


電火花線切割(gē)加工(gōng)Crl2MoV的溫度場仿(fǎng)真分析研究
2016-12-9 來源:太原理工大學機械工程學院 作者:殷靜凱,李文斌
摘要:隨著(zhe)製造業的快速發展,科學經濟地提高(gāo)電火花線切割(gē)加工Crl2MoV模具鋼的加工質量變得尤為重要。為了(le)滿足這(zhè)一要求,通過仿真模擬電火花線(xiàn)切割加工Crl2MoV鋼的溫度場分布,來預測峰值電流的改變對表(biǎo)麵粗糙度的(de)影響,將白(bái)層厚(hòu)度考慮在(zài)內並且修正仿真凹坑深度值後,與實際加工的結(jié)果進行對比驗證,得出了更為吻合的修正凹坑(kēng)深度曲線(xiàn)與表麵粗糙度(dù)曲線,證(zhèng)實了利(lì)用ANSYS有限元分析軟件(jiàn)模擬電火花加工溫度場進行電參數的合理選擇,以此改善加(jiā)工質(zhì)量(liàng)的(de)可行性。為實際生產中電火花線切割加工Crl2MoV提供理論指導。
關鍵詞:Crl2MoV;電火花線切(qiē)割(gē)加工;ANSYS;峰值電流;溫度場
1.引言
隨著電火花加工技術的(de)快速發展,電火花線切割加工被(bèi)廣泛的應(yīng)用於模具工業、航空航天等領域|II。而Crl2MoV作為(wéi)一種重要的模(mó)具鋼,為滿足其(qí)在加工方麵高效率、高質量的要求,人們利用正交試驗(yàn)和各種優化方法來選擇電火(huǒ)花線切割的電參數與非電參數。但是隨著經濟社會的發展,需要(yào)探(tàn)求一種人力物力消耗少的方法(fǎ)對參數進(jìn)行優化與科(kē)學選擇。仿真分析軟件ANSYS在熱(rè)分(fèn)析(xī)方麵(miàn)的強大功能滿足了這一(yī)要求(qiú)。
電火花(huā)線切割加工的蝕除機理是利用可移動的金屬絲(一般為(wéi)鉬絲,銅絲),對工件(jiàn)進(jìn)行放電加工。這(zhè)一(yī)放電加工過程大致包括:極間工作液(介質)的電離、擊穿,形成放電通道;材料的熔化(huà)、氣化熱膨脹;材(cái)料的拋出;極間工作液消電離圓。當電極絲與(yǔ)工件間施加足夠高的電壓時(shí)介質被(bèi)擊穿,形成放電通道。通道中的電子高速向正極移動,離子向負極移動,在同樣的電場力作用下,電子質量輕,動能高(gāo),與離子在正極附近發生碰撞,動能轉化成熱能,產生(shēng)遠高於工件熔點的高溫,以致被熔化,甚至氣化的金屬被拋(pāo)出,並被工作(zuò)液帶走。由於(yú)現有的設備很難觀察到(dào)電火花加工的過程,而利用仿真軟件ANSYS不僅能夠對此過程(chéng)有更加形(xíng)象的認識與了解,而且可對表麵粗糙度(dù)這一重要的加工性能指標進行預測。故模擬電火(huǒ)花線切割加_[Crl2MoV的溫度場具有非常重要的(de)意義,對電火花線(xiàn)切割加工(gōng)質量能夠滿足製造業快速發展的要求(qiú)起關鍵性作用。
