


C620-1 車床羅(luó)通手柄故障診斷與維修
2019-11-4 來源:安徽工業經濟職業(yè)技術學院 作者:楊竟成
摘 要(yào):通過對 C620-1 車床羅(luó)通手(shǒu)柄在使用過程中出現調速故障的維(wéi)修,全麵分析了故障產生的原因,係(xì)統介紹了分析問(wèn)題(tí)的步驟、方法、解決手段和需要注意的事項。
關鍵詞:車床;羅通(tōng)手(shǒu)柄;滑杆。
在普通車床的速度調節機構中,走刀速度的調整(zhěng)是通過羅通手柄動作來實現的(de),在走刀箱內部,它連接著一組(zǔ)塔形齒輪,可以獲得 8 組傳動比,在車床的加(jiā)工中(zhōng)起著重要作用。 以下就介紹一例在實習教學過程中出現的羅通手柄故障(zhàng)實例及(jí)其解決的辦法。
1、故障現象
在普通車床實習操(cāo)作過程中, 學生在進行車床切削加工中為提高切削效率, 通過調整進給量來實現部分(fèn)工藝(yì)參數的調整。 在(zài)使用羅通手柄對(duì) C620-1 車床進給箱塔形齒輪連接位置進行調整時, 發現羅通手柄(bǐng)上下推動過緊且無法實現左(zuǒ)右滑移,出現咬死(sǐ)現象。
2、 故障分析
普通(tōng)車床羅通手柄機構故障大多情況下出現的原因如下:
1)切削加工中進給量過大 ,造成進給箱內部(bù)過載 ,使操(cāo)縱機構變形(xíng)。
2)羅通操作手柄潤滑(huá)不到位,缺乏保養和及時的檢修(xiū)。
3)在使用中產生磨損變形 ,造成操縱不良 ,無法移動或移動不暢。
綜合以(yǐ)上情況,對機床(chuáng)相關係統進行分析過程如下。
2.1 傳動(dòng)係統分(fèn)析
C620-1 進給機構的傳動係統如圖 1 所示,
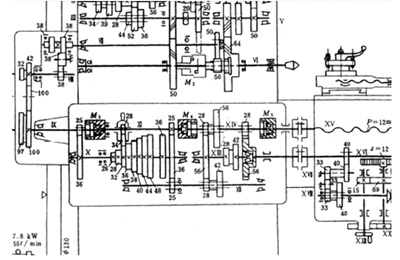
圖1 C620-1 進給機構的傳(chuán)動(dòng)係統
在圖 1 的傳(chuán)動係統中,28 號羅通手柄是一過橋齒輪,其主要作用是將從Ⅹ號軸(zhóu)上的動力通過它傳(chuán)給(gěi)Ⅺ號軸,在這(zhè)個過程中,由於(yú)在Ⅹ號軸(zhóu)上固定(dìng)的是由 8 個齒輪組成的塔輪機構,通過羅通手柄的左右滑動,將(jiāng)Ⅹ號軸上旋轉動力(lì)按(àn)不同的級數傳遞給Ⅺ號軸, 實現進給機構的有級變(biàn)速,滿足切削工藝需求。
在操作調速中,羅通手柄左右和上下移動不暢,從傳動係統中分析,可能是羅通手柄下滑移齒輪與Ⅺ號軸之間配合出現(xiàn)問題,打開羅通(tōng)手柄機構掛板,
通(tōng)過查看Ⅹ號軸、Ⅺ號軸相關配合的齒輪, 同時也檢查了兩根軸的幾何尺寸精度,沒有發現明顯異常。
2.2 潤滑(huá)係統分析
普通 C620-1 車床上進給機構(gòu)的潤滑采用的是滴油潤滑(huá)的方式(shì)。 在潤滑時,進給箱上部的油池通過 6 根棉線的浸油方式將油慢(màn)慢的滴入旋轉的齒輪和(hé)齒輪軸(zhóu)上部(bù)。經檢查, 進給(gěi)箱(xiāng)內齒(chǐ)輪及齒輪軸上(shàng)包裹(guǒ)著一層油膜,6 根下垂的棉線浸油飽滿,潤滑係統工作(zuò)正常。
2.3 操作係統分析
操作係統分析是與當班指導(dǎo)教師進行溝通,確認實訓加工零件材料與相關工藝, 當班與近期主要安排的是PVC 材料的加工。 對於這種材料,在軸向進(jìn)刀上沒有大(dà)的力量需求,不存在過載(zǎi)扭矩。
2.4 空間配置結構(gòu)分析
羅通手柄(bǐng)在(zài)空間配(pèi)置上,因為操作的需要是安放(fàng)在進給箱的外側,通過6 個螺釘實現固定(dìng)(見圖 2)。
空間位置上要保證三個方麵的機械要求:
1)保證羅通手柄連接的(de)滑杆左右(yòu)滑移時要與進給箱內部的Ⅹ、Ⅺ兩軸保持平行。
2)保證羅通手柄(bǐng)在上下扳動時 ,旋轉端麵要與Ⅹ、Ⅺ兩軸保持垂直。
3)保證(zhèng)羅通手柄在 8 個速度位(wèi)置要有定位互鎖功能,保證在機床進給箱(xiāng)工作時不脫檔,確保工作的(de)穩定。
要保持上述的三項機械要求,必須保證運(yùn)動件之間的配合間隙(xì)(H7 / f7),太(tài)大易竄,太小運動不暢。
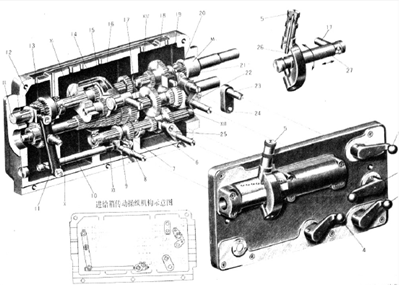
圖(tú) 2 羅通手柄(bǐng)空間(jiān)配置
拆(chāi)下(xià)連接(jiē)羅通手柄機構掛板,手工檢查(chá)手柄機構左右(軸(zhóu)向)、上下(徑向)運動情況(kuàng),發現有明顯的(de)阻滯現象,具體(tǐ)表現為在運動的前段,開始出現阻力現象,越向後,阻力越大,仔(zǎi)細觀察,導向軸上有明顯(xiǎn)摩擦痕(hén)跡(jì)。 經打(dǎ)表檢查(chá),導向軸沒有變(biàn)形,由此而判斷是與導向軸配合的掛板導向孔出(chū)現問題。見圖 3
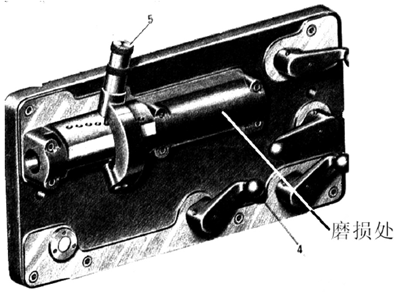
圖 3 導(dǎo)向軸
打開導(dǎo)向孔零件,如圖4 所示。
經檢測, 該導向孔在軸向偏差 0.30mm,圓 度偏差(chà)0.20mm,位置如圖 4 箭頭所(suǒ)指 ,經試裝調整 ,確認在羅通手柄向右移(yí)動時,初期有阻力(lì),越向(xiàng)後,阻力(lì)越大。故障症狀與判斷相符。
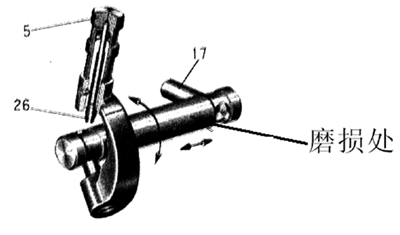
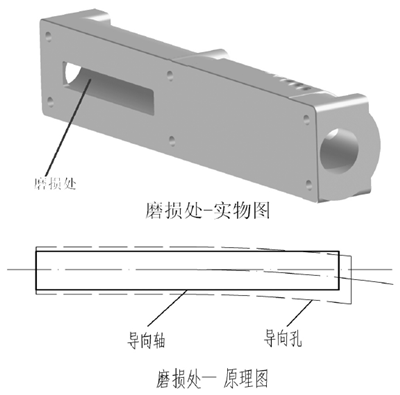
圖 4 導向孔零件
3、 解決(jué)方法
根據分析的結(jié)果,故障(zhàng)的原因是在操作中移動羅通手柄(bǐng)調速時,沒有到達鎖孔位置而強行開車,內部過橋齒(chǐ)輪沒有(yǒu)與塔形齒輪(lún)正確齧合,受到擠壓後,使導向軸滑杆與導向孔之間發生徑向(xiàng)擠壓。 長期的(de)擠壓造成導向孔頭部側向變形,出現羅(luó)通(tōng)手柄調速困難狀況。
解決的辦法是將導向孔擴大,因為(wéi)從總的行程上(shàng)看,出現問題(tí)的隻是一小段,部分擴大尺寸不會影響羅通手(shǒu)柄的滑杆的運動精度。 用 800# 砂紙進行修磨(mó),邊修邊試,直至達到運行(háng)順暢要求。 最後注(zhù)脂安裝。
4、結束語
通過修整導向孔徑尺寸,解(jiě)決了機床進給機構(gòu)中羅通手柄調速困難的問(wèn)題(tí),從這類故障中看出,要使機床保(bǎo)證正常工作, 正確的操作是減(jiǎn)少機床故障的主要方法(fǎ)之一,在今後的實習教學中(zhōng),要嚴(yán)格要,
防止這類故障的發生。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖(tú)示
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發(fā)展趨(qū)勢
- 國產數控係統和數控機床何去何(hé)從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞(gǎo)懂數(shù)控車(chē)床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔攻螺紋(wén)加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別