


摘要: 介紹某數控車輪車床液壓係統(tǒng)設計, 包括關鍵技術的應用, 以及試製中遇(yù)到(dào)的問題的處理, 分析其結構原理、特點及元件選擇的原(yuán)則(zé)。
關鍵詞: 數控車輪(lún)車床液壓係統; 比例減壓閥; 油缸(gāng)同步
機床工業是整個製造業(yè)的基礎, 而高速、高效環(huán)保(bǎo)、智(zhì)能化、機床功能(néng)的複合化是數控機床(chuáng)發展的方(fāng)向。某數控車輪(lún)車床液壓(yā)係統主要以(yǐ)節能、高效、環保為根本出(chū)發點, 完成對工件的加工, 機床的主要傳動是摩擦傳動, 工件裝(zhuāng)卡容易, 盡可能(néng)減少切削廢料, 維修車輪時減少切削量, 保證材料的利用率。
該機床的電氣控製(zhì)係統是西門子840D, 工件的旋轉和刀具的進給由機械控製, 液壓部(bù)分主要控製(zhì)工件的抬起、工件在切削過程中(zhōng)的浮動, 也就是摩擦傳(chuán)動。液壓主要完成工件的裝(zhuāng)卡(kǎ), 工件(jiàn)因毛胚不(bú)規則問題易導致傳動上的失衡(héng)。主要用氣(qì)動完成工件的(de)測(cè)量。
該液壓(yā)係統主要的難點: 因工件的(de)重(chóng)力(lì)導致液壓係統壓力的改(gǎi)變, 主要應(yīng)用比例減壓閥控製; 工件托起油缸的同步問題由可調式調速閥實(shí)現; 工件加工完成(chéng)後, 為了解決下降時突然竄動, 下降由可調(diào)式節流閥控製。
1 、車輪車床的工作原理(lǐ)
車(chē)輪車床的工作原理見圖1。
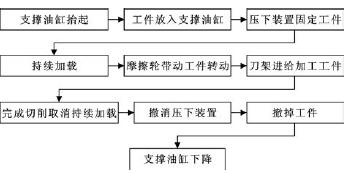
圖1 車輪(lún)車床的工作原理
2 、車輪車床的機床結構
車輪車(chē)床的機床結構見圖2、3。
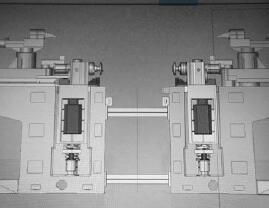
圖2 車輪車床的機床結構圖(一)
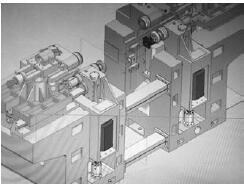
圖3 車輪車床的(de)機床結(jié)構圖(二)
3 、車輪(lún)車床液壓元件的選用
考慮空載時機(jī)床液壓係統支(zhī)撐油缸(gāng)速度和摩擦輪持續加載時高壓, 選用(yòng)雙聯泵, 有低壓大流量和高壓小流量; 考慮到工件重力的變化, 選用比例減壓閥(fá)隨時(shí)調整持續加載時的壓力; 考慮到切(qiē)削中間可能出現係統停止工作, 或沒有壓力造成(chéng)工件掉下的(de)情況, 選用(yòng)液控單向閥(fá)。
4、 車輪車床液壓工作原理
雙連泵由低壓變(biàn)量葉片泵和高壓柱塞泵(bèng)組成, 在(zài)係統中的作用是工作的時候用高壓, 快(kuài)速上升時低壓變量泵補充流量, 即快速時(shí)能快速, 有負載時就轉為高壓。單向閥(fá)的主要作用是實現雙泵供(gòng)油的快速運動回路。比(bǐ)例(lì)減壓閥的作用是實現負(fù)載變化(huà)時壓力的隨動。換向閥的主要(yào)作用是控製油缸的升起、下降, 工件的(de)持續加載。調(diào)速閥的作用是調整油缸的同步性,保證油缸(gāng)空載時(shí)的同步。液控單向閥的作(zuò)用是保證係統停止(zhǐ)運轉(zhuǎn)時的安全。
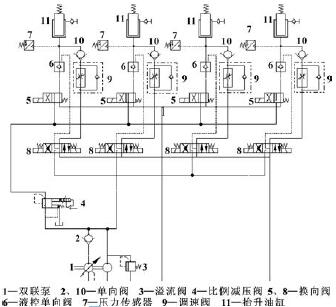
圖4 車輪車床液壓(yā)係統原(yuán)理圖
液壓動作順序: 換(huàn)向(xiàng)閥8 通電, 4 個抬升油缸上升, 上升(shēng)到位, 把車輪從導軌推到4 個抬升油缸上方。壓(yā)下裝置和外軸箱支撐固定車輪。閥4、5、8 通電, 持續加載。機械摩擦輪帶動車輪轉動(dòng), 刀架開始切削。完成切削, 撤掉持續加載, 閥8 通電, 抬升油缸下降, 完成一個(gè)循環。
