


摘 要: 在(zài)編製一般橢(tuǒ)圓曲線宏程序的基礎上, 對任意方位的橢圓曲線的宏程序編程進行了實驗研(yán)究, 解決了任意方位(wèi)橢圓曲線(xiàn)的宏程序編程問題, 對數控係統橢圓編程的二次開發(fā)具有參考價值。
關鍵詞: 數(shù)控(kòng)銑床; 橢圓; 宏程序
0 引言
在數(shù)控銑床(chuáng)上加工橢圓(yuán)曲線通常采用宏程序,用戶可以使用變量進行算術運(yùn)算、邏輯(jí)運算和函數混合運算,通(tōng)過它所提供的循環語句、 分支語句和子程序調用語句大大減少乃至免除手工編程繁(fán)瑣的(de)數值計算,是提高機床性能的一種特殊功能[1],本(běn)文橢圓曲線為例,針對 FANUC 0i係統,利用 XK160 數控銑床對任意橢圓曲線銑削加工方法進行了實驗研究。
1 、一(yī)般橢圓曲線宏程序編程
一般橢圓曲線如圖 1 所示,橢圓的參數方程為:X=a×cosα (1) !Y=b×sinα (2)利用橢圓(yuán)參數方程(chéng)求(qiú)出橢圓上各點坐標,並把各點用直線插補方法連在一起,這樣從根本上極大地保證了橢圓的加工精度[2],利(lì)用宏程序編製該橢圓的精加工程序如(rú)下:
O0001;
#100=20;橢圓長半軸
#101=12;橢圓短(duǎn)半(bàn)軸
#102=0;橢圓切削角度起點
#103=360;橢(tuǒ)圓切削(xuē)角度終點
#104=0.5;角度增量
WHILE[#102 LE #103] D01;
判斷角度值是否達到終點, 當條(tiáo)件不滿(mǎn)足(zú)時,退出循環體#105=#100*COS [#102]; 計算橢圓圓(yuán)周上的點的 X 坐標#106=#101*SIN[#102]; 計算橢圓圓周上的點的 Y 坐標(biāo)G01 X[#105] Y[#106] F0.1; 直線插補至輪廓點位置#102=#102+#104; 角度值遞增END1; 循環體結束(shù)M30;
這種(zhǒng)精加工(gōng)方法的橢圓輪廓精(jīng)度取決於角度增量,角度增量越小(xiǎo),曲線輪廓的擬合精度越高[3]。
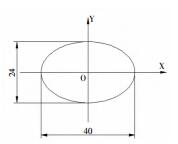
圖 1 一般橢圓曲(qǔ)線
2 、任意方(fāng)位(wèi)橢圓曲線宏程序編程
2.1 任意方位橢圓曲線參數方程的推導(dǎo)
任意方位橢圓曲線是指經過旋轉(zhuǎn)和平移的橢圓(yuán)曲線(xiàn),首先考慮經(jīng)過旋轉(zhuǎn)的橢圓曲(qǔ)線的參數方程,如圖(tú) 2 所示,橢圓由(yóu)虛線(xiàn)位置旋轉至實線位置,旋轉角度為 θ,橢圓上任(rèn)一點 A 旋轉至 A1 點。
![]()
2.2 任意方位橢圓曲線(xiàn)宏程序編程(chéng)
根據經過旋轉、平(píng)移(yí)的橢圓參數方程式(3),參照(zhào)一般橢圓曲線宏程序(xù)編程方法,編製宏程序如下:
O0002;
#100=20;橢圓長半軸
#101=12;橢(tuǒ)圓(yuán)短半(bàn)軸
#102=0; 橢圓切削角度
起點
#103=360; 橢圓切削角
度終點
#104=0.5;角度增量
#105=30;橢(tuǒ)圓在工件坐標係內旋轉的角(jiǎo)度
#106=20;橢圓中心在工件坐標係中的 X 坐標值即 X1 值
#107=30;橢圓中心在工件坐(zuò)標係(xì)中的 Y 坐標(biāo)值即 Y1 值
WHILE[#102 LE #103] D01;判斷(duàn)角(jiǎo)度值是否達到終點,當條件不滿足時,退出循環體#108=#106+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*COS[#105+#102];計算橢圓圓周上的(de)點(diǎn)的 X 坐標(biāo)#109=#107+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*SIN[#105+#102];計算橢圓圓周上(shàng)的點的 Y 坐標G01 X[#108] Y[#109] F0.1; 直線插補至輪廓點位置#102=#102+#104; 角度值遞增END1; 循環體結束(shù)M30;
把該程序程序(xù)輸入 FANUC 0i 係統、XK160 數控銑床中,運行(háng)結果正確。 改變旋轉角度、橢圓中心點坐標等變量,可(kě)以銑削加工不同(tóng)方位的橢圓曲線,運行結果均正確。
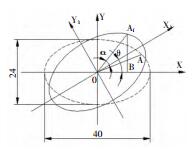
圖 2 任意角度的橢圓曲線
3 、結束語
利(lì)用宏(hóng)程(chéng)序編程(chéng),能有效提高編程效率,有利於數控加工程序的標準化、模塊化和柔性化,任意(yì)方位橢圓曲線宏程序編程實驗研(yán)究的成功對於擴展係統功能、 數控機床編程(chéng)係統的二次開(kāi)發具有參考價值。
如果您有機(jī)床行業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據