


2021先進會員(創新十佳):蘇州電(diàn)加工所-- SE-WK007數控電(diàn)火花精密微孔加(jiā)工機(jī)床
2023-2-9 來源:機床協會 作者:-
2022年10月10日,中國機床工具工業協會公布了“關於2021年度中國機床工具工業協會先進會員(十佳)的表彰決定”,共計20家會員企業榜上有名(含10家“自主創新十佳”,10家(jiā)“產品質量十佳”)。為了更好地宣(xuān)傳這些先(xiān)進會員企業,協會(huì)傳媒部(bù)針對十佳企業及其產品組織(zhī)了係列專(zhuān)題宣傳報道,以協會行業發展部提供的資料(liào)為素材,經與相(xiàng)關企業(yè)確認後在協會主辦(bàn)的全媒體平台公開發(fā)布,與業界同仁相互交流,共同進步(bù)。
—— 中(zhōng)國機(jī)床(chuáng)工具工業協會傳媒部
SE-WK007數控電火花(huā)精密微孔加工機床
蘇州電加工機床研究所圍繞高精度異形化纖拚花噴絲孔高精度、微尺度、大深徑比單孔及高精度多孔拚花的需求,深(shēn)化(huà)精密微細電(diàn)加工功能部件及關鍵共性(xìng)技(jì)術(shù)研究,成功研發數控微孔電火花精密加工機床(見圖(tú)1)。該設備利用電火花放電蝕除原理,采用精密細長電極或圓電極加工各種形狀的(de)精密微孔,主要用(yòng)於新(xīn)型化纖噴絲板等精密微孔的加工(gōng)。加工精度與國外同類(lèi)產品相當,達到國內領先水平。
其主要技術特點體現為:
(1)可加(jiā)工 0.3mm 以下的微孔,精度高,表麵質量(liàng)好。
(2)采用簡單電極(jí)通過數控組合,可加工各(gè)種複雜孔形。
(3)能加工不鏽(xiù)鋼、黃銅、淬火鋼等各種導電材料。
(4)采用工控機控製,更換電極(jí)自動報警,自動(dòng)轉換加工規準(zhǔn),自動完成群(qún)孔工件的加工過(guò)程;群孔孔位自動編程。
(5)顯示加工參數,坐標位置等信息。

圖1 產品圖片
一、結構特點
該機床共設置有(yǒu)5個數控軸:X、Y、W(主軸頭)、Z(電極(jí)伺服進給)、C(電極旋轉分(fèn)度)。針(zhēn)對(duì)高檔噴絲板異形拚花高精度(dù)加工的特點,主機(jī)布局采(cǎi)用單立柱C型結構布(bù)局的對稱(chēng)結構設計。電極及導向器自動交換係統(tǒng),電極運動狀態檢(jiǎn)測單元,電導率、溫度、壓力調控水質工作液係統,納秒級數字化微(wēi)精脈衝電源,微細電加工間(jiān)隙狀態快速精(jīng)準檢測單元,專用微細電火花加工數控係(xì)統等單元組成。機床的整體布局及部(bù)件結構科學合理,具有足夠的剛性和精度保持性,數控軸的運(yùn)動慣量分配合理、匹配,滿足電火花數控伺服加工的要求。設(shè)備饋電、工作液供給、密封防護等設計合理,運行可靠(kào),使用安全;具有很好的(de)人機功能、簡捷緊湊均衡,有良(liáng)好的視覺效果。
二、技術(shù)創新
圍繞高精度異形(xíng)化纖拚花噴絲孔高精(jīng)度、微尺(chǐ)度、大深徑比(bǐ)單(dān)孔及高(gāo)精度多(duō)孔拚花的要求,蘇州電加工機床研究所研發(fā)團隊對電火花精密(mì)微孔加工的相關技術進行了(le)全麵深入的試驗研究,主要開展了以下幾方麵的創新工作。
1.微細孔電火花(huā)加工過程智能控(kòng)製技術