許多學者對有限元仿真線切割加工的(de)溫度場進行了(le)研究。文獻岡探討了電火花(huā)線切割加工鎳基合(hé)金IN718的溫度場分布,且對材料去除率的仿真(zhēn)結果與試驗結果的進行對比分析。文獻利(lì)用有限元分析了電火花線切割加工過程中工件(jiàn)與電極絲的溫(wēn)度場並進行驗證,在進行表麵粗糙度(dù)仿真結果與試驗結果對比時,利用經驗(yàn)公式進行修正。文獻5}漠擬了移(yí)動熱源作用下電(diàn)火花(huā)線切割加工電極絲的溫度場,對走絲速度與電極絲損耗的關係進行了研究。但是關於仿(fǎng)真分析電火花線切割加工Crl2MoV鋼的溫度場(chǎng)鮮有報(bào)道,故本次研究采用隨時間變化的熱源作為熱流密度輸入,並且在對比表麵加(jiā)工質量的仿真結果與試驗結果過程中,考慮了自(zì)層的影響,利用顯微鏡測量它的厚度後進一(yī)步對仿真結果進行修正,取得(dé)了預期(qī)的效果(guǒ)。
2.模型的建(jiàn)立
2.1物理模型的(de)建立
分析(xī)研究的試驗(yàn)平台是北京某公司ACTSPARK FW一1型數控高速走絲電火花線切割機床,電(diàn)極絲采(cǎi)用D0.18 mm的鉬絲(sī),試驗材料為經過(guò)高溫淬火的Crl 2MoV鋼。建立電火花線切割加工(gōng)的(de)物理模型,如圖l所示。
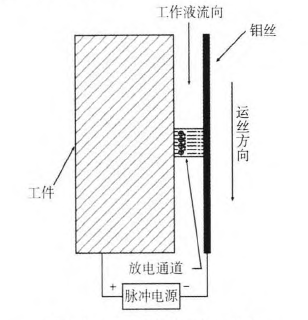
圖(tú)1電(diàn)火花線切割(gē)加工物理模型
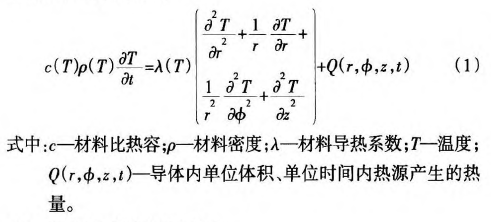
2.2數學模型(xíng)的建立(lì)
在模擬(nǐ)電火(huǒ)花線切割單次脈衝放電加工的溫度場分布時,其(qí)過程在幾十微秒的時間內即可完成。在幾十微秒內產(chǎn)生大量的熱量並且集中在很小的區域內,所以電火花線切割加工溫度(dù)場的分析屬於瞬態非線性傳導問題,對於(yú)非線性瞬態分析可得到圓(yuán)柱坐標係下的傳(chuán)導方程:
2.3放電通道(dào)半徑的確定
由於放電時間是微秒(miǎo)級,放電間隙是微米級(jí),所以放電通道的半(bàn)徑很難確定(dìng)。電火花加工過程中,擊穿極間介質到建立放電通道的時間一般小於0.1μs,接著等離子(zǐ)體放(fàng)電通道半徑(jìng)是隨時間的變(biàn)化(huà)而逐漸增大,形狀大致是圓(yuán)柱體嘲。前人 經過研究得出放電通道半徑的公式為:

3.仿真分析
3.1建(jiàn)模與劃分網格
通過仿真(zhēn)前的分析可知,電火花(huā)放電蝕除材料的範圍很小,一般在幾十微米以內,因此合(hé)理的建(jiàn)模很重要(yào)。由(yóu)於分(fèn)析的模型是軸對稱的,所以建立半徑為80pLm的l/4圓形。單元類型選(xuǎn)擇時,二維熱實體采(cǎi)用4節點PIANE55進行建模,三維熱實體采用8節點的SOLID70進(jìn)行建模。
