


基於雲製造的數控機床自動化生產係統設計
2021-6-7 來源: 南昌大學(xué) 科學技術學院 作者:羅永洪,胡(hú)小兵
摘要:傳統的數控機床存在自動化程(chéng)度差(chà)、係統集(jí)成度低的問(wèn)題,為了提高數控(kòng)機床(chuáng)的信(xìn)息資源自動化程度,文中設計資源元數據粒度模型,剔除了機床生產中的(de)冗餘信息並提高其控製效率。針(zhēn)對解決數控機床控製難以集成的問題,文中設計基於軟 PLC 的數控機床(chuáng)控製方案。通過硬件與軟件分離技術提高自動控製係統(tǒng)的可移植性,實現(xiàn)雲端上位機的集中控製。為了驗證該方案的可行性(xìng),文中建立基於三軸作動器的數控機床驗(yàn)證(zhèng)平台,相比於兩種(zhǒng)傳(chuán)統方案,該方案耗時減(jiǎn)少了50%,能耗更(gèng)低,且準確性提高(gāo)了 12% 以上。
關鍵詞:數控機床;自動化生產;係統設計;雲製造;粒度模型;自動(dòng)控製
0 引言
傳統數控機(jī)床在生產(chǎn)上仍較大程度地依賴於人的參與程度,主要(yào)是通過人為設定控製器與主軸(zhóu)裝置並驅動機床(chuáng)的作動器與電機來完成。而(ér)嵌入式數控機床在正常工作(zuò)時,隻能控製驅動裝置與主軸,不能控製液壓冷卻係統等輔(fǔ)助裝置,從而大幅降低了數控機床生產係統的自動化水平。在(zài)雲製造技(jì)術蓬勃發展(zhǎn)的背景下,通信(xìn)頻帶大幅拓寬,且控製延(yán)時(shí)顯著降低。本文基於雲製造技術,使用(yòng)軟 PLC 設計的(de)方法設計了一套數(shù)控(kòng)車(chē)床自動生產方案。通(tōng)過雲端上位機的開發環境更改數控機(jī)床(chuáng)的相關配(pèi)置,從而(ér)達到自動化生(shēng)產的目的(de)。
1 、數控機(jī)床控製結構建模
由於粒度結構具有可(kě)拓展且便於分解的特(tè)點,能(néng)夠精確地分析車床的信(xìn)息(xī)資源,且準確檢測元(yuán)數據的(de)相關信息(xī)。因此,可以對車床控製係統建立其元數據粒度結(jié)構模型(xíng),如(rú)下所述。
1.1 粒度結構(gòu)建(jiàn)模(mó)
定義三元組(zǔ)(X,F,T)表征車床資源的元(yuán)數據:元數據集合為 X;數據間映射集合為 F;歐氏空間中的元數據集合為 Y;粒度結構為 T,用於描(miáo)述數據粒(lì)度(dù)間(jiān)的關係。對於車床元數據粒度結構(gòu)模型,分析器的元數據對(duì)象與特征信息處理步驟如下:
1)獲取數控機床的製造信息中所包含的元數據對象(xiàng)及其特征信息(xī)。其中,R 代(dài)表(biǎo)元數據對象集合;Ri為資源(yuán)類(lèi)型,包括(kuò)產品、人力與管理資源;Rij代表不同類型中含有的資源對象。
2)定義數控機床的(de)信息製造元數的特征映射體係F(R)。通過對其表征的信息資源數據對象與生產周期中映射關係的研究,對於主要特征的加工(gōng)進行處理,從而獲取資源數(shù)據對象的主要特(tè)征。
3)定(dìng)義數控機(jī)床的資源元數據特征集合(hé){ C1,C2,…,Ck,…,Ckn}。其中,Ck 代表元數據集合 R 所對應的對象 Rij,Ckn代表元數據對象(xiàng)的具體特征。該數據通過生產過程中的各種映射(shè)關係被(bèi)獲取,是元數(shù)據各項(xiàng)指標的集中檢測。
通過(guò)對數控(kòng)機床信息資源的精準建模,采集關於數控機床的所有信息。但由於(yú)采集到的(de)信息存(cún)在冗餘重複現象(xiàng),故依據實際情(qíng)況對數控機床製造信(xìn)息資源內部信息數據進行關聯。定義 OEM:Xg→< Rg,其中,第 g粒度(dù)層元數據定義為 Rg,數控機床采集到(dào)的相關信息表示(shì)為 xR。g=1 時,R1= { R1,R2,…,Rm}。通(tōng)過對於粒度模型的建立,有效篩選掉數控機床的(de)製造信息模型並建立自動化(huà)控製模型,如下:

