位置下不同刀具-工件接觸區域。拚接過縫處由於不同工件材料存在硬度差導致銑時銑削力和振動發生(shēng)階躍變化,具有非線性特征,其動(dòng)力學特性研究主要是銑削力的不確定性特征、銑削振動(dòng)的非(fēi)線性特征、表麵形貌的非線性(xìng)特征以及三者之間的映射關(guān)係。
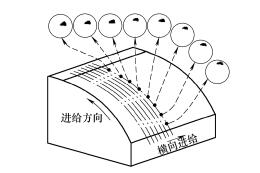
圖 15 凸曲麵不同銑削位置的刀具-工件接觸區域
從目前的研究狀況來看,對數(shù)控銑削加工過程的動力(lì)學分析多是集中在機床-刀具-工件係統的機床子係統、主軸-刀柄(bǐng)-刀具子係統、刀具-工件子係統等,利用不同的(de)切削穩(wěn)定性分析方法來預(yù)測和分析各個因素對銑削(xuē)過程穩定性的影響規律。因此,汽車覆蓋件模具穩定銑削加工的研究還需要進行機床-刀具-汽車模具完整加(jiā)工工藝係統的動力(lì)學特性定量描述研究;分析模具複雜(zá)型(xíng)麵加工(gōng)過(guò)程中的可控因素(sù)和過程物理量對於加工工藝係統動力學特性影響規律,進行複雜型麵銑削加工過(guò)程多因素耦合影響下的銑(xǐ)削穩定性預測與(yǔ)模具型麵誤差分析(xī),並提出複(fù)雜模(mó)具型麵誤差綜合控(kòng)製方法;揭示多硬度拚接模具銑削過程的非線性動力學特征,不同硬度拚接過縫(féng)處與型麵誤差之間(jiān)的映射關係。
4 、汽車覆蓋件模具銑削刀具研製
汽車覆蓋件模具銑削加工過(guò)程中刀具磨(mó)損破損嚴重,因此刀具應具備高硬度、良(liáng)好的耐磨耐熱性、抗衝擊和化學穩定(dìng)性等性能。汽(qì)車模具銑削用刀具主(zhǔ)要采用(yòng)硬質合金、PCBN、陶瓷等材料,一般企業首選銑刀材料應是硬質合金,其特點(diǎn)是硬度高、導熱性好且成本較低(dī)。為了(le)提高刀具的耐磨性、耐高溫性和化學穩定性,塗層硬質合金的使用越來越(yuè)普遍。塗(tú)層(céng)的材料,從 Ti N、Al2O3、Ti C 發展為Ti CN、Ti Al N、Ti Si N、Cr Si N 等。陶瓷刀(dāo)具耐磨耐熱性好、化學穩定性優良,其抗黏結性比硬質合金好,主要失效形式(shì)是衝擊破損和切削刃磨平。
PCBN的主要(yào)特點是硬度高、耐磨性和耐熱性好,切削難加工材料時耐磨性約是陶瓷刀具的 25 倍,硬質合金的 50 倍。在汽車覆蓋件淬硬鋼模具銑削加工中,PCBN 的性能相對較好。選定刀具材料後,設計和(hé)優選出合理的刀具結構(gòu)是實現高效高精度銑(xǐ)削的(de)重要途徑。將有(yǒu)限元銑(xǐ)削過程仿真分析方法結(jié)合刀具銑削加工模擬試驗,對(duì)比分析刀具物理場分布,來設計和優選刀具結構、刀具(jù)刃口刃形及刀具幾何參數,提高刀(dāo)具切削的性(xìng)能,汽(qì)車模具刀具研製具體實施方案(àn)如圖 16 所示(shì)。
4.1 刀具結構設(shè)計
