


數控龍門高速鑄(zhù)錠複合加工生產線智能控製
2018-3-8 來源: 齊(qí)齊哈爾爾二機(jī)床(集團)有限責任公司 作者:張會龍
【摘要】: 本文介紹了數控龍門高(gāo)速鑄錠複合加工生產線的智能控製技(jì)術,闡述了實(shí)現智能控製的方法和途徑(jìng)。
【關鍵詞】: 智能(néng)控製; 自動加工;840D
概(gài)述(shù)
鋁錠銑麵是鋁合金板帶材生產(chǎn)工藝流程的一個重要階段。鋁錠在軋製之前,必須將上(shàng)下兩側表麵銑平,以保證最終(zhōng)產品質量,我公司生產的數控龍(lóng)門高(gāo)速鑄錠複合加工生產線全部實現自動化,用戶可對生產工藝參數進行調整,滿(mǎn)足(zú)不(bú)同(tóng)用(yòng)戶的生產要求,對設(shè)備關鍵點實時進行監(jiān)測並根據設備(bèi)運行狀態自動提(tí)供設備信息、故障自診斷信息、故障處理方法。同時,根據鋁加工行業的特點,開發一套生產操作係統,用於完成與MES 和L1 的通訊(xùn)和數據(jù)交換,以及相對應的操(cāo)作功能和數據處理功能。
1.數控龍門高速鑄(zhù)錠複(fù)合(hé)加工生產線介紹
如(rú)圖1 所示,數控龍門高(gāo)速鑄錠複合(hé)加工生(shēng)產線是一條(tiáo)全自動加工單元,采取流水線式布局,由主機和輔機兩部分組成。
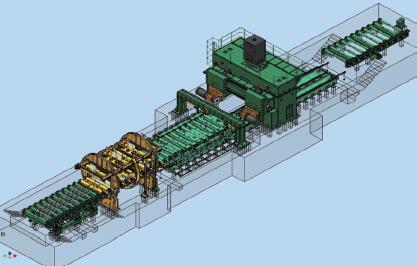
圖(tú)1 數控龍(lóng)門高速鑄錠複合加工生產(chǎn)線(xiàn)圖
主機由上料(liào)車、上料輥道裝置、翻轉(zhuǎn)裝置、龍門、床身、工作台、工件對中機構、卡緊機構、測量裝置、主銑頭、角度側銑頭、稱重、噴碼係統、下料輥道、下料車、電氣控(kòng)製係統、液壓係統(tǒng)、潤滑係統、氣動係統等組成。
輔機由吸屑管道、破碎機、吸屑風機、旋風分離器、鋁(lǚ)屑收集裝(zhuāng)置、粉塵(chén)吸集裝置等組成。
2.控製方式及方法(fǎ)
作為鋁錠外(wài)表麵加工的專用機床(chuáng),該機床有三個主軸,其中一個方滑枕立式主軸和兩個帶擺角(jiǎo)的(de)臥式(shì)主軸,臥式主軸可同時加工鋁錠的一個大平麵和兩個角(jiǎo)度小平麵,因此主軸角度要求在0-25 度之間可任意調整。機床可以進行全自動循環加工、半自動循環加工(gōng)、手動銑削(xuē)、單麵銑削,並有單動作、手動調整等功(gōng)能(néng)。
機床的自動(dòng)化主要體(tǐ)現在以下幾個方麵: 工件自動上、下料; 工件自動翻轉並且自動降速;工件自動夾緊; 工(gōng)件厚度、寬度自動測量並(bìng)自動(dòng)進刀; 數控(kòng)自動編程及切削參數(shù)優化; 自動安(ān)全防護回退; 工件自動(dòng)稱重; 鋁屑的自動收集等。為提高機床自動化程度及控製係統穩定性的(de)
主要實施以下(xià)措施
(1) 控製(zhì)中心采用(yòng)840D 數控係統和數字化驅動及1FT6 係列交流伺服電機。係統內部具有對所控製伺服電機的全部保護和(hé)控製功能,所有控製的伺服電機運行參數(shù)都能在屏幕上顯示出(chū)來供使用(yòng)參考。不需外部複雜聯線,裝配工藝簡單,維(wéi)修方便,工作穩定可(kě)靠。可連續不間斷工作;
(2) 配置OP015A 型15 英寸彩色顯示器具有以太網接口,可以根據用戶要求,同上位機連接完成數據交換。設備的所有監(jiān)示和檢測信號都通過PLC 傳送給840D 係統,行成中文報警文本,並通過顯示器顯示,保存成曆史記錄可供今(jīn)後查詢使用。PLC 所有I/O 接口信號狀態都可以在顯示器上顯示,供操作及維修人員參考;
