


複雜溝槽車削(xuē)加工工藝分析
2022-12-26 來源:江蘇科技大學工程訓(xùn)練中心 作者:洪超
摘要:分(fèn)析車削加工溝槽類零件加工工(gōng)藝,解析數控車床各種溝槽加工指令,比較G75、G73、G72指令加工溝槽的特(tè)性,總結G72指令編程加(jiā)工時的注意事項。結合加工(gōng)實(shí)例,闡明G72指令(lìng)車削複雜溝槽零件的加工工藝和編程方法。G72加工複雜溝槽的獨特效能證明,選擇合適的加(jiā)工工藝和方法,靈活(huó)運用編(biān)程令,是高(gāo)效加工和綠色製造的重要途徑。
關鍵詞:複雜溝槽;加工方法;G72指令;加工(gōng)效率
1、序言
溝槽形狀零件是(shì)車削加工中常見的產品,不同類型(xíng)溝槽的加工工藝設計(jì)是保證零件加工(gōng)精度的關鍵。零件加(jiā)工(gōng)過程是根據零件圖樣要求,對溝槽類型進(jìn)行識別與分析,確定溝槽類型,進(jìn)行加工工藝編排、加工路線軌跡設計(jì)、加工程序(xù)編寫及(jí)刀具、量具準備等。零(líng)件加工工藝的選擇直接影響到加工零件質量和加(jiā)工效率。
在車床加工過程中,會遇到各種溝槽類(lèi)零件,例如軸(zhóu)肩位(wèi)置的溝槽加工、內孔台階的溝槽加工等。一般會選擇切槽刀(dāo)來完成這種(zhǒng)普通溝槽類零(líng)件的加工,但遇到複雜溝槽零件(帶有(yǒu)斜槽或槽肩,槽根處有倒(dǎo)角、倒圓角(jiǎo)或(huò)圓弧組成的溝槽麵的(de)零件)時,由於(yú)普通車床加工溝槽一般采用成型(xíng)刀,其具有剛性且刃磨困難,所以當溝槽深且(qiě)窄或槽邊為曲(qǔ)線時,使用普通車床就難以加(jiā)工。數控車床則是按照零件的表麵軌跡進行編程,使用通用刀具,刀具(jù)的刀尖按編程軌跡進行加工,特別是圓弧和錐麵(miàn)的加工,普通車床無(wú)法比擬。
2、數控車削加工複雜溝槽
2.1 加(jiā)工(gōng)工藝
數控加工時首先要編製加工程序,FANUC數控係統是數控車床實際生產加工中使用最廣泛的係統。加工零(líng)件程序編製時,常用循環指令有G71、G72和G73,加工使(shǐ)用時比較簡單。在生產加工中(zhōng),溝槽加工也是數控車削常見的(de)加工類(lèi)型之一,加工(gōng)中會遇到各種形狀的溝(gōu)槽。在(zài)FANUC數控(kòng)係統中(zhōng),切削溝槽常使用G75循環指令,但是G75隻適合切削簡單的直溝(gōu)槽。當加工需一次完成斜槽或者槽肩和槽根處有倒角、倒(dǎo)圓角的複雜槽型時,G75指令就不再適用。
G73指令可加工複雜(zá)溝槽(cáo),但由於加工時刀具是沿工件表麵(miàn)輪廓層層深入加工,所以空行程很多,加工效率較低。宏程序也(yě)可加工複雜溝槽,但編程複雜,使用不方便。而G72指令卻可以簡(jiǎn)單方便地(dì)實現複雜溝槽加工。
2.2 G72指(zhǐ)令(lìng)簡介