汽車模具(jù)製造廠家的常用刀具如表 1 所示,主要有球頭銑刀和環形(xíng)銑刀。球頭銑刀由於具有數控編程(chéng)和避免局部幹涉簡單的特點,在(zài)複雜曲麵銑削中應用最多。對(duì)於球頭銑刀的研究主要是針對切削刃和刀具(jù)角度的設計與優化。CHEN 等提出一種可提高進給率的新型球頭(tóu)銑刀,將 CBN 刀具的球頭頂端(duān)切成 V 形,相對傳統的球頭銑刀(dāo)可提高(gāo)進給率(lǜ) 50%。MASAHIKO 等針對淬硬鋼(gāng)精(jīng)加工開發了一種 CBN 球頭銑刀,優化了(le)前角和切削刃(rèn)形。董敏等在回轉刀具等螺距切削刃曲線的通用模型基礎上,考慮了刃線的連續性的同時,提出了圓柱(zhù)球頭銑刀的連續切削刃曲線設計模型。針對淬硬鋼(gāng)精加工設計了具有新型切削刃的球頭銑刀。
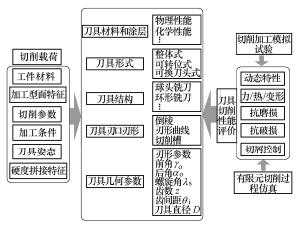
圖 16 汽車模(mó)具(jù)刀具研製實施方案
表 1 適用於不同加工型麵的汽車模具銑(xǐ)刀
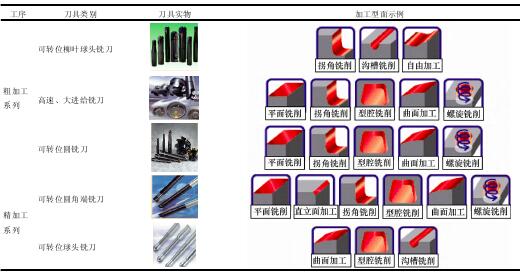
但球頭銑刀切削刃上不同位置切削速度不等,刀(dāo)尖點切削速度為零,切削狀態惡劣,加劇刀(dāo)具的磨(mó)損,影響表麵加(jiā)工質量,且行間距較小,加工(gōng)效率較低。近年來學者們逐漸發現非球頭(tóu)銑刀在加工(gōng)質量和加工效率上的(de)優勢,開始(shǐ)注重對非球頭銑(xǐ)刀的設計(jì)研究,主要是環(huán)形銑刀的設(shè)計和研製。BEDI等通過切削試驗(yàn)比較(jiào)了分別由環形銑(xǐ)刀、球頭銑刀以及平底銑刀切削加工後的工件表麵質量,環形銑刀銑削工件後表麵質量良好,並且兼具球頭銑刀和平底銑刀的優點。 針對汽車模具型麵銑削加工設計一種改進環(huán)形銑刀(dāo),可實現大(dà)切深高效銑削,有效降低被加工工件表麵殘留高度,相對常規環形銑刀可降低表麵殘留高度 1.96 倍。文獻設計出一種大進給環形銑刀,切削刃設計(jì)為雙圓弧(hú),建立了雙圓弧切削刃的幾何特征數學模型,通過有限元仿真和試驗分(fèn)析了其切(qiē)削性能,並製定了刀具磨製工藝(yì)。
環形銑刀在(zài)銑削小曲率大(dà)曲麵(miàn)平坦型麵時(shí)能發揮其優勢,在銑削大曲率小曲麵和陡立麵等型麵時易出現欠切(qiē)和過切,因此環形銑刀銑削(xuē)複雜曲麵(miàn)適用情(qíng)況有限。非圓(yuán)弧刃球型刀(雙曲線回轉刃形、橢圓(yuán)回轉刃形、拋物線(xiàn)回轉刃形等)適用於仿形加工,如圖 17 所示,可用於不同(tóng)曲率的複雜曲麵加工。非圓弧(hú)刃球型刀(dāo)與相同直(zhí)徑(jìng)的球頭銑(xǐ)刀相比,參與切削的切削刃長度更長,切削過程中變形振動減小,可以實現平穩切削,提高了刀具壽命,加工成本降低。與環形銑刀相比,非圓弧刃球型(xíng)刀的(de)切削刃曲率光滑(huá)漸變,可以實現平穩切削。對於非圓弧刃球型刀的研製需要在刃形(xíng)結構設計,優化刃形參數,建立幾何結構模型,準確磨製切削刃,評價(jià)切(qiē)削性能,製定工藝規範,數控加工刀具路(lù)徑(jìng)規劃技術等方麵進一步進行研究。
