


金屬激光切割機焦點控(kòng)製係統的設(shè)計
2017-5-2 來(lái)源:武漢理工大學自動化(huà)學院 作者(zhě):朱雲峰 聶(niè)紅偉
摘要:焦點控製係統是金屬激光切割機至關(guān)重要(yào)的組成部(bù)分,它與激光焦點與工件之間距離的(de)準確性和穩定(dìng)性直接(jiē)相關,由此決定了(le)金屬工件(jiàn)的切割質量和效率(lǜ)。 為此,采用高性能(néng) DSP、高精度電容傳感器等設計金屬激光切割機焦(jiāo)點控製係統,對激光焦點與工件之間的距離進行實時精確的控製並配合機床運動控製卡完成整個金屬激光切(qiē)割流程。 首先介紹了金屬激光切割機焦點控製係統的結構和工作原理(lǐ),然後重點介紹了係統硬(yìng)件設計,同時給出了部分核心軟件設計流程。
關鍵詞:金屬激光切割機,焦點控製係統,DSP,電容傳感(gǎn)器
在金屬激光切割過程中,激光焦點與工(gōng)件距離的恒定極其重要(yào), 采用焦點控製係(xì)統對其進行不斷的實時校正從而獲取最優的切割質量(liàng)。采用高性能 DSP、高精度(dù)電容傳感器等設計金屬激光(guāng)切割機焦點控製係統, 利用電容傳感器檢(jiǎn)測技術(shù)和模糊 PID 控製算(suàn)法對激光焦點與工件(jiàn)之間的距離進行實時精確的(de)控製並配合機床運動控製卡協同完成(chéng)整個金(jīn)屬激光切割流程, 提高(gāo)切割質量和切割效率。
1.係統結構和工作原理
1.1 係統結(jié)構
該(gāi)係統(tǒng)主要包含兩個部分:焦(jiāo)點位(wèi)置檢測模塊和(hé)焦點位置控製模(mó)塊。 焦點位置檢測模塊由電容信號檢測電路以(yǐ)及信號傳輸電路組成。 焦點位置控製模塊由電容信號的接收電路、電機(jī)控製信號的輸(shū)出電路、 指令信號的接收電路以(yǐ)及數據存儲電(diàn)路組成,其功能是接收焦點位置檢測(cè)模塊發送的測量電容值,通過控製算法(fǎ)實時輸出電機控製信(xìn)號,調控(kòng)電機實現減小距離偏(piān)差的目的。
係統選用 TMS320F28335 型號的 DSP 作為主控(kòng)製器,其時鍾(zhōng)頻率可達到 150MHz,I / O 資源(yuán)豐富, 支持 SPI 通信、USB通信以及 DA 輸出等功能,能實(shí)現高效快速運算,從而實現與焦點位置檢測模塊以及(jí)機(jī)床(chuáng)運動控製卡的快(kuài)速數據交換和運(yùn)算。係統結構圖如圖 1 所示。
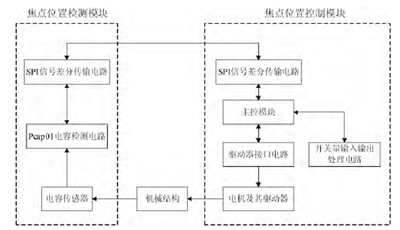
圖 1係統結構圖
1.2 工作原理
金屬激光切割機焦點控製係統的任務是對激光焦點與工件之間的距離進行實時采集以(yǐ)及控製, 使其(qí)始終處於最佳切割位置從而提高切割質量, 同時(shí)與機床運動控製卡進行數據交換協同完成整(zhěng)個金屬切割流程。 通過電容傳感器對激光焦點與工件之間距離進行采集, 並通過(guò)信號處理電路以數字(zì)量形式傳給主控製器(qì) TMS320F28335; 主控製器對此距離信號進行數字濾波以及最小二乘法曲線擬合, 從而得到焦點距離與電(diàn)容(róng)值之(zhī)間的對應關係曲線; 主控製器通過模糊 PID 算法以焦點距離以及焦(jiāo)點距離變化率作為輸入, 輸(shū)出控製電壓給驅動(dòng)器接(jiē)口電路以驅動伺服(fú)電機運動使得激光焦點(diǎn)與工件之間距離始終(zhōng)處於最佳(jiā),由此提高切割質量以及效率; 機床運動卡主要實現 XY 平(píng)麵上的運動軌跡規劃(huá), 焦點控製係統則是實現 Z 方(fāng)向上的切割距離恒定, 二者之間通過 I / O 口進行運動狀態(tài)的數交(jiāo)換協同完(wán)成整(zhěng)個金屬切割流程。
