


簡析銑床加長支座的改進及其應用
2017-6-26 來源:中(zhōng)國(guó)有色(沈陽)泵業有限公(gōng)司 作者:王延斌
摘要(yào):隔膜泵零件種類繁多,現有設備的加工範圍和加工能力(lì)受機床本身限位製約,所以總會遇到一些工件尺寸超行(háng)程的加工難題,為了完成長軸(zhóu)類零件的(de)銑削工序(xù),我們用(yòng)銑(xǐ)床加長支座拓寬了立式銑床的加工範圍,在(zài)最低成本下有效的解決(jué)了超行(háng)程(chéng)工件的加工問題,並且取得了良好的使用效(xiào)果(guǒ)。
關鍵詞(cí):工裝;銑床(chuáng);加工範圍
1.概述(shù)
在零件的生產過程中,由於設(shè)備自(zì)身(shēn)存在加工(gōng)限位,許多零件在滿足設備的其它(tā)加工(gōng)條件時,卻(què)無法實現在此類設備上加工,進而需要在加工範圍更大的設備上加(jiā)工,無形中增加了零件的加工成本 。通過工裝治具或工藝措施,可以解決部分零件的上述問題。在保證了產品的正常生產的同時,又可以控製(zhì)零件的(de)加工成本,同時也(yě)不會增加其它設備的加工負荷,特(tè)別是一(yī)些批量件(jiàn),會(huì)有更顯著的效果。這就是利用小創新,實現大價值的一種體現。
2.思路分析
中(zhōng)國有色(sè)(沈陽)泵業有限(xiàn)公司(以下簡稱泵業公司)生產的長螺栓(shuān)、介杆、活塞杆等零件(jiàn)在加工六方(fāng)、扁或鍵槽時,由於超(chāo)出銑床(chuáng)的加工範圍,必須在130鏜床 進 行 加 工。現 通 過 設 計 一 種 銑 床 加 長 支座,如圖1所示,使立銑、萬能銑工作台有效加工長(zhǎng)度延伸,進而擴大銑床(chuáng)的加工範圍(wéi),可以實現銑床加工上述零(líng)件。
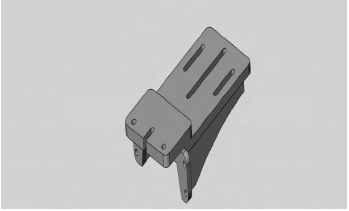
圖1 加長支座三(sān)維圖
3.實施(shī)方案分析
(2)為了保證工作台的平行度要求,前端定位(wèi)基麵必須與後端工(gōng)作基麵平齊,保證裝配時(shí),支座工作(zuò)基(jī)麵與銑床工作台高度一致;即 H=H1。
(3)實用(yòng)機械加(jiā)工工藝手冊中要求,工作台同(tóng)軸度要求精度<0.01mm。為了能(néng)夠保持加工(gōng)軸類零件時,工作台軸線與加長支座軸線保持在同一(yī)直線上,前後(hòu)兩端的定(dìng)位鍵槽寬度尺寸及位(wèi)置度有一定要求,通過(guò)定位鍵(jiàn)與前端鍵槽的定位,保證支座(zuò)與工作台的中心線位置一致,後端鍵槽與分度頭(或(huò)頂尖座)定位鍵定位;通(tōng)過數控機床精銑鍵槽,能(néng)夠達(dá)到同軸度要求。
(4)上端及側壁共6處(chù) M12螺栓把合,保證了支座在零件加工時的穩定性,減少了因零件長度過長而導致零件顫動對零件加工質量的影響。加長支座裝配(pèi)見圖2。
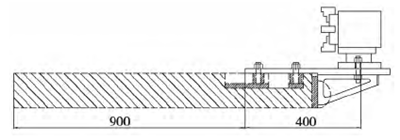
圖2 加長支座裝配/mm
4.強度研究的(de)方法
機(jī)器的受力情況隻有在(zài)真實機器上(shàng)進行測(cè)定,但是隨著人們的(de)不斷(duàn)實踐,逐漸積累經驗,就有可能忽略某些次要因素,針對其主要因素進行模擬分(fèn)析研究。即使在機器還沒有製造出來以(yǐ)前,可以先采用不同的(de)材料,按照不同的比例尺寸(cùn)製作模(mó)型,並且可以在模(mó)型上逐個(gè)地加以某些載荷,以查(chá)明各種載荷對機器受力情況的影響。模型的製作和(hé)加載都比較方便。根據(jù)模型(xíng) 試驗(yàn)的結果可(kě)以改進機器的結構。通過(guò)更多的實(shí)踐,人們積累了豐富的經驗,就有可能采用一定的假設簡化機器結構(gòu)及(jí)其承載情(qíng)況,然後(hòu)采用比較近似的理論(lùn)分析方法進行強度計算。但是由於被簡化後的計算方案與機器的真實受(shòu)力情況總有一定的差別,而且通常采用的簡單算式往往(wǎng)隻是近似的,所以理論計算常常需要有相應的試驗研究來校核(hé)。對於(yú)某些受力情況(kuàng)複雜的機器零部件,理(lǐ)論計算中還需引進(jìn)試驗(yàn)係數,全部或者部分地采用(yòng)經驗數據。