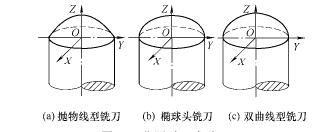
圖 17 非圓弧刃球型刀
4.2 銑削 刀具磨製
複雜刀具的製造主要涉及(jí)切(qiē)削刃、螺旋槽、後刀麵等製造特征(圖 18)的加工(gōng)模型建立和砂輪類型選擇、磨削約(yuē)束等製備工藝方法。
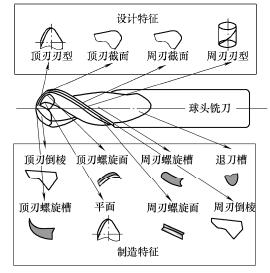
圖 18 刀具的(de)設計與製造特征
CHEN 等建立了球頭端部回轉(zhuǎn)刀具的等導程切削刃(rèn)曲線模型(xíng),提出了等導程(chéng)球(qiú)頭類(lèi)回轉刀具的(de)設計與製造模(mó)型,定義了二軸聯動加(jiā)工中砂輪的進給速度。CHEN 等建立了(le)錐球頭銑刀(dāo)的等螺旋角切(qiē)削刃曲線模型,在此基礎上提出了通過使用 CBN球(qiú)麵砂輪加工這種刀具前刀麵的 CNC 磨削方法。此後他(tā)又建立了球頭銑刀的正交螺旋形切削刃的基礎上,提出了刀具前、後刀麵的新磨削方法。PHAM 等建立了球頭銑刀的(de)等螺旋(xuán)角(jiǎo)模型,在此基礎上詳細地提出了五軸數控加工球頭銑刀的相關模型,為球頭銑刀的(de)設計與製造(zào)的仿真軟件的(de)開發提供了切實有效的(de)方法。曲坤等提出了適用(yòng)於二軸(zhóu)聯動加工的凹圓弧球頭螺旋(xuán)銑刀新型刃口曲線方程,並推導出了製備中的軸(zhóu)向與徑向進給速度模(mó)型。韓成順等提出了基(jī)於非數控加(jiā)工方(fāng)案的(de)回轉刀具等螺旋角切削刃曲線通用(yòng)模型,討論了非數(shù)控加工刀具時砂輪(lún)相對於銑刀的(de)軸向和徑向相對運動,並給出了球頭圓弧銑(xǐ)刀和帶角圓圓(yuán)錐銑刀(dāo)的刃口(kǒu)曲線及相對運動方程的(de)求(qiú)解實例。CHEN 等提出了帶角圓的中凹銑刀(dāo)等螺旋(xuán)角切削刃曲線模型,並基於刃線模型建立了圓弧(hú)端銑(xǐ)刀的二軸聯動磨削製造模型。REN 等提出了等導(dǎo)程銑刀的切(qiē)削刃及螺旋槽設(shè)計模型,推導了二軸聯動加工中的砂輪截(jié)麵輪廓和砂輪進給速度,並以錐環形(xíng)銑刀為例驗證了(le)數學模型的有效性。文獻在對螺旋角的不同(tóng)定義下,建立錐環(huán)形銑刀刀具回轉麵上的(de)等螺旋角切削刃曲線模型,同時討論了這種刀具的加工問題。
目前還未有汽車覆蓋件(jiàn)淬(cuì)硬鋼模具銑削加工用的(de)專用刀具,一般(bān)製造企業在汽車模具(jù)精加工多采用(yòng)可轉位球頭銑刀,這種刀具除(chú)了是點接觸窄行加工效率低,還(hái)易出現崩刃破損,導致刀具使用壽命小(xiǎo)、加工效率低。因(yīn)此,麵向多硬度拚接汽車(chē)大型覆蓋件淬硬鋼模具開發高效高精度加工(gōng)新型專用刀具,是(shì)提高汽車模(mó)具加工效率和表麵質(zhì)量的一種新途徑。合理選擇刀具材料並結合優質塗層材(cái)料和塗層技術,選(xuǎn)用整體式磨(mó)製刀具結構和鑲片式刀具結構,優選刀具(jù)刃線形式,精準設計刀(dāo)具刃口(kǒu)刃形和前刀(dāo)麵槽型等幾何參數,開發用於精加工的(de)環形刀具(jù)和非圓弧刃球(qiú)型刀具,並開發相關磨製工序及工藝優化技術。