2.係統硬(yìng)件設計
2.1 焦點位置檢測模(mó)塊設計
綜合考慮測量範圍、 測量精度以及成本等因素, 選用德國ACAM 公司的 Pcap01 專用電容檢測集成芯片來設計(jì)焦點位(wèi)置檢測模塊,實時獲取(qǔ)焦點(diǎn)位置。 Pcap01 電容檢測芯片內置 DSP信號處理單(dān)元,具有高精度、高速(sù)度等優良特性,檢測頻率可(kě)高至 500k Hz,電容測量結果具有 24 位精度,且具有超(chāo)高(gāo)的溫(wēn)度穩定性和超低溫漂。 焦點位置(zhì)檢測模塊結構圖如圖 2 所示(shì)。

圖 2 焦點位置檢測模塊結構圖
在金屬激(jī)光切割過程中,Pcap01 電容檢測電路將焦點與工件之間的距離值轉(zhuǎn)換(huàn)為數字量, 並通過 SPI 通信方式將其傳給主控製器進行數據處理。 需(xū)要注意的是,二者之間的信號線需為雙(shuāng)絞屏蔽線且在每組(zǔ)差分信號線(xiàn)之間要添加 1K 的匹(pǐ)配(pèi)電阻,從而消除差分信號傳輸線的共模幹(gàn)擾, 在一定(dìng)程度上加(jiā)強(qiáng)遠距離信號傳(chuán)輸的穩定性。
2.2 焦(jiāo)點位置控製模塊設(shè)計
焦點位置控製模塊由(yóu)主控模(mó)塊、 驅動(dòng)器接口電路以及(jí)開關(guān)量輸(shū)入(rù)輸出處理電路三部分組成。 主控模塊(kuài)接收焦點位置檢測模塊發給的(de)電容信號, 並根據電容值與焦點距離的標定關係(xì)得到此時的焦點距離, 並輸出通過模糊 PID 控製算法得到的對電機的(de)控(kòng)製電壓信號。 驅動器接口電路(lù)對 DSP 輸出的(de)焦點(diǎn)位置控製模擬量電壓信號(hào)與(yǔ)電機驅動器輸入範圍進行匹(pǐ)配(pèi)。 開(kāi)關(guān)量輸入輸(shū)出處理電路的功能是接收機床運(yùn)動控製卡發送的(de)指令信號(hào),並將焦點位置控製模塊的狀態反饋給機床運動控製卡,從而使焦點位置控製模(mó)塊處(chù)於正確的工作流(liú)程。 焦點位置控製模塊(kuài)結構圖如圖 3 所示(shì)。
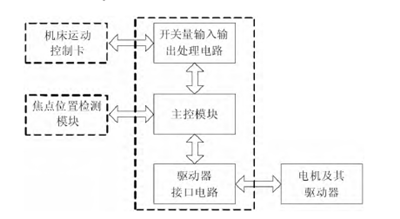
圖 3 焦點位置控製模(mó)塊(kuài)結構圖
主控模塊由一個 DSP 最小係統、 外(wài)部存儲器以及外部 DA共同組成。 其功能為通過接口電路與機床(chuáng)運動控製卡進行 I / O 信(xìn)號類型的數據交換、 接收焦點(diǎn)位置檢測模塊反饋的(de)電容測(cè)量值、輸出對電機驅動器的控製電(diàn)壓。 主控模塊(kuài)硬件框圖如圖 4 所示(shì)。
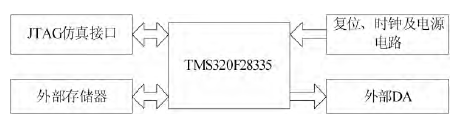
圖 4 主控模塊硬件框圖
本設計選取的 DSP 型號為 TMS320F28335,電壓輸出範圍(wéi)為 0~3.3V,電機驅動器的控製電壓範圍為-10V~10V,驅動(dòng)器接口電路采用運算放(fàng)大器來實(shí)現匹配,其電路圖如圖 5 所(suǒ)示(shì)。
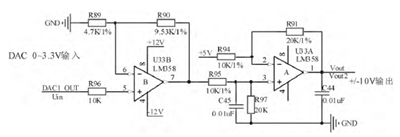
圖 5驅(qū)動器接口電路
