


高矽鋁合金電火花加工的工藝參數優化設計
2017-6-2 來源(yuán):中(zhōng)北大學山西(xī)省先進製造(zào)技(jì)術重點實驗室 作者:王璟(jǐng),祝錫晶,王建青,邢秀琴
摘要: 高矽鋁電(diàn)火花加工受到多個工藝參數的影響,而且各個工藝參(cān)數之間還存在(zài)著相互製約的關係(xì)。本(běn)文通過對高矽鋁合金電火花加工,重點(diǎn)分析(xī)了間隙電壓、峰(fēng)值電流、脈衝寬度和加(jiā)工時(shí)間對工件加工速度的影響,並對實(shí)驗(yàn)數據(jù)采用正交試驗的方法進行處理並綜合分(fèn)析,得到 3 組最優組: 直(zhí)接分析最優組、極差分析最優組、曲線分析最優組(zǔ),通過驗證得到更優參數組。研究結(jié)果為實現高矽鋁(lǚ)合(hé)金高效高精度的電(diàn)火花加工提供了參考。
關鍵詞: 高矽鋁合金; 電火花加工; 正交試驗; 優(yōu)化
1.引言
高矽(guī)鋁合金材(cái)料具有密度低、熱(rè)膨脹係數小、熱傳導性(xìng)能好、比(bǐ)強度和(hé)比剛度(dù)高的特點,因此被廣泛應用於航空、航天、半導體、軍工等諸多領域。但(dàn)由(yóu)於它對刀具的磨損非常嚴重,還很容易粘結刀屑,劃傷工作表麵,用一些普通的方法(fǎ)很難(nán)對其加工,因此高矽鋁(lǚ)合(hé)金是一種難加工材料[1]。電火花加(jiā)工是一種特(tè)種加工方法,又被稱為電加工或電蝕加(jiā)工,通過工具(jù)電極和工(gōng)件電極(jí)之間(jiān)的脈衝放電產生(shēng)的電(diàn)蝕作用來去除材料[2]。
在電火花加(jiā)工過程(chéng)中,工具電極與工件電極並沒有接觸,隻存在微觀作用力,因此對工具電極材(cái)料硬度要求不高。由於不存在接觸,所以加(jiā)工時在材料表麵不會形成劃痕,材料的加工精度得到提(tí)高[3,4]。因此,對(duì)於高矽鋁合金來說,電火花加工已成為一種重要方法。
高鋁矽合金電火(huǒ)花加工加工工藝效果(guǒ)受多種工藝參數的影響,而且(qiě)各個工藝參數之間還存在著相(xiàng)互製約的關係,加工(gōng)工藝效果很難控製。為了探尋最優電參數組,本文(wén)運用了(le)正交試驗的(de)方法對實驗數據進(jìn)行處(chù)理和分析,通過采用這種方法為實際高矽鋁合金的高效(xiào)高精度加工提供(gòng)了一些參考。
2.試驗條件與測量方法
2.1 試驗(yàn)條件
實(shí)驗設備: EDM450 /60NC 電火花數控機床; 工(gōng)件材料(liào): 用鑄造成型法製備的質量分數約為 60% 高矽鋁合金; 工具電極: 直(zhí)徑為 20mm 的紫銅柱狀電極; 工作液: 電火(huǒ)花加工專(zhuān)用煤油(yóu); 加工極性(xìng): 正極性(xìng)加工。
2.2 測量方法
加工速度: 在單位(wèi)時間內工件材料被蝕除的重量或者(zhě)體積。習慣用體積表示,即
3.試(shì)驗內容
加工速度是驗證加工方法的重要參數[5],本試驗通過保持其它(tā)工藝參數不變的情況下,重點分析間(jiān)隙電壓(yā)、峰值電流、脈衝寬度、加(jiā)工時間四個電參數對工件加工速度的影響。參閱正交(jiāo)試驗設計手冊(cè),設計出如表 1 所示的三水平四因素的正(zhèng)交試驗表 L9( 34)[6,7]。
表 1 正交試(shì)驗表
4.正交試驗(yàn)結果及綜合分析
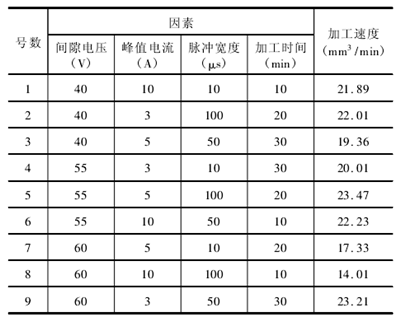