網格的劃分是ANSYS仿真分析過程中占用工作時間最長且最為關鍵的一步,網格劃分的優劣直接影響仿真分析結果的好壞。電火花線切割加(jiā)工溫度(dù)場在很小(xiǎo)的範圍內溫度急(jí)劇變化,因(yīn)此在(zài)放電點周圍的網格需要劃分的較細。基於對工作效率(lǜ)的考慮,在遠離(lí)放電點的區域(yù),其網格相對可以大些(xiē)。仿真分析劃分網格(gé)大小為5μm,並且在局部(bù)進行細化。劃分網格後的模型,如圖2所示。
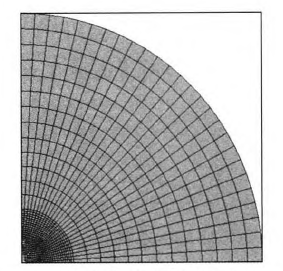
圖2模(mó)型與網格劃(huá)分
3.2定義材料屬性
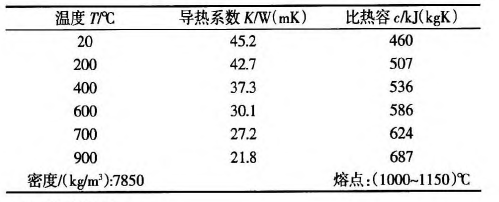
Crl2MoV鋼的導熱係數與比熱容是隨溫度變化的。電火花線切割加工過(guò)程中溫度(dù)急劇變化,可以通過ANSYS中Add Tem—perature功能將這些離散的參數輸入,係(xì)統會自動進行插值。c卜12MoV鋼的物理性能參數(shù),如表1所示。
表1 Crl 2MoV鋼(gāng)的熱物理性能參數
3.3荷載施加
3.3.1初始條件與邊界條(tiáo)件
電火花線切割加工Crl2MoV鋼的溫度場仿真分析是非線性瞬態熱分析過程,初始條件即為(wéi)初(chū)始溫度的施(shī)加,因此選擇剛開始(£=o)的溫度為室溫20。C,施(shī)加到模型的每一個節點上。這樣得到(dào)物理模型的(de)邊界條件為:
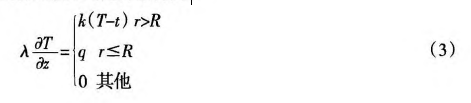

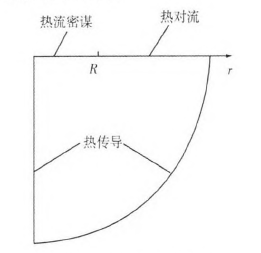
圖3熱(rè)載荷施加示意圖(tú)
3.3.2熱流密度
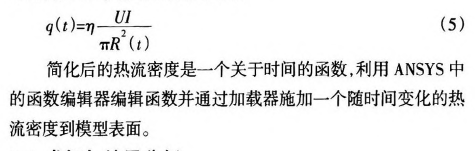
當放電(diàn)通道形成後,電子(zǐ)與離子碰撞產生高溫。由(yóu)於通道中心的(de)帶電粒子密度最大,通道邊緣處(chù)密度較(jiào)小,所以在放電通道(dào)內,能量的分布大致(zhì)符合高斯分布,且碰撞(zhuàng)產生的能大部(bù)分以熱(rè)能形式分配到正負極上,由於極性效應,正負極所得到的能量分別占到40%和20%聞,而其餘能量(liàng)被工作(zuò)液帶走或者以熱輻射形式散失151。這樣熱流密度同樣以高斯分布形式作為表麵熱源輸人工(gōng)件表麵{]I。熱流密度q的表達(dá)式為:

式中:口(r,t)—熱流密度,它是一個隨時問和距通道中心距離變化而變化(huà)的值;滬嘲口工電壓,它的(de)值可通過線切割加工機床電壓表讀取;,_—峰值(zhí)電流;,r一能量分配係數,其值取0.4。