FANUC係統(tǒng)數控車床G72指令是端(duān)麵複合循環加(jiā)工指令,主(zhǔ)要用於盤類零件的加工,是(shì)軸向進給、徑向切削的端麵加工循環指令。G72指令的功能根據加工工件(jiàn)、刀具的不同,其加工範圍也不同。在實際生產(chǎn)中,通(tōng)常采用切削刃平行於軸線的90°偏刀,對軸向尺寸精度要求相對(duì)較高、對徑向尺寸精度要求較低,零件輪廓外形單調遞增(zēng)或單調遞減,對直徑相差較大(dà)的盤套類零件毛坯進行車削加工。內孔和長度短、直徑差大的零件端麵(miàn)則采用刀刃平行於軸(zhóu)線的鏜孔刀加工。從指令定義(yì)上G72指(zhǐ)令與溝槽加工無任何關係,但是G72指令切削方向與溝槽的切削方向相同,而且(qiě)它可以進行曲(qǔ)麵輪(lún)廓的(de)描述加工。同樣(yàng),對於內環槽的加工也可以采用循環指令(lìng)。綜上所述(shù),G72指令(lìng)加工特點符合複雜溝槽加(jiā)工需求,可以選用。
2.2 刀(dāo)具選擇
溝槽加(jiā)工刀具不能使(shǐ)用外圓車刀,而應選擇切槽刀。切槽刀一般用於切斷或切槽的加工,且切槽刀的兩個刀尖都可加(jiā)工工件,它具有軸向切削強(qiáng)度差、徑向切削性能好的特點。切斷刀的寬度與刀具的強度、切削時的切削阻力有關。刀具寬度較大時,刀具強度高,軸向切削性能較好,但徑向切(qiē)削阻力(lì)大。刀具寬度較小時,軸向切削性能差,徑向切削力小。所以切槽刀在加工時應選擇合適的寬度(dù),以滿足加工需要,同時盡量縮短刀具的長度(dù),刀具長度比槽深長3~4mm即可。切斷(duàn)刀的兩個副偏角必須對稱,主切削刃應平直且粗糙度較高,以保證加(jiā)工(gōng)工(gōng)件的外(wài)徑尺寸和加工表麵的粗糙度。
2.3 編程軌跡選擇
G72指令的粗加工切削軌跡(jì)路線為從右到左(zuǒ)、退刀至工件端麵的安全處。精車路線是從左到右、自大直徑到小直徑(jìng),這樣可加工因(yīn)大直徑(jìng)差預留的軸向加工餘量。精(jīng)、粗加工的起點、終點不同,粗、精(jīng)加工圓弧指(zhǐ)令程序的順逆圓正好相反。係統規定精加工程序的第一個程序段隻能沿(yán)Z方向進刀,不能出現X軸的(de)運動指令。G72指令(lìng)加工時可使用正反兩個(gè)方向加工溝槽,編程和加工既簡單又方便,縮短(duǎn)了加工時間,提高了生產效率。
2.4 退刀量選擇
用G72指令編寫切槽加工程序時,Z軸方向不(bú)能有退刀量,並且不留(liú)精車Z向的餘量,因此G72指令中的R值和第二行中(zhōng)的W值(zhí)必須為0。在編寫精車輪廓時,切斷刀是左右兩個(gè)刀尖加工,對(duì)刀是以左刀尖對刀(dāo),加工溝槽(cáo)時,槽右側由右刀尖加工。必須考慮到切槽刀的寬度,加工長度應減去刀具(jù)的寬(kuān)度。
2.5 切削(xuē)用量選擇