在電火花微孔加工過程中,隨著(zhe)加工深度的增加,加工間隙中的電蝕產物的排出越顯困難,越易造成燒弧、伺服不穩,加工效率(lǜ)降低,甚至造成廢孔;還有(yǒu)在電極(jí)剛剛穿出(chū)工件至完全穿透的區(qū)域,由於工作液從下端破(pò)口泄(xiè)漏,加工區電蝕產物的排出更加困難,形成出口區域正常電火花伺服加工進展緩慢,既影響(xiǎng)整體微孔加工效率,又影響了微孔下端(duān)邊(biān)口區域的表麵質(zhì)量。為(wéi)此(cǐ),研發團隊研(yán)創了一種“電火花微(wēi)孔加工過程的智能適應控製策略”,在(zài)微孔加工(gōng)過程(chéng)中,數控係統依據放電狀態檢(jiǎn)測信息、加工孔的深度信息以及伺服穩定(dìng)性實時狀態,智能適應(yīng)控製脈衝參數、伺服參(cān)數以及高頻振動(dòng)參數,實現了(le)微孔加工全過程的高效、穩定加工。
(1)放電(diàn)狀態精(jīng)準高速檢測技(jì)術。微細電火花加工(gōng)中(zhōng),放電能量很小(xiǎo),如何快速(sù)精準地檢測放電狀態,是實現微細孔電火花加工過程智能控製的關鍵。本機床采用高速器件(jiàn)檢測加工間(jiān)隙的(de)放電狀態,放電狀(zhuàng)態檢測電路以可編程邏輯器件CPLD為核心處理單元,通過數據處理,判別微細電火花加工的正常、過渡、短路等相關狀態,檢測單元內部設計了(le)溫(wēn)漂補償處理模塊,可保證放(fàng)電狀態檢(jiǎn)測信號精度不受壞境溫度變化的影響。
(2)數字化微精加(jiā)工脈衝電源及智能適應控製。超精脈衝電(diàn)源是實現微細電火花脈衝放電的關(guān)鍵部件,要(yào)實現超光微細加工,必須能提供(gòng)超(chāo)窄的納秒(miǎo)級的放電脈衝。研發團(tuán)隊研發了(le)數字(zì)化(huà)納秒級脈衝電源。主(zhǔ)振級采用CPLD可編程邏輯芯片組成可編程脈衝(chōng)發生器。脈寬、脈間及電(diàn)流參(cān)數等(děng)給定信號通過(guò)光耦(ǒu)隔(gé)離接至CPLD可編程(chéng)邏輯芯片,由CPLD作智能譯碼,控製各參數間的合理製約和匹配,杜絕了以往傳統(tǒng)電源因各參數獨立調節,互相之間(jiān)無製約,因參數設(shè)置不合理而易短路的弊病。通過篩選超低電阻和超低電感(gǎn)的同軸輸出饋線,解決(jué)了機(jī)床上雜散的分布電容和分布電感對加工的影響,通過成對(duì)配線方式最大限度地降低輸出饋線阻(zǔ)抗,達到超窄脈衝能量的低阻抗、低畸變、高速傳輸。該脈衝電源實現了納秒級的功率(lǜ)脈(mò)衝放大及傳輸,為(wéi)精密微小孔(kǒng)加工提供了良好的基本(běn)條件(jiàn)。
(3)微細電極的微量進給伺服控製。電火花精密微小孔加工中,采用細長的微細電極,為(wéi)了獲得對其優良的微量進給及伺服控製性(xìng)能,研發團隊研發了細長電極絲滾(gǔn)輪連續伺服微當(dāng)量進(jìn)給(gěi)機構,如(rú)圖2所示。滾輪伺服(fú)運動軸(Z軸)(電(diàn)極絲伺(sì)服進給機構),電機經同步齒輪,帶動一對滾輪(lún)同步轉動,滾輪自動送(sòng)絲完成電極的伺服進給,這種電極絲的伺服送進結構(gòu)不但能順利(lì)可靠送進微細圓的或扁的電極絲,而且送絲精度高(gāo),伺服特性好,能適應細長電極絲(sī)的不間斷送進,不(bú)用(yòng)頻繁(fán)換電(diàn)極,滿足大批量微小孔加工的要求。