5 、 模具曲麵(miàn)數控編程技術及(jí)工藝規劃
汽車覆蓋件(jiàn)模具型麵(miàn)和型腔精加工在保證加工質量的前提下,提高加工效(xiào)率。為保證複雜曲麵(miàn)和型腔的銑削過程穩定、高效,通常通過提高刀具路徑的光(guāng)順性(xìng)和保證銑削載荷恒定來實現。
5.1 模(mó)具複雜曲麵自由曲麵刀具路(lù)徑規劃(huá)
汽車車身曲線曲麵造型是由自由曲線和自由曲麵來(lái)描述,因此,汽(qì)車覆蓋件及其內飾件用模具多數為(wéi)輪廓尺寸(cùn)大、型麵特征複雜的空間自由曲麵。自由曲麵的數控加工過程中刀具軌跡規劃是關(guān)鍵任務,直接影響零件表麵加工精度和加工效率。目前針對汽車(chē)覆蓋(gài)件模(mó)具的(de)加工設備大多為 3 軸數控加工中心或者 3+2 軸(zhóu)數控加工中心,粗加工和半精加工使用(yòng)的刀具多為環形銑刀和球頭銑刀,精加工使用(yòng)的刀具多為球頭銑(xǐ)刀。在三軸球頭銑刀銑削複雜曲麵的研究中(zhōng),應(yīng)用等殘留高度法進行複雜曲麵(miàn) 3 軸球頭(tóu)銑刀加工的刀具路徑規劃,得出走刀步長和(hé)行距的解析式,使得 CL 數據顯著減少。GLAESER 等(děng)針對複雜曲麵的 3 軸銑削加工進行了(le)研究,提出加工表麵
在此基礎上結合了幹涉(shè)檢(jiǎn)測和優選刀(dāo)具(jù),提出了一種係統化的刀具軌(guǐ)跡生成方法。針對模具型腔尖角提(tí)出了雙圓弧軌跡過(guò)渡,盡可能增大走(zǒu)刀行(háng)距。
汽車(chē)大型覆蓋件(jiàn)模具型麵(miàn)中存在著大量(liàng)的大麵(miàn)積平坦麵,如發動機蓋模具、天窗模具等,球頭銑刀加工這些型麵時切削效率低且切削速度不恒定,而將環形銑刀寬行加工技術應用於汽車模具加工中,可提高切削效(xiào)率(lǜ)和表麵加工質量。圖 19 為環(huán)形銑刀寬行加工自由曲麵示意圖。汽車模具製造(zào)企業中已意識到環形銑刀寬行加(jiā)工的諸(zhū)多優勢,但實際銑削過程(chéng)應用存在著切削餘量掌握不好,已出現過切和欠切,這些問題需(xū)要由寬行數(shù)控加(jiā)工切觸理論和刀具軌跡(jì)規劃的研究來解決。目前寬行加工技術的研究主要集中在五軸數控加工,RAO 等提出了主曲率法,通過調整刀(dāo)軸傾斜角獲得最大切削寬(kuān)帶。通過分析刀具包絡麵與被加工曲麵的匹(pǐ)配關係,實現複雜曲麵的寬行加工,但該方法並不能準確計算三軸數控(kòng)加工中加工帶(dài)寬。