對於金屬(shǔ)激光(guāng)切割機而言, 機(jī)床運動控製卡(kǎ)實現的是 XY平麵的切割軌跡規劃, 焦點控製(zhì)係統實現的是 Z 方向的激光(guāng)焦點位置的(de)恒定,焦點控製係統要受機床運動控製卡的控製。 在金屬切割(gē)過程中,機(jī)床運動控製卡(kǎ)會發送隨動、穿孔、加工完成等信號給焦點控製係統, 而焦點控製係統也需要將反映當前切割頭位置的信號(hào)如上升到(dào)位信號(hào)、 下降到位(wèi)信號(hào)以及切割報警信號等發送給機床運動控卡, 機床運動控製卡接收到這些信號後對其進行分析從而決(jué)定可(kě)否進行下一步的切割操(cāo)作。 由於不同機床運(yùn)動控製卡的開關量輸入輸出方式可(kě)能(néng)存在差(chà)異, 考慮到機床運動控製卡不同的電平電壓, 需要有(yǒu)一個相(xiàng)對適用範圍更廣的輸入輸出處理電路。 開關量輸入(rù)輸出處理電路原理圖如圖 6 所示,與機床運動控(kòng)製卡通信信號全部進行光耦隔離,並通過指示燈進行示(shì)意。
3.係統軟件設計
3.1 主程序
主程序主要(yào)功能:係統初始化設置、焦點位置與電容值之間的數據標定以及回零操作。各個功能封裝成對應子(zǐ)程序,分別為初始化子程(chéng)序、數據標定子程序和回零子程序,其流程圖如圖 7 所示。
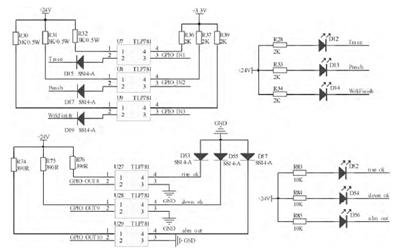
圖 6 開關量輸入輸(shū)出處理電路原理圖
數據標定子程序流程圖如圖 8 所示。 在數據標定子程序中,在每(měi)個已知距離的測量點處通過 Pcap01 電(diàn)容(róng)檢測模塊(kuài)測(cè)量電容並進行中值濾波, 將測量範(fàn)圍合理分段後在每一小段上通過最(zuì)小二乘法進行曲線擬合,實現焦點距(jù)離與電容值之間的標定。
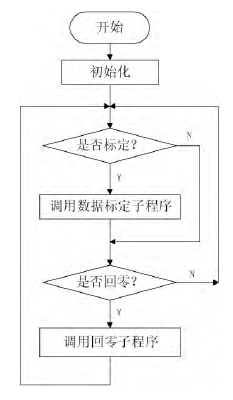
圖 7主(zhǔ)程序流程圖
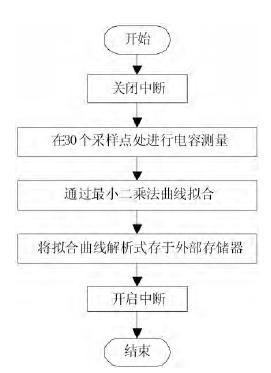
圖 8數據標定子程序流程圖
需要注意的是,當工件材質或(huò)者工作環境改變時,焦點距離-電容值特性曲線也(yě)會隨之而變(biàn)化,此時必須重新進行數據標定。
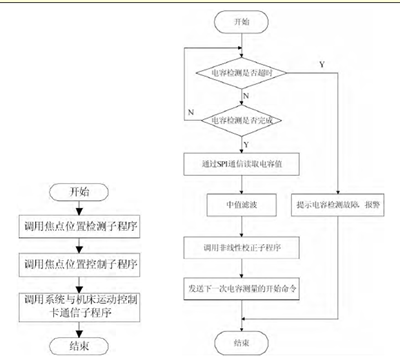
圖 92ms 定時中斷子(zǐ)程序流程圖 圖 10 焦點(diǎn)位置檢測子程(chéng)序流(liú)程圖
主控製器中還有一個 2ms 定時中斷,其包含 3 個子程序:焦點(diǎn)位置檢測(cè)子程序,焦點位置控製(zhì)子程序和係統與機(jī)床運動控(kòng)製卡通(tōng)信子程(chéng)序。 焦點位置檢測子程序(xù)實(shí)現主控 DSP 對電容檢測單(dān)元的電容(róng)值讀取; 焦(jiāo)點(diǎn)位置控製子程序實現主控 DSP 對電機的(de)控製電(diàn)壓輸出;係統與機床運動(dòng)控製卡通信子程序接收到(dào)的指令信號對應(yīng)著係統不同的工作狀態,其決定著焦(jiāo)點(diǎn)位置檢測子程(chéng)序中程序的走向。 2ms 定(dìng)時中斷子程序流程圖如圖 9 所示。
3.2 焦點位(wèi)置檢測(cè)子(zǐ)程序
焦點位置檢(jiǎn)測子程序的功能是實(shí)現主控製器與電容檢測芯(xīn)片之間的數據通信,獲(huò)取切割頭與工件之間的電容(róng)值,並通過(guò)由數據標定子程序確定的焦點距(jù)離與電容值擬合曲線解析式(shì)對應(yīng)的焦(jiāo)點距離值,供焦點(diǎn)位置控(kòng)製子程序調用。 焦(jiāo)點位置檢測子(zǐ)程序流程圖如圖(tú) 10 所示。