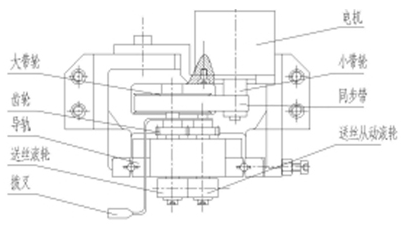
圖2 電極伺服微當(dāng)量進給機構(Z軸俯視圖)
(4)微細電火花小孔加工中電極高頻振動及智能控製。該機床創新實施微細電極的高頻振動及振動參數智能控製,有效改善了微細孔加工的排屑及進出口加工狀況,取得了明顯(xiǎn)效果。高頻振動器(qì)與電極絲的滾輪送進機構設計為一體,如(rú)圖3所示。在加工中(zhōng),對進口(kǒu)、孔內、出口加工區分段,依據(jù)加工深度值,對電極高頻振動的頻率進行智能適應控製。與脈(mò)衝電源、伺服(fú)智能適應控製相結合,明顯提升了微孔加工的進出口精度和出(chū)口的穿透性。
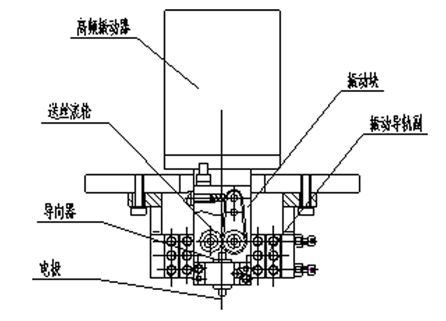
圖3 高頻振動器與電極絲的滾輪送進機構
2.智能數字(zì)化補償高精度拚花技術
(1)滿足高精度異(yì)形化纖拚花(huā)噴孔電火花加工要求(qiú)的專用五軸數控精密(mì)主機研製。根據加工需求,該機床共(gòng)設置有(yǒu)5個數控軸:X、Y、W(主軸頭)、Z(電極伺服進給)、C(電極旋轉分度)。針對高檔噴絲板異形拚(pīn)花高精度加工(gōng)的特點,主機布局采(cǎi)用單立柱C型結構布局的對稱結構設計(如圖4所示)。X軸、Y軸全閉環控製,同時作激光測量誤差補償,滿足了拚花加工時在XY平麵極高的定位精(jīng)度(dù)要求。W置(zhì)於立柱上,可帶動安裝其上的(de)C軸在垂直方向(xiàng)上下運動,C軸(zhóu)置於W軸(zhóu)前部,可帶動裝在其下端的多功(gōng)能精密微孔加工頭(含Z軸)及電極導向器作任意角度的回轉(zhuǎn)定位,Z軸驅(qū)動電極絲(sī)通過安裝在C軸下端的精密電極導(dǎo)向器(qì)導向,實現(xiàn)電極的伺(sì)服進給。
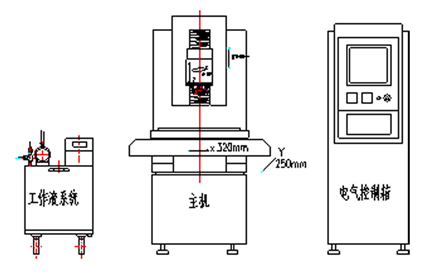
圖4 高精度專用機床主機布局
(2)高精度電(diàn)極旋(xuán)轉分度C軸。異形拚花微孔的每個窄縫的寬度隻有(yǒu)0.04mm左右,電火花拚花加工後(hòu),其拚花精(jīng)度必需小(xiǎo)於0.006mm(見圖5),否則在(zài)100倍顯(xiǎn)微鏡下觀察到的拚花形狀將(jiāng)是一個散花。C軸回轉(zhuǎn)精(jīng)度(dù)決定了電火花拚花加工的(de)拚花形狀精度,如圖6所示,C軸(zhóu)設計(jì)采用了大(dà)直徑0級高精度軸承支撐,采用交流(liú)伺服電機驅動,高精度圓弧齒(chǐ)同步帶(dài)減速以及海德漢高精度圓光柵反饋全閉環控製,實(shí)現C軸的高定位精(jīng)度和重複定位精度。

圖5 圓周形異形(xíng)化纖精密拚(pīn)花(huā)孔
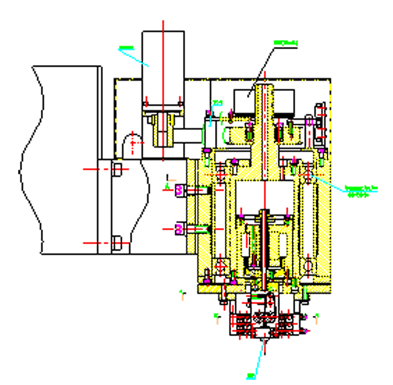
圖6 C軸結構圖
(3)依據C軸回轉中心,通過高精度X、Y、C軸對電極(jí)拚花位置進行智能數字化補償,拚花精(jīng)度達到±0.006mm。研發團(tuán)隊依據電極(jí)原點與(yǔ)C軸回轉中(zhōng)心的偏(piān)差數(shù)據,通(tōng)過控製高精度(dù)X、Y、C軸對電極拚花位置進行智能補償的數控算法,解決了(le)電極原點與C軸回轉中心偏差補償問(wèn)題。加工時,數控係(xì)統自動依據電極原點與C軸回轉中心的偏差數據結合孔形編(biān)程數據,通過(guò)計(jì)算,控製高精度X、Y、C軸對電極拚花位置進行智能數字化補償,加工出理想花形(xíng)(見圖7),拚花精度達到±0.006mm。