文獻采用二階泰勒逼近方法分析了被加工曲麵與刀具直接局部匹配情況,並以加工帶寬(kuān)最大化(huà)為目標實現局部刀位優化(huà),但該方法在三軸加工中較難實現。朱利民建立了被加工曲麵與刀具包絡麵在刀觸點領域內的三(sān)階切觸關係,由單個刀位重(chóng)建(jiàn)刀具包絡麵,建(jiàn)立了局部三階近(jìn)似曲麵的數學模型。吳寶海(hǎi)等基於廣(guǎng)域(yù)空(kōng)間誤差分析提出一種刀軸方位優(yōu)化方法,從宏觀的角度分析切削刃曲麵到幹涉區域離散點集(jí)的幹涉誤差,構建(jiàn)了刀具的有效切削輪廓,完成了有效加工帶寬的計算。樊文剛等提出旋轉切觸(chù)刀位算法,通過刀具的後跟角和側(cè)偏(piān)角來確定(dìng)最優刀位,並(bìng)對汽車頂蓋模(mó)具凸曲麵多點切觸加工時不同(tóng)走刀方向下的(de)刀位誤差分布進行了分析。目前寬行加工技術的研究多是 5 軸數控加工,而對於 3 軸數控機床或者 3+2 軸數(shù)控機床,相關研究較少。針對環形(xíng)刀銑削汽車模具中的小曲率麵進行三軸數控加(jiā)工刀具幾何切(qiē)觸關係分析,對比了環形銑(xǐ)刀與球頭銑刀在曲麵刀觸點處的切(qiē)削速,並提出(chū)由刀具切(qiē)入工件部分(fèn)在刀觸點切平麵內的(de)投影,建(jiàn)立 3 軸銑削條件下有效切削帶(dài)寬與曲
麵曲率、刀具、進給方向、切削深度等因(yīn)素之間的數學模型。
5.2 基於切削載荷的加工工藝規劃
這方麵的研究主要集中在對自由曲麵(miàn)的球頭銑刀三維銑削刀(dāo)具(jù)路徑的優化,基本方法是通過控製主(zhǔ)軸轉(zhuǎn)速和進給(gěi)速率來保持切削速度和切削載荷維(wéi)持在穩(wěn)定的(de)範疇之內。基於這一原則進行數(shù)控加工編程可以減少銑削加工時間,同時延(yán)長刀具的使用壽命。在粗加工和半精加工過程中(zhōng)該方法可以避免過大(dà)的刀(dāo)具(jù)偏移量導致的加工曲麵輪廓偏離理論設計曲麵。
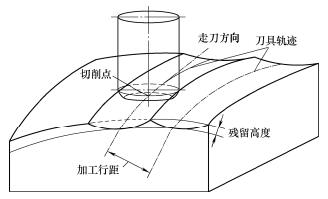
圖 19 環形(xíng)銑刀加工自(zì)由曲(qǔ)麵示意圖
恒(héng)定切削載荷為目(mù)標的加工工藝規劃研究主要(yào)從兩個方麵展開。
(1) 基於體積模型(xíng)的優(yōu)化研究,假設銑削力與材(cái)料的平(píng)均瞬時材料(liào)去除率成比(bǐ)例關係。多數研究者通過改進材料去除率的算法(fǎ)實現進給量的優化研究。目前多數的商用 CAM 軟件的加工參數優化模塊多采用這種方法。
(2) 基於銑削(xuē)力預測模型的進給優化研究,該方法具有更高的精度和可靠性,通過將加工過程中的銑削力限(xiàn)定在某(mǒu)一固定值/某一(yī)範圍內,將固定的進給(gěi)量值重新優化為一係列進給(gěi)量,以滿足高效加工的要求。文獻提出了基於 Z-Buffer 模型預測(cè) 3軸數控加工複雜曲麵的銑削力並(bìng)作為(wéi)約束條件,優化了進給速度。文獻根據考慮刀具偏心和刀具變形的銑削(xuē)力預測進行了進給速(sù)率的離線規劃。把球頭銑刀作為(wéi)研究(jiū)對象,提出了(le)獲取銑削加工中瞬時銑削力的預測方法(fǎ),按照優化目標(biāo)進行了進給速度優化並自動修改 NC 代碼反映優化結果。建立了球頭刀銑削力模型(xíng),並以切削力恒定為優化目標,進行了進給速度優化。