表 2 為加工速度的正交試(shì)驗(yàn)數(shù)據(jù)采集表。從表2 可以直接得到: 間隙電壓為 55V,峰值電流為 5A,脈衝寬度為 100μs,加工時間為 20min 時加(jiā)工速度(dù)最大為 23. 47mm3/ min。
表 2 加工速度的正交試驗數據表
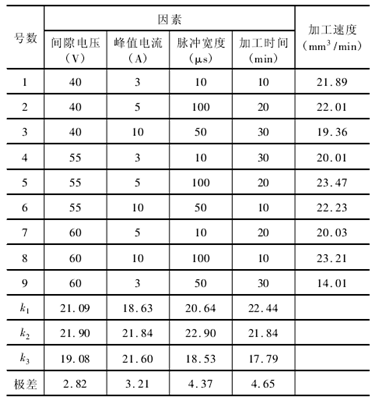
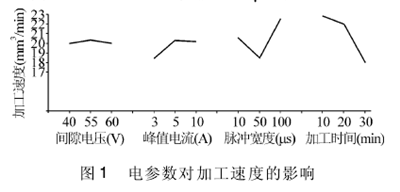
從各參數極差可以得到: 各參數對加工速度的影響順序為(wéi): 加工時間 > 脈(mò)衝寬度 > 峰值電流 > 間隙電壓。最優參數組(zǔ)為(wéi): 間隙電(diàn)壓 55V,峰值電流5A,脈衝寬度 100μs,加工(gōng)時間 10min。圖 1 為各電參數與加工速度的關係曲線。從圖1 可以(yǐ)看出:
(1) 間隙電壓。一(yī)開始間隙電壓越大,脈衝能量就越(yuè)大,材料去除的就越快,當間隙電壓在 55V時,繼續增大,高矽鋁合金中的鋁和煤油工作液中(zhōng)的碳發生反應,形成化合物附在工件表麵(miàn),進行了補償,使得加工速度下降。
(2) 峰值電流。加工速度先隨電流的增大而增大,當峰值電流達到 5A 以後,加工速度卻開始下降,其原(yuán)因: 電流超過了(le)高矽鋁(lǚ)合金的所能承受的(de)最大(dà)加(jiā)工(gōng)電流,使得放電能量非常大,以(yǐ)至於無法充分進行消電離,使得加工不穩定(dìng),速度降(jiàng)低。
(3) 脈衝寬度。一開始,加工速(sù)度隨脈衝寬度(dù)增大而減小,這是因為一(yī)開始電流比較小,即使增加脈(mò)衝寬度,其(qí)脈衝能(néng)量去除材料的能力也有限,而消(xiāo)電離的時間相對減少,使得加工不穩定,加工速度降低。當脈衝寬度達到 50μs,這時電流已穩定,脈衝寬度增(zēng)加使得脈衝能量增加,材料的去除(chú)增加,加工速度提(tí)高。
(4) 加工時(shí)間。隨著加工時間的增加,工作(zuò)液中的電蝕產物不(bú)斷的增加,工(gōng)件表麵的保護層也逐漸的增多,使得(dé)加工速度降低。
從曲線圖中可以(yǐ)看出,如果適當的增加脈衝寬度或者減小(xiǎo)加(jiā)工時間都可以提高工件(jiàn)的加工速度,所以綜上所述,得到曲線分析的最優組: 間隙電壓55V,峰值電流 5A,脈衝寬度 100μs,加工時間 8min。
5.驗(yàn)證試驗方案與(yǔ)結果
由於各電參數之間存在相互關聯或者試驗(yàn)存在誤差,正交試驗得出來的最優參數組不一定是最好的,需要進一步驗證。表 2 為驗證試驗方案。根據表 2 得,曲(qǔ)線分析最優組為更優參數組。間隙 電 壓 為 55V,峰 值 電 流 為 5A,脈 衝(chōng) 寬 度 為(wéi)100μs,加工時(shí)間為 8min。
表 3 驗證試驗方案

6.結(jié)語
(1) 各參(cān)數對加工速度的影響順序為: 加工時間 > 脈衝寬度 > 峰值電流 > 間隙電壓。
(2) 通過驗證直接分析最優組、極差分析最優組、曲線分析最優(yōu)組,得到更優參(cān)數組: 間隙電壓(yā)為55V,峰值電流為 5A,脈衝寬度為 100μs,加工時間為 8min。
(3) 由於各個參數之間相互(hù)作用,所以在高矽鋁電火花加工中,根據不同工(gōng)藝效(xiào)果,選擇最(zuì)優的參數組,使加工高(gāo)效精確。
投稿箱(xiāng):
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數(shù)據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據