電火花線切割加工過程中(zhōng),放電通道很小,因此為簡化計算(suàn)。假設通道圓形截麵上的能量是均勻的,即熱流密度輸入(rù)是均勻的,將(4)式(shì)簡化後的(de)表達式為:
3.4求(qiú)解與結果(guǒ)分析
表2加工參數
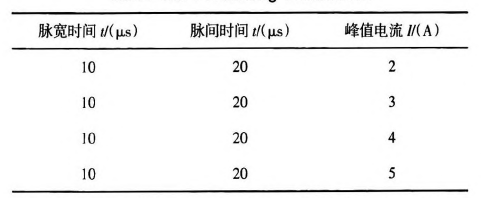
保持其他電參數不變,通過改變峰值電流(liú)的大小,仿(fǎng)真分(fèn)析其對表麵粗糙度的影響,加(jiā)工參(cān)數(shù)列表(biǎo),如表2所示。峰值電流是決定單個脈衝能量的重要因素I·Ol,不同(tóng)峰值電流情況下,溫度場的分布雲圖,如圖4所(suǒ)示。由圖中(zhōng)可知,中心區域的溫度可達(dá)近(jìn)10000。C,並且隨著峰值電流的增大,中心區域的溫度也(yě)不斷增加。Crl2MoV鋼的熔點(diǎn)在(1000~l 150)%,在近達10000。C的高溫下(xià),工件材料(liào)迅速熔化氣化(huà),達到蝕(shí)除材料的目的。
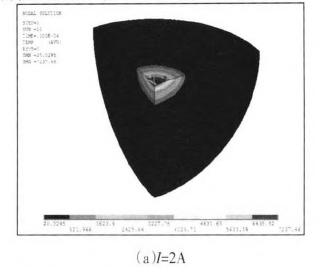
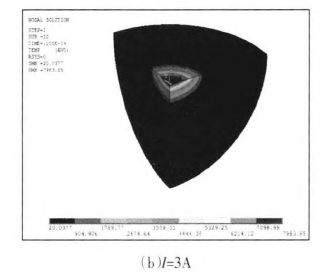
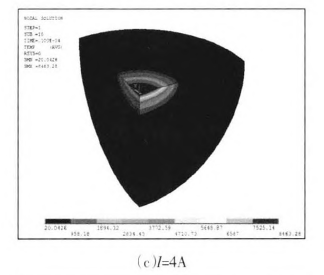
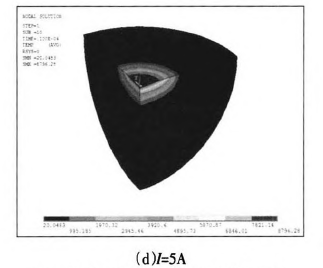
圖4不同峰值電流下的溫度場分布雲圖
單個(gè)脈衝能量增大,則材料蝕(shí)除率增(zēng)加,但是表麵粗糙度(dù)會變差,因此峰值電流的改變必然(rán)會影響表麵粗糙度。在峰值電流(liú)I=5A時,溫度沿(yán)深度方向變化的曲(qǔ)線,如圖5所示(shì)。由圖可知沿著遠離(lí)熱流密度輸入表麵的方向,溫度逐漸降低。由於Crl2MoV鋼的熔點(diǎn)為1000—11500C,故將4個不同峰值電流情況下,沿深度方向溫度大於1150℃的長度認為是放電(diàn)加工完(wán)全蝕除(chú)工件材料形成(chéng)凹坑的深度,並把不同峰值電流下凹坑深度的變化趨勢繪入(rù),如圖6所示。
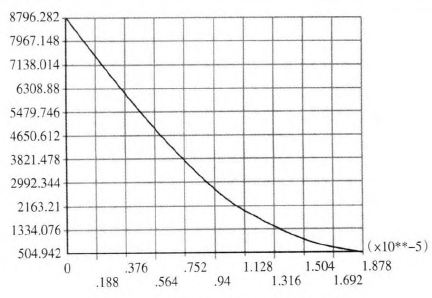
圖5 I=5A時沿深度(dù)方向的溫度分布曲線
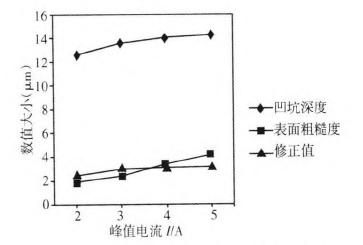
圖6凹坑深度、表麵粗糙度和修正值趨勢圖
3.5試(shì)驗驗證
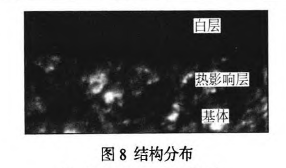
