


關鍵詞:臥式粗銑(xǐ)機床:夾具設計;液(yè)壓裝置
隨著我國(guó)經濟的高速發展,人(rén)們的生活水平不斷提(tí)高(gāo)。人們對汽車的需求(qiú)不斷增長,國內外汽車製造業也從傳統的加工方法轉變為現代機械自動化,即從單件、小批量(liàng)到流水線(xiàn)生產,剛性自動線生產,數控機床、加(jiā)工中心(xīn)生產,柔性製造係統以及柔性生產。而我國汽車製造業(yè)的水平還比較低,在技術水平、生產工藝和製造設備等(děng)方麵與外國同行相比還存在較(jiào)大的(de)差距。所以(yǐ)我國隻能對汽車重要部件進行比較簡單的端麵加工(gōng).尚不精通重要部件的核心加工技術。因此.我國汽車重要的零件加工大多采用從外國引(yǐn)進的設備(bèi)。
文中(zhōng)主要是設計出一個粗銑發(fā)動(dòng)機缸體端麵的(de)機床。通過選擇(zé)合適的標準(zhǔn)件、巧妙的夾具設計及自動傳(chuán)送(sòng)裝(zhuāng)置的設計,可(kě)以大大提高生產效率(lǜ),降低成本。
1 、機(jī)床結構的確定
如圖(tú)1所示,根據要銑削缸體(tǐ)後端麵的要求,選擇臥式機床 。當工件放人待加(jiā)工區(qū)時,需要支(zhī)架支撐。在動力裝置的驅(qū)動下,將工件推向夾具時,需(xū)要(yào)滑道。當工件滑到夾具的位置時,需要(yào)定位元件的定位及夾緊裝置的夾緊。最終,夾具在滑(huá)台上(shàng)移動讓銑刀銑削(xuē)後端麵.需要刀具及電機等。
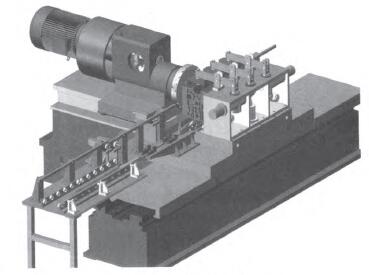
圖1 機床整體三維模型
其(qí)工作原理如(rú)下:如圖2所示,當工件放置在滑道上後(hòu),在動(dòng)力裝置的驅動下靠近工件1,同時夾具3上的機械手7將工(gōng)件拉到夾(jiá)具3上進行定(dìng)位及夾緊.然後動力裝置將夾具推向銑刀,刀具2對工件進行(háng)加工,銑完整個工件的後端麵後,工件將(jiāng)被滑道4送到下個(gè)機床加工。然後繼續進入下個加工循環(huán)。
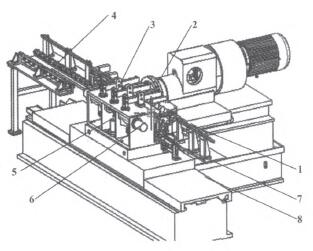
l一工件 2一刀具 3----夾具 4—滑道(dào) 5、6—液壓油缸 7一機械手 8一機床
圖2 機床(chuáng)總體(tǐ)簡介
2 、機床刀具
2.1 工件材料
如圖3所示,工件材料是決定機(jī)床一切(qiē)設計的根源。該機床主(zhǔ)要(yào)用來對發(fā)動機缸體端麵進行粗(cū)銑,其材料是HT250,HBl70~249,外(wài)形尺寸為962 mlllx391.7 mill×420 toni。加工餘量為5 mln。
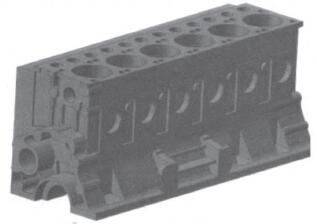
圖(tú)3發動機缸體
2.2刀具(jù)的選擇
由工件材(cái)料的性能,根據經驗,作者選擇國外進口的塗(tú)層硬質合金剛作為刀片;材料要加工的麵尺寸為962 mmx420 mill,則可確定銑削寬度為420 mill,根據經驗選刀盤直徑為500 mm,對應的刀片數為26;60。~750主偏角適用於平(píng)麵銑削的粗加工.750主偏角銑刀為通用型(xíng)刀具,使用範圍較廣,所以選擇主偏(piān)角妒為750。
2.3 銑削用量的確定