式中(zhōng),X 為數(shù)控機床數據中的信息平(píng)均值。當采(cǎi)集到的數控機床數(shù)據量大於閾值 X 時,模型記錄本機采樣值;否則(zé),輸出(chū)上一粒度層次的元數據記錄 Rg - 1。
2 、基於 PLC 的控製係統設計
本次設計使用軟 PLC 係統與硬件獨立的策略,提高了軟件設計在不同程序間的複(fù)用(yòng)率,降低了係統(tǒng)集成成本。在設計時,使用成熟的通信協議建(jiàn)立(lì)模塊式架構與非線性控製的控製係統。控製係統中使用(yòng)共享交互內存機製,在對 CNC 執行器發送(sòng)指令的周期內,同步硬件的信息交換與中央處理單元的數據,進而達到控製係統全局數據更新的目的。通過對 CNC 嵌入式電路中的物理與邏(luó)輯地址序列進(jìn)行依次比(bǐ)對,然後逐一計算出(chū)數據(jù)矩陣(zhèn)中輸入/輸出端口的各項配置參數。在前期開發設備時,對硬件進行確(què)認;在(zài)雲製(zhì)造(zào)環境下,高速工業網絡(luò)選擇具(jù)有唯一 ID的模塊。PLC 輸入/輸出(chū)配置結構如圖 1 所(suǒ)示。
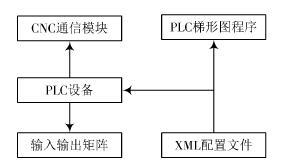
圖 1 PLC 配置結構
係統的運作流程如下:
1)對連接到 CNC 係統(tǒng)的所有 PLC 及周邊設備進行初始化,各設備發送包含製造商信息與產品型號的初始化數據(jù)至控製係統核心的程序啟動模塊(kuài)。
2)將上述信息轉換為矩陣(zhèn)形式,輸入(rù)/輸出設備(bèi)組由通信模塊與內部總線組成。物理信號在輸入槽轉換為邏輯信號,邏輯信號(hào)在後續運行中進入軟件控製的共享存儲單元與數據處(chù)理器中。
3)計算硬件配置。假定任(rèn)意(yì)模塊 i 的第 j 個插槽存儲器存在一個數據包,對任意第 i 個模塊所有插槽共享儲存單元數據量( S)Di的計算公式如下:

對於任意模塊 i,存儲區域的偏(piān)移量( O)Di為之前按模塊 i-1 個數據包偏移量的(de)總和。任意字節偏移(yí)量計算公式為(wéi):
對於任意插槽 j,相(xiàng)對於(yú)數據模塊 i 的初始字節偏移量(0s)ij計算公式為:

計 算 式(3)與 式(shì)(4)之 和 的 初 始 字 節 總 數 Nij =( OD)i +( SD)i。
4)建立(lì)插槽每個字節與插槽數據(jù)包間(jiān)的邏輯地址關聯性。Ixy與 Qxy分別表示輸入(rù)變量池和輸出變量池中字節 X 的第 Y 位;IBx與 QBx分別表示輸入和輸出變量區域的字節數 X ( B)x。在控(kòng)製程序設計(jì)方案中,對於基於模塊(kuài)類型的輸入/輸出假設(shè)是合理且可執行的。在軟 PLC編譯中可執行代碼並不綁定(dìng)至特定平台,而是(shì)在執行(háng)時以(yǐ) XML可擴展語言的形式介入硬件間的通信協議。
3 、實驗驗證
本(běn)文基於 PLC 的機床自動生產平台在嵌入式 Linux係統的基礎上(shàng)搭建。Linux 係統中使用 CODESYS 開發環境,CNC 硬件主板為(wéi) OK335x S 開發板,數控機(jī)床從站為 3 組 Omron 伺服驅動器,通信(xìn)總線使用 Mod Bus 協議。人機交互(hù)係統(tǒng) GUI 如圖 2 所示。在係統 GUI 中,能夠實現對配置文件(jiàn)的操作,右側窗口可以對三軸伺(sì)服係統的狀態進行(háng)實(shí)時監控。
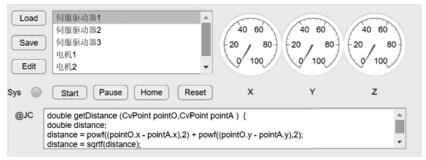
圖 2 CNC 係統(tǒng) GUI
係統硬件的控製係統如圖 3 所示。所用的(de)主軸異步電機實物(wù)如圖 4 所示。
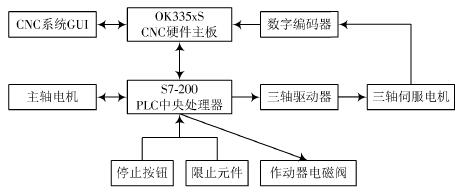
圖(tú) 3 係統控製結構

圖 4 主軸(zhóu)異步電機實物
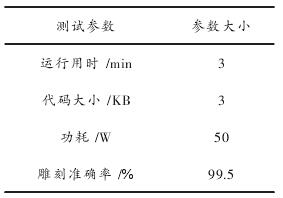
驗證 CNC 自動控製係統各項性能,在雲端控製器的 CNC 編輯(jí)器中建立相應的 PLC 代碼。生成代碼後,通過編譯形(xíng)成伺服係統控製器(qì)的執行代碼,上傳至車床PLC 係統運行測試,其結果如表(biǎo) 1 所示。
表 1 PLC 運行參數
為了對數控機床的信(xìn)息資源可靠性進行檢測,分別從檢測準(zhǔn)確性、檢測時間與能量消耗方麵對本機(jī)床係統與常用的兩種方案進行測試,結果如表 2 所示。
表 2 自動化機床係統對比
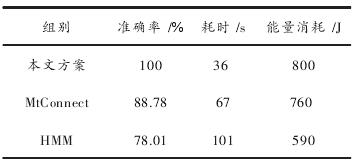
表 2 中,數控機床係統中的(de)能量消耗定義為:

式中:s 為製造(zào)資源個數;j 為單位製造所需的能量消耗。分析表 2 可知,本文方案在準確性(xìng)上優於 Mt Connect 方案 12%,優於 HMM 方案 28.1%;製(zhì)造用時低於兩種常用方案 50%;能量(liàng)消耗上低於 Mt Connect 方案 5%,低(dī) 於(yú)HMM 方案 35.6%。因此能夠證明本數(shù)控機床自動化(huà)生產係統的優越性。
4 、結語
本文首先建(jiàn)立基於粒(lì)度結構(gòu)的數控機床信息資源自動化(huà)檢測方案。通過對元數據的分析建立數控機床的結構模型,剔除(chú)冗餘信(xìn)息並建立完(wán)整的自動化檢測係統。同時在此基礎上(shàng),建立硬件與控製相獨立的(de) PLC 自(zì)動控製係統。通過硬件(jiàn)配置 XML 的方案,將控製程序與嵌入式硬件分離,提高調用複用效率。經實驗證明,本數控(kòng)機床自動化(huà)生(shēng)產(chǎn)係(xì)統的可行性較高,相比於兩(liǎng)種常用方法具有耗時少(shǎo)、耗能低且準確性高的(de)特點。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切(qiē)削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多