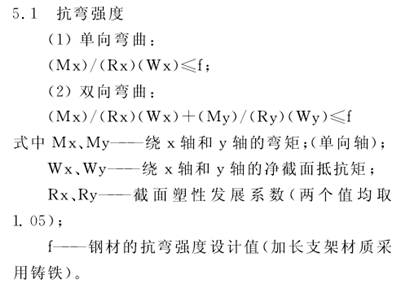
5.強度(dù)參數計算
在交變載荷的作用下,應力集中有很大的危險性。大量的疲勞破壞都是與圓角半(bàn)徑過小、表麵劃(huá)傷、孔以及其他高的應力(lì)集中源有關。與靜強度不同,疲勞強度具有極為明顯的局部特性,這就說(shuō)明應(yīng)力(lì)局部增高,材料的點缺陷有(yǒu)很大的影響。
經過Solidworks三維仿真模擬軟件測試後,上端及側壁(bì)共6處 M12螺栓把(bǎ)合提供的壓力(lì)強度滿足工作時強度要求範圍內,可(kě)以(yǐ)使(shǐ)用。
5.2 機械性能測試
在很接近實際工(gōng)作條件下進行模(mó)擬實驗研(yán)究是確定零件疲勞極(jí)限的最精確的方法。試驗時在萬能或者專(zhuān)用疲勞試驗機上進 行的。為了確定疲勞強度,我們對6~20個試樣進行試(shì)驗。在必須(xū)得到統計評估值的(de)時候,被試驗試 樣 應該增加 到 幾十個。但是,實(shí)際元件的試(shì)驗研究並不總是可能(néng)的,而且是不合適的(de)。在這種情況下,要進行試樣試驗,模擬實型零件危險區的應力狀(zhuàng)態,模擬應力集中源、絕對尺寸、工藝、複層、溫度、介質等方麵應盡可能地接近實際工作條件。通(tōng)過對材質衝擊試(shì)樣和拉(lā)伸(shēn)試樣的研究,材質選擇負荷測試標準,可以(yǐ)使用。
6.預期(qī)成果
(1)降(jiàng)低了零件的加(jiā)工成本;以 D400/9型隔(gé)膜泵為例,超行程高強螺栓合計20餘根/台,活(huó)塞杆(gǎn)3根(gēn)/台估算約(yuē)降低成本(běn)5 600元/台,按年產50台估算約節省280000元。合理(lǐ)的降低了泵業公司的生產成本。
(2)更深層意義在於可減輕數控130鏜的生產負荷,為更多的創造(zào)價值提供了優越的條件。
(3)活塞杆等工件(jiàn)加工周期長,在現有的工期內可以節省等待 130T 銑扁時間,拒絕大設備幹小活的生產思路,更快更好的完成生產計劃,提高計劃完成率。此支座現已應用於大型隔膜泵高強定位長螺柱的六方加工中;通過使用過程中的觀察,零件加(jiā)工後的尺寸符合圖紙要求,此項目已(yǐ)達(dá)到了預期的成果(guǒ)。
7.相近實例應用
(1)泵業公司(sī)現有設備:萬能銑、立銑配備加長支座可以加工超(chāo)行程螺栓、活塞杆等(děng);
(2)泵業公司現有(yǒu)設備:160T 配備輔工作台可以連續裝卡2件(jiàn)左中右腔體等增大加工範圍;
(3)泵業公司現(xiàn)有設備(bèi):數控曲軸磨床配備(bèi)改造卡盤可以免配盤磨削;
(4)泵業公司現有設備:車銑(xǐ)組合機床配(pèi)備旋轉工作台可以加工(gōng)除曲(qǔ)軸外其它鏜(táng)序工件,拓展加工範圍。
8.結語
在現(xiàn)有設備的基礎上通過改造可以拓展設備的加工範圍,對離散型製造企業有(yǒu)這很大(dà)的實用效(xiào)益,(批量生產的轉機也會起到很大作用)。此項(xiàng)目(mù)的實施成功,解(jiě)決(jué)了(le)長度在800~1 200mm(部分(fèn)工件規格可增加至1 300mm)範圍內長螺柱、介杆、活塞杆的六方、扁或(huò)鍵槽在銑床不能加工 的問題,降低了產品的加工成本同時(shí)減輕了數控130鏜的生產負(fù)荷。同時也為其他超行程工件的(de)加工提供了思路和方法,對加工生產有重要意義。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分(fèn)地區金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(chē)(轎車)產(chǎn)量數據
博文選(xuǎn)萃
| 更多