加(jiā)工時背(bèi)吃刀量的大小選用一定要慎重。采用切斷刀加工(gōng)時,背吃刀量過大,殘留餘量就較大,精加工時軸向切削力大,刀具加工(gōng)時會變形甚至損壞,影響加工質量;背吃刀量過小,加工效率(lǜ)就低。應根據不同的加工材料(liào)和刀具,選擇合(hé)理的背(bèi)吃刀量。由於是選用切斷(duàn)刀加工,所以(yǐ)應選用較小的進刀速度和合理的切削速度。加工時使用冷卻液,以保證排屑和冷卻正常。
3、加工實例
3.1 特殊形狀零件
特殊形狀零件如圖1所示。由於是非單調遞增的輪(lún)廓,所以應首先考慮使用G73來編製加工程序。但加工時刀具(jù)沿工件表麵輪廓運(yùn)動,空行程很多,加工效率極低,加上G73運行軌跡是采用切槽刀的副刀刃來加工的,這樣就暴露了(le)切槽刀本身強度差的問題,每(měi)次加工(gōng)的(de)背吃刀量必須很小,極大地影響了加工效(xiào)率。使用G72指令加工時,刀具幾乎沒有空行程,其(qí)運行(háng)軌跡完全符合切槽(cáo)刀所擅長的徑向進給(gěi)切削方式,提高了(le)零件的加工效率。
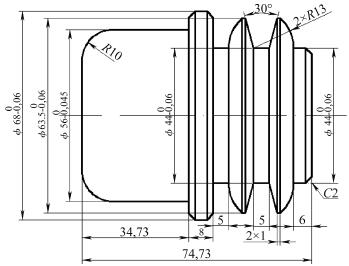
a)二維示意(yì)
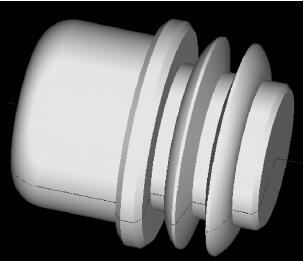
b)三維造型
圖1特(tè)殊形狀零件
3.2 加工刀具和切削用量(liàng)選擇
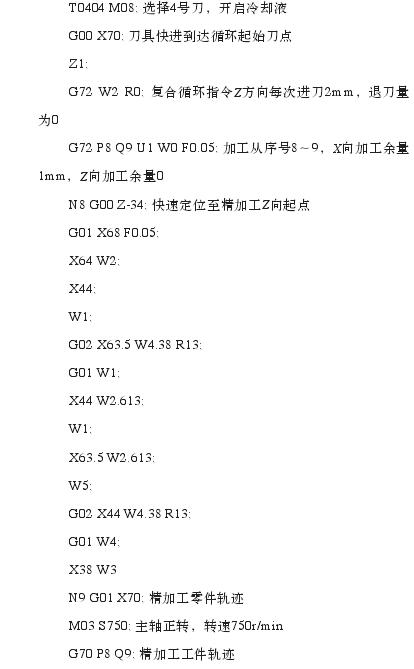
為了保證刀具的強度,車刀伸出比槽深(shēn)長3~5m m。裝刀時(shí)保證主刀(dāo)刃與工件軸線平(píng)行,即主刀(dāo)刃與工件外(wài)圓平行。加工零件材料為硬鋁LY12,加工刀具為切槽刀(刀寬4mm),安裝在4號刀位。粗車轉速為550r/min,精車轉速為750r/min;粗車(chē)進給量為0.05mm/r,精車進給量為(wéi)0.05mm/r,背吃刀量為(wéi)2mm。
3.3 加工程序

4、結束語
在(zài)機械機床加(jiā)工過程中,加工零(líng)件(jiàn)複雜多樣,特別是輪廓曲(qǔ)線(xiàn)的形(xíng)狀及位置千變萬(wàn)化,加上材料(liào)、批量等多方麵因素的影響,在對具體零件製定加工工藝(yì)時,應該進行具體分析和(hé)區別對待,靈活處理。通過上述分析,可以清楚認識到,零件加工方法很多,正確選擇加(jiā)工工藝和方法,熟(shú)練(liàn)掌握和運用指令,不但可以加工常規或非常(cháng)規的各種結構形式零件,甚至能(néng)創造性地運用到(dào)一些特殊零件上,解決一些較(jiào)難的加工問題,實現高效加工和綠色製造。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌(pái)調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據(jù)
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月(yuè) 新能源(yuán)汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據