(3) 所有輥道都采用西門子(zǐ)交流變頻器驅動,並(bìng)且與數控係統之間(jiān)采用總線方式傳送命令,並通過數控編(biān)製的程序控製;
(4) 由於(yú)設備各控製部件(jiàn)分散較遠,故PLC采用西門子S7-300 和ET200 組成,子分站采用PROFIBUS-DP 現場總線方式控製,共(gòng)采用4個分站,分(fèn)別是(shì): 滾道及翻轉機構分站、龍(lóng)門工作台分(fèn)站、主龍門架上分站(zhàn)、主操縱室分(fèn)站。分站采用全封閉的分線箱結構,安裝在被控部件附近,減少了機(jī)床控製連線,提高了可靠性,維修(xiū)更方便;
(5) 毛坯的上料、定位、卡緊、測量、數據傳輸,各軸的跟(gēn)蹤測量,切削加工均由程序自動完成,主機與輔機之間采用現(xiàn)場總線方式控製,提高了(le)機床的可靠性;
(6) 設備的輔助動作(輥道(dào)、液壓、氣動、潤滑等)都由數控係統發(fā)出的M 代碼經PLC 去控製(zhì)自動完成;
(7) 輔機驅動的交流電機(破碎機、碎屑風機、鋁粉塵收集(jí)風機(jī))采用交流軟啟動和交流變頻器(qì)驅動,配有(yǒu)完善的(de)監控係統對電機監控(kòng)(電流、軸承溫度、線圈溫度監視)通過(guò)編製(zhì)合理的程序,控製變頻(pín)器完成碎屑風機的節能控製,控製命令來自840D 數控係統(tǒng)。
3.實時采集設(shè)備自身運行狀態及故障診斷的方法
(1) 研發了一種接觸式鑄錠測量係統,通過氣缸驅動測量(liàng)板壓緊在鑄錠被測麵上,利(lì)用(yòng)與840D 數控係統相連接的光柵尺和(hé)絕對編碼(mǎ)器確定鑄錠厚度、寬度(dù)及斜(xié)邊的相關參數,並由此確定銑削量和銑削次數。測量精度(dù)為±0.2mm,采用全自動控製(zhì),確保在(zài)最短時間內完成(chéng)銑麵過程(chéng);
(2) 主軸箱安裝了多點溫度(dù)傳感器和振動傳感器,隨時監測主軸的溫度變化及工作狀態;
(3) 破(pò)碎、吸屑、除塵電機和軸端安裝有溫度傳感器,實時監控其文段(duàn)變化及工作狀態(tài);
(4) 實時對主軸電機(jī)和(hé)輔機電機的電流進行(háng)監測;
(5) 三個主軸、破碎、吸屑、除塵的傳動端安裝接近開關,通過高速計數器監測其轉(zhuǎn)速變化;
(6) 對各液壓點位和氣動點位的壓力及流量的監測;
(7) 鋁錠定位控製傳感器(qì)采用反射式光電開關,監控並實時顯示鋁錠的(de)實時位置;
(8) 三個主軸安裝有防撞機構(gòu),實時對主軸進行進行監測及保護(hù);
(9) 在840D 係統屏上實時顯示銑頭的實(shí)際位置、側銑頭旋(xuán)轉角度、設備工作中夾緊放鬆狀態、當前正在鋁錠(dìng)加工信息、銑後(hòu)鋁錠信息、自(zì)動加工程序進度,以及各部件工作條件、鋁錠曆史信息等。
當以(yǐ)上監測點(diǎn)出現(xiàn)故障時係統會在界麵進行顯(xiǎn)示並自動進行安全保護(hù),每個故障(zhàng)都具(jù)有相應的診斷提示和處理方法; 在主畫麵和生產監(jiān)控(kòng)畫麵頂端都有報警視圖,顯示當前報警並可查詢報警記錄。
4.實(shí)現網絡(luò)通信及數據交換的方法