5 、比例閥在車輪車床中(zhōng)的作用和試製時遇到的問題
比例閥在該液壓係統中的作用是根據車輛輪對的重力(lì)調整(zhěng)壓力, 使持續加載(zǎi)始終在一個合(hé)理(lǐ)的範圍,不能太大導致壓下裝置被頂(dǐng)壞; 在車(chē)輪加工時不能太小, 摩(mó)擦力小不(bú)能(néng)克服切削力時, 切削時會造成打滑。該液壓係統中設置了壓力傳感器, 能(néng)直接把係統壓力反映到電氣係統, 在操作按鈕站上安(ān)裝了比例減壓閥的輸(shū)入電壓(yā)控製按鈕, 能隨(suí)時(shí)調整係統的持續加(jiā)載壓力(lì)。
在機床調試初遇到的比例閥導致的抬升油缸的問題解析: 油缸抬升到(dào)位, 工(gōng)件裝(zhuāng)卡完成, 持續加載時, 抬升(shēng)油缸不能保持(chí), 壓力傳感器(qì)上的壓力為0.3MPa, 此壓力(lì)不足以抬起4 個抬升油缸。檢查(chá)發現不(bú)是泄漏問題造成的壓力流失(shī), 然後檢測比例減(jiǎn)壓閥輸入(rù)電壓, 發現輸入電壓太小, 使比例減(jiǎn)壓閥處在大概關閉的位(wèi)置, 導致係統沒(méi)有壓力。
6 、4 個抬升(shēng)油缸的同(tóng)步
剛開始設計此液壓係統的時候沒有考慮到4 個抬升油缸的同步問題。因為油缸抬升時(shí)沒有負載, 是空載上(shàng)升, 試製(zhì)後發現抬升時4 個油缸逐個抬起(qǐ), 雖然對機床大的功能(néng)方麵沒有影響, 但是(shì)感覺(jiào)不(bú)舒(shū)服, 現場安裝人員也針對這個情況給作(zuò)者提出(chū)了意見。對此問題做出了兩個方(fāng)案: 一個是用分流集流閥(fá)控製4 個油缸, 另(lìng)一個是每個油缸都加一個調速閥。比較兩個方案發現: 用分流集流閥需要改動的地方(fāng)太多, 集成塊需要重新設計; 而調速閥則沒那麽麻煩, 疊加上就可以。對原理圖進行修改, 安(ān)裝上實物, 對4 個(gè)油缸上(shàng)的調速閥微調, 感覺效果(guǒ)還可以, 基本上(shàng)能(néng)實現同上升。
7 、油缸在下降時的突然竄動問題
在試(shì)製時發現, 在(zài)持續加載切(qiē)削完成後, 撤掉持續加(jiā)載下降的過程中(zhōng), 負載造成抬升油缸突(tū)然竄動(dòng)。針對此問題, 特在油缸下降回油(yóu)上增加一個節流閥,增加回油背壓, 使油缸在下降時有個緩衝(chōng), 解決(jué)了突然竄動。
8 、結束語
設計的車輪車床(chuáng)液壓係統在試製(zhì)過程中發現的問題經進行解決(jué)了, 已(yǐ)成功應用於產品, 用戶反映良好。
如果您有(yǒu)機床行業(yè)、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新(xīn)能源(yuán)汽(qì)車(chē)產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產數控(kòng)係統和數控機床(chuáng)何去何從?
- 中國的技術工人都(dōu)去(qù)哪裏了?
- 機械老板做了十(shí)多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造(zào)業大逃(táo)亡
- 智能時代,少談(tán)點智造,多談點製造(zào)
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別