由於該(gāi)機床是粗(cū)銑,根據經驗,結合文獻[2],可得銑削速度可選範圍為130~155 m/min,取銑削(xuē)速度140 m/min,每齒進給量為0.25 mm/齒,相應的(de)銑削深度為5 mm,即v=140 m/min,o。=4 mm,s。=0.25 mm/齒,£=962 mm則:

式中:穢為銑削速度(m/min);口。為銑削深度(mm);s:為每齒進給量(mm/齒);Z為銑刀刀片個數;D為刀盤直徑(mm)。
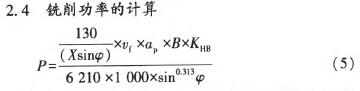
式中:H。為修正係數;X為(wéi)銑削厚度(dù)係數;P為(wéi)銑(xǐ)削功率(kW);B為銑削寬度(mill)。
經查表可得:K。。=1.16,X=0.83。將相關數據(jù)代入計算銑削功率公式(shì),計(jì)算得:P=40.06 kW。考慮(lǜ)實際情況,工件的銑削有效麵積約為60%,所以實際的銑(xǐ)削功率為(wéi)P定際=40.06xO.6=24.036 kW,取機械傳動效率77=0.85,則可(kě)算得電機的功率為P電機--.p新/r/=28.28 kW。由銑削功率P實際可計算出銑(xǐ)刀的圓周銑削力.即

刀(dāo)盤(pán)選擇時已經合理選擇對稱端麵(miàn)銑[3],則如圖4所示.選取適當的係數得:
PH=0.35×Pz;3 677.485 N
Pv=0.9xPz=9 456.39 N
Po=0.5xPz=5 253.55 N
式中:P。為走刀抗力(N);P。為平(píng)行銑削麵且垂直走刀抗力方向的力(N);P。為軸向力(N)。
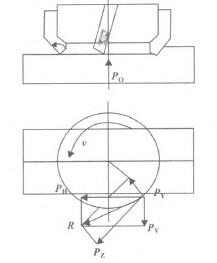
圖4 對(duì)稱端麵銑削(xuē)示意(yì)圖
3 、夾具的(de)設計
3.1 夾(jiá)具的組成
夾具由(yóu)定位元件(jiàn)、夾(jiá)緊元件與夾緊裝置、導向元件、夾具體等組成。根據工件加工麵的結構特(tè)點(diǎn),分析所要求(qiú)加工的位置,以2個支撐板做為下麵的(de)定位基麵。
3.2工件定位及夾(jiá)緊的設計
夾具在機床中主要(yào)是起(qǐ)給工件一個精(jīng)確的定位和夾緊工(gōng)件的作(zuò)用。如圖5所示(shì),根據工件的(de)外形特點和對加工麵的要求,工件的上(shàng)下底麵在銑端麵之前已經達到(dào)加工精度,所以直接以工件的(de)一個底麵(miàn)作為基準進行(háng)加工,即滑道10作為一個定位基準麵(miàn):另一個底麵通過3個爪子1將工(gōng)件夾緊.防止在(zài)加工過程中發生振(zhèn)動和偏移;銑刀(dāo)軸向方向通過3個定位柱12進行定位,保證端(duān)麵與(yǔ)底麵(miàn)的垂直(zhí),並(bìng)且這3個定位柱12還頂住工(gōng)件,防止工件軸向的(de)移動;3個定(dìng)位柱(zhù)中兩端的兩根軸頂在工件的凹槽部分。起(qǐ)到平行於滑(huá)道10方向的定位作用。上下麵的夾(jiá)緊及與滑道的摩擦阻礙工件在這個方向(xiàng)的滑動(dòng)。該(gāi)夾(jiá)具限製(zhì)工件的6個自由度.屬於完全定位並(bìng)達(dá)到各方麵夾緊的要求,最終可(kě)以達到相(xiàng)應的(de)加工要求。
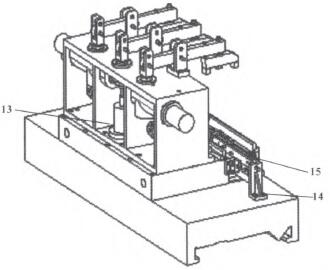