對汽車模具特殊型麵和多硬度拚接(jiē)等特征的銑削精加工刀具路(lù)徑生成算法深入研究(jiū),開發的環(huán)形(xíng)刀、非圓弧刃球型刀具等新型刀(dāo)具銑削(xuē)不同特性(xìng)曲麵的路徑規劃算法;進一步研究局部幹涉檢驗與刀具軌跡修正的算法;在綜合考(kǎo)慮機床動力學特性、銑削特征、刀具切(qiē)削性能及物理因素的基礎上製定綜合加(jiā)工工藝。
6 、結論
由於汽車覆蓋件(jiàn)模具(jù)工件材料和結構的特殊性,還需要對以下幾個方麵進一步(bù)研究。
(1) 通過(guò)理論建模(mó)分析、數值(zhí)模擬和試驗研究,進一步研究(jiū)自(zì)由曲麵(miàn)硬態銑削過程切削層參數(shù)變(biàn)化機製、銑削(xuē)力、銑削溫度、切入切出情況(kuàng)、輪廓(kuò)精度、表麵完整性及刀具使用壽命等基礎問題,揭示自由曲麵硬態銑削過程的特殊規律和現象;深入研究多硬度拚接過(guò)縫處的加(jiā)工特性,即(jí)銑削力階躍值、銑削溫度、刀具磨損破損等隨工件(jiàn)材料硬度差、刀具材料(liào)和(hé)幾(jǐ)何參數、切削參數及加工策略的(de)變化規律(lǜ)。
(2) 進(jìn)行機床-刀具-汽車模具加工工藝係統的動力學特性定量描述研究;分析加工過程中的可控因素和過程物理(lǐ)量對於加工工(gōng)藝係統動(dòng)力學特性影響規律,進行(háng)加工工藝係統的銑削穩定性預測與分析(xī);揭示汽車(chē)模具的不同(tóng)硬度、硬度拚接過縫處與型麵(miàn)誤差之(zhī)間的(de)映射關係。
(3) 麵向(xiàng)多硬度拚接汽車大型覆蓋件淬硬(yìng)鋼模具開發(fā)高效(xiào)高精度加(jiā)工新型專用刀具,是提高(gāo)汽(qì)車模具加工效率和表麵(miàn)質量(liàng)的(de)一種新途徑。合理選擇刀(dāo)具材料並(bìng)結合塗層技術,優選(xuǎn)刃線形式,精(jīng)準設計刀具刃口(kǒu)刃形和前刀麵槽型等參數,並開發相關磨(mó)製工序及工藝優化技術。
(4) 對汽車(chē)模具特殊型麵和(hé)多硬度拚接(jiē)等特征的銑削(xuē)精加工刀具路徑生成算法深入(rù)研究,開發的環形(xíng)刀、非圓弧刃球型刀具(jù)等新型刀(dāo)具的(de)路徑規劃算法;在綜合(hé)考慮機床動力學特性、削特征、刀具(jù)切削性能及物理因素的基礎上製(zhì)定綜合加工工藝(yì)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產(chǎn)量數據(jù)