設備具(jù)有生產(chǎn)操作係統,用於完成與MES和L1 的通訊和數據交換,以及相對應的操作功(gōng)能和數據處理功能。
(1) 實施方案概述
銑麵加工生產操作(zuò)係統通過與數據服務係統進行交互,實現(xiàn)銑麵加工生產計劃與生產參數(shù)等數據的自動獲得,並把這些(xiē)數據通過ODBC 數據接口下達給WinCC fl exible 係統。同時,對於WinCC fl exible 係統產生的(de)生產實績等數據,銑麵加工生產操作係統(tǒng)把數據(jù)通過數據(jù)服務係(xì)統上傳(chuán)給L3。
另外,銑麵加工生產操(cāo)作係統將(jiāng)包含一(yī)個獨立的數據處理部分(fèn),用於把生產過程數據記錄(lù)轉化為iba 的文件格式(*.dat),以實現係統(tǒng)生成數據格式的(de)統一,以(yǐ)方便存儲、管理與使用。係統結構圖如圖2 所示(shì)。
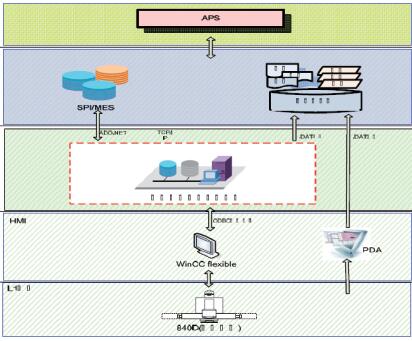
圖2 係統結構(gòu)圖
(2) 數據服務(wù)係(xì)統功能與實現
實現與(yǔ)銑麵加工生產操作係統的(de)數據交互,保證L3 數據與WinCC fl exible 係統的自動(dòng)交互數據服務係統通過TCP/IP 方式與銑麵加工生(shēng)產操作係統進行通訊(xùn),並以此(cǐ)下達L3 的生產計劃與生產(chǎn)參數數(shù)據給WinCC fl exible 係統,最終實現相(xiàng)關數(shù)據下達到L1; 同時,數據服務(wù)係統通過(guò)TCP/IP 方(fāng)式,從銑麵加工生產操作係統獲得WinCC fl exible 生產實績等數據,最終上傳給L3 係統。
結論
數(shù)控龍門高速鑄錠複合加工生產線全部實現自動化,用戶(hù)可對生產(chǎn)工藝參數進行調整,滿足不同用戶的生產要求,對(duì)設備關鍵(jiàn)點實時進行(háng)監測並根據(jù)設備運(yùn)行狀態自動提(tí)供設備信(xìn)息(xī)、故障自診斷信息、故障處理方法。同時(shí),根據鋁加工(gōng)行業的特點(diǎn),開發一套生產操作係統,用於完成與(yǔ)MES 和L1 的通訊和數據交換,以(yǐ)及相對應的操作功能(néng)和數據處理(lǐ)功能(néng)。最(zuì)終實現(xiàn)L3 係統中的生產(chǎn)計劃和生產參數等數據(jù)自動下達到WinCC fl exible 或L1 係統,同時現場(chǎng)生產實績也能自動(dòng)上傳給L3 係統,使所有的數據交換不再需要手工處理,過程數據和PDA 係統生成的數據以統一的存儲方式保存到文件服務器中,以方便用戶的管理與使用。用戶可對全部(bù)過程數據進行分析。通過新建的(de)數據服務係統,在滿足數據庫(kù)管理與數據查詢方便的同時,保證(zhèng)數(shù)據庫的安全。
數控龍門(mén)高速鑄錠複合加工生產線的(de)成功研製,不僅打破了國外的技(jì)術(shù)壟斷,擋(dǎng)住了進口,為國家節約了大量的外匯,還為有色金屬行業的(de)生(shēng)產提供了技術先進的裝備,促進了行業的進步與發展。
投稿(gǎo)箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
州金馬")
業界視點
| 更多(duō)
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本(běn)型乘用(yòng)車(轎車)產量數據
博文選(xuǎn)萃
| 更多