以仿真分析的試驗平台北京阿奇(qí)夏米爾公(gōng)司ACTSPARKFW一1型數控高速走絲電(diàn)火花(huā)線切割機床,通過相同的電參數進行加工。將獲得的(2x10x20)mm的試件(jiàn),利用TR220手持式粗糙度儀測(cè)量其表麵粗(cū)糙度Ra值,同樣將不同峰值電流(liú)下表麵粗(cū)糙(cāo)度的變化趨勢(shì)在圖6中表示,從圖6可以看出,通過仿真預測的表麵粗糙度趨勢與試驗結果相符(fú)。但是數值上有一(yī)定的偏差,這是由於白層的影響(xiǎng)。在放電加工(gōng)過(guò)程(chéng)中(zhōng),溫度急劇變化,一部分熔化材料來不及被工作液帶走就會迅(xùn)速冷卻(què)形成(chéng)一層凝固層,也就是白層[Ill。關於白層的厚(hòu)度,它不僅與電參(cān)數(峰值(zhí)電(diàn)流、脈(mò)寬(kuān)時間),還與走絲速度有關係【121。利用三(sān)維(wéi)超(chāo)景深(shēn)顯(xiǎn)微鏡可以觀(guān)察到白層在最表層,接下來是(shì)熱影響(xiǎng)層,還(hái)有(yǒu)基(jī)體。峰值電流I=4A時的工件表麵形貌(mào),如圖7所示。峰值電流I---4A時工f牛側麵(miàn)觀察到白層、熱(rè)影響層以及基(jī)體的分布,如(rú)圖8所示。
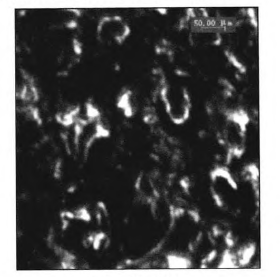
圖7表麵形貌
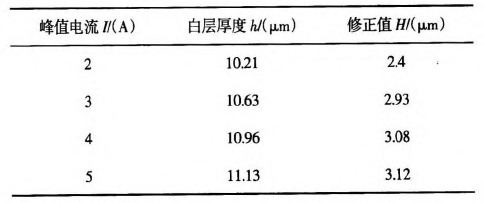
因此,修正後(hòu)的(de)凹坑深度應為仿真凹坑深度減去白層的厚度,表3中所示為利(lì)用三維超景深顯微鏡觀察並測(cè)量峰值電流扛2,3。4,5A時白(bái)層(céng)的厚度。將得到的修正值的變化趨勢在圖6中表示出來,從圖6中可(kě)以看(kàn)出修正(zhèng)後的(de)值與實(shí)際表麵粗(cū)糙度已經很接近了。
表(biǎo)3白層厚度與修正(zhèng)值
4.結束語(yǔ)
通過上述分析與驗(yàn)證可知,利用ANSYS仿真分析電(diàn)火花線切割加工Crl2MoV鋼的溫度場分布能夠很好的預測峰值電流對表麵(miàn)粗(cū)糙度的影響。同樣的道理,利用相同的方法也可以研究其他(tā)電參數對表麵粗糙度的影(yǐng)響。
通過分析(xī)產生白層的原因,利用顯微鏡觀(guān)察驗證了這一結構的存在。在仿真分析的過程中(zhōng)將白層厚度的影響考慮在內,可(kě)以(yǐ)得到更加吻(wěn)合的曲線。該方法對合理優化參(cān)數,提高工作效率具有重要的作用,對實際生產中提高Crl2MoV鋼的加(jiā)工(gōng)質量具有一定的(de)指導意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多
調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床(chuáng)產(chǎn)量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據