3.3 焦點(diǎn)位置(zhì)控製子程序
焦點位置(zhì)控製子程序的功能是讀取焦點位置檢測子程序接收的焦點距離反饋值, 並將反饋值代入模糊 PID 控製算(suàn)法中從而獲取所需的對電機(jī)的控製電壓信號(hào), 實現焦點距離的閉環控製。 焦點位置控製子程序流程圖如圖 11 所(suǒ)示。
4.實驗結果
在係統測試平台上, 對係(xì)統的具體功能和性能指標進行詳的(de)測試。 設置完激光切割參數後 (激光焦點位置參數設置為1mm),係統執行回零操作使切割頭位於高(gāo)處 ,按下數據標定按鈕係(xì)統進行自動(dòng)標定;標定完成後,係統接收(shōu)到機床運動控製卡發送過來的跟隨(suí)信號後會自動進行焦(jiāo)點位置調節。為了便於係(xì)統(tǒng)控製效(xiào)果的定量分析,通過主控 DSP 輸出一路與焦點(diǎn)位置值成正比的模擬電壓信(xìn)號, 並采用運算放大(dà)器對信號進(jìn)行適當放大後再接入示波器進行觀測。 在測試過程中,主要是觀測在階躍信號輸入下係統響應速度以及跟隨穩定性。經過(guò)實際切(qiē)割和示波器波形(xíng)觀測,係統的測(cè)量精(jīng)度要很高,偏差低於 0.05mm,焦點距離(lí)控製的(de)精度也達到(dào)了 0.1mm,並且在啟(qǐ)動(dòng) 2 個(gè)交(jiāo)流伺服電機模擬電磁幹擾的情(qíng)況(kuàng)下係統仍然能夠正常(cháng)穩定工作;焦點控製係統滿足設(shè)計預期,符合金屬激光切割機的(de)切割要(yào)求。
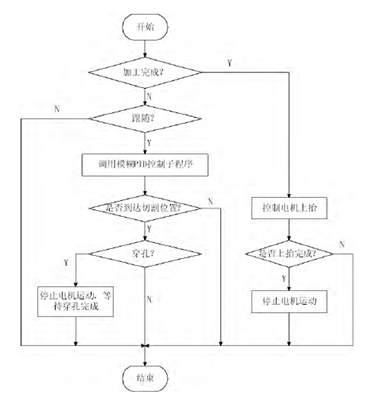
圖 11 焦點位置控製子程序流程圖
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎(yíng)聯係(xì)本(běn)網編(biān)輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎(yíng)聯係(xì)本(běn)網編(biān)輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切(qiē)削機(jī)床產量數(shù)據
- 2024年11月 分地(dì)區金屬切削機床產量(liàng)數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年9月(yuè) 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割(gē)機床的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中(zhōng)國的技術工人(rén)都去哪裏了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機械(xiè)行業最新自(zì)殺性營銷,害人(rén)害己(jǐ)!不倒閉(bì)才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造(zào)
- 現實麵前,國人(rén)沉默。製造業(yè)的騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削與(yǔ)螺旋銑孔加(jiā)工工藝的區(qū)別