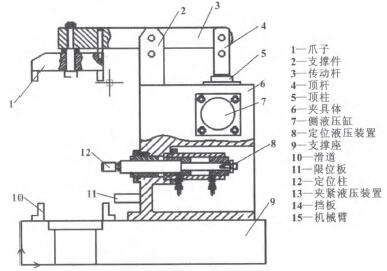
圖5夾具設計
3.3夾具體的設計
由以上的計算可得:夾具軸向方向至少需要P。=0.5×P,=5 253.55 N的力,徑(jìng)向方向(xiàng)至少需要P。=0.9xP,=9 456.39 N的力,才能達到(dào)加工要求。考慮(lǜ)到夾緊裝置的穩定,作者選(xuǎn)擇液(yè)壓係統,並(bìng)設計了(le)自鎖裝置。提高該機床的安全性。為了實現自動化,提(tí)高生產效率,作者設計出機械臂15,用來傳送工件;擋板14限製機械臂(bì)移動距離,把工件送到更精確的位(wèi)置(zhì)。
4、液壓裝(zhuāng)置的選擇
4.1 液壓係統組成
液壓係統主要由泵站、濾油器、順序閥、電磁換向閥、壓力表、壓(yā)力繼電器等元器件組成。在加工工件時,液壓夾緊裝置的確定至關重要,故作者對此(cǐ)作進一步研究。
4.2液壓工作壓強的選擇
壓力大小的選定不僅(jǐn)要考慮到載荷大小和設備類型.還要考(kǎo)慮到執(zhí)行元件供應、經濟條(tiáo)件和裝配(pèi)空間等係列條件的(de)限製。在外(wài)載荷相同的條件下,工作(zuò)壓力越低,勢必會加大執行元件的結(jié)構尺寸,對某些特定的設備來說,尺寸要受到總體尺寸的限製,從材料消耗角度考慮也不(bú)經濟,對泵、缸(gāng)、閥等元件的材料、密封、製造精度也會要求更高,必會提高設備的製造成本。該機床的最大切削力為圓周銑削(xuē)力P:=0 507.1 N,為(wéi)了能夾緊,根據載荷(hé)選擇壓力表[4],選擇該機床的工作壓強為2 MPa,安全係數為1.5,則該機床的工作(zuò)壓(yā)強應該為3 MPa。
4.3 液壓裝置的分析
液壓缸8(圖(tú)6)主要是頂住軸(zhóu)向方向的移動;當(dāng)工件被機(jī)械臂(bì)傳(chuán)送到相應位置後,油缸8開始工作。調整(zhěng)工件的位置,保證被銑平麵與相鄰表麵的(de)垂直度;液壓缸1、13主要作用(yòng)是壓緊工件(jiàn)防止在徑(jìng)向的振動:當油缸(gāng)8調整完成後,油缸1、13開始工作,將工件夾緊並且抱死(sǐ),防(fáng)止加工過程(chéng)中工件竄動:另外,該夾緊力還可以增(zēng)大工件與滑道的摩擦,防止(zhǐ)工件在滑道方向的(de)移動。
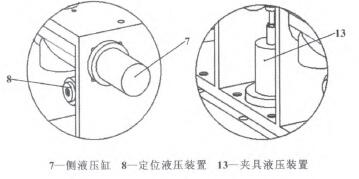
圖6液壓裝置局部剖視
5 、總結
根(gēn)據用戶要求設計出一(yī)台粗銑(xǐ)發動機缸體端麵的專用機床(chuáng),設計夾具及(jí)自動傳送裝置,大多選擇標準件,並進行了三維(wéi)建模與(yǔ)計算。用戶使用證明(míng):該專用機床運行平穩,加工精度高,可以大大提高生產效率,降低成本。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量數(shù)據
- 2024年11月(yuè) 新能源汽車產量數(shù)據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月 分地區金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金(jīn)屬(shǔ)切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)