圖7 各種拚花(huā)圖形
3.四矩形精密寶石錯位組(zǔ)合微細電極精密導向器
電火花微孔加工中為了解決阻尼及耐磨(mó)問(wèn)題,微細電極導向器導向(xiàng)部分的材料一般選用人造寶石(shí)、陶瓷(cí)等低磨損(sǔn)係數、高硬度材料。由於該機床是要對微細(xì)的扁電極(jí)進行精密導向,用寶(bǎo)石或陶(táo)瓷製作微小扁孔的整體(tǐ)導向器可(kě)行性不(bú)大,研發團隊創新研發了一種四矩形(xíng)精密(mì)寶石錯位組合微細電極精密導向器,如圖8所示。該組合式導向器巧妙利(lì)用四矩形精密寶石相互錯位,在中間(jiān)形成一精密導向孔(槽),該組合式導向器具有製作方便;可以組合形成很細(xì)微的精密導向孔;精度高導向器在組裝(zhuāng)時,可以通過微調四塊寶石的配合間隙,使導向間隙控製在合適的範圍;既可實現對微細扁電(diàn)極的導向,又可實現(xiàn)對圓電極導向;阻尼小、壽命高等(děng)優點。
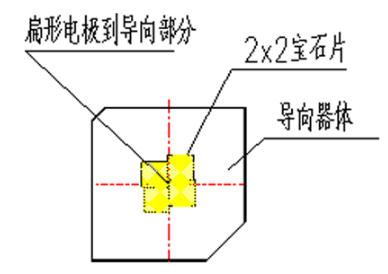
圖8 四矩(jǔ)形寶石錯位組合微細電極(jí)精密導向器
三、市場應用前(qián)景
本機床的技術含(hán)量較高,主要成果是實現采用簡(jiǎn)單電極(jí)加工高精度拚花異形噴絲微(wēi)孔(kǒng),解決了高精度異形化纖(xiān)拚花噴絲孔(kǒng)電火花加工的關鍵技術,明(míng)顯提升了電火花加(jiā)工異形噴絲孔的水平。通過該機床成果(guǒ)的應用,對我國化纖行業的精密噴絲板相關製造企業的產業(yè)升級(jí)和轉型換代具有重要(yào)支撐和推動作(zuò)用。
在該機床技術創新研究的基礎上,蘇州電加(jiā)工機床研究所獲批參與2017年國家科技重大專(zhuān)項——“高檔(dàng)數控機床與基礎裝備(bèi)製造”——《精密微細數控電加工技術設備及(jí)開(kāi)發》(編號:2017ZX04021001-006)研發工作(zuò),項目進一步深化精密微細電加工功能部件及關鍵共性技術研究,建成多功能精(jīng)密微細電火花(huā)加工持續研究和集成驗證平台,可(kě)為電加工行業企業技術開發及用戶需求提供試驗驗(yàn)證服務,項目研究(jiū)成果進一步推廣應用,可滿足汽車製造、航天航空、軍工、生物醫療、3D打印等相關製造業對(duì)精密微細電火花加工要求,如發動機噴嘴的噴油孔等,具有廣闊的市場及產業化前景。
(來源:協會行業(yè)發展部 責編:李(lǐ)華翔)
投稿箱:
如果您有(yǒu)機床行業、企(qǐ)業相(xiàng)關新(xīn)聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企(qǐ)業相(xiàng)關新(xīn)聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行(háng)業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽(qì)車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能(néng)源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(chē)(轎車(chē))產量數據
博文選萃
| 更(gèng)多