


鈦合金電火花加工技術的研究進展
2016-12-7 來(lái)源:南京航空(kōng)航天大學機電學院(yuàn) 作者:何俊生 劉壯 高長水 徐國忠 陶煒 周大
摘要:從鈦合金(jīn)的電火花(huā)成型加工、電火花線切割加工、電(diàn)火花強化工藝三方麵歸(guī)納電火花加工鈦合金材料的研究現狀。建立了(le)加工條件對工具電極的損(sǔn)耗、加工精度、表麵質量(liàng)影響的多個數(shù)學模型.並進行了分析和比較。在改善鈦合金電火(huǒ)花強化後的硬度、耐磨性、耐蝕性方麵取得了明顯成果。關鍵詞:鈦合金電火花成型電火花線切割(gē)電火花強化
鈦合金因其密度小、比強度高(gāo)、耐蝕性好(hǎo)等優(yōu)點[1-2],廣泛應用於航空、航海、化工、冶金、核工業和醫學等領域。如航空發動機中的壓氣機盤(pán)、壓氣機葉(yè)片和(hé)風扇葉片,艦船中的耐壓艇體和(hé)泵體(tǐ)等。鈦合金屬於難切削材料(liào)[33。鈦合金的導熱(rè)係(xì)數小,在加工鈦合金時切削溫度高,產生的熱量很難(nán)通過(guò)工件釋放∽3;鈦合金的比熱小,加工時局部溫度上(shàng)升快,造成刀具(jù)溫度很高,刀尖急劇磨損,使用壽命降低(dī);鈦(tài)合金彈性模量低,使已加工表麵容易產生回彈(dàn),易引起(qǐ)刀具(jù)後刀麵與已(yǐ)加工表麵間產生強(qiáng)烈摩擦。從而磨損刀(dāo)具和崩(bēng)刃。而電火花加工不受加(jiā)工對象的強度、硬度(dù)及脆性影響,幾乎不產生切削力,加工範圍廣,這些特點有利於鈦合金的加(jiā)工。筆者從電火花成型加工、線切割、電火花表麵強化三方麵(miàn)論述了電火花加工鈦合金的研究現狀(zhuàng)。
1.鈦合金的電火(huǒ)花成(chéng)型加工
對於電火花成型加工來說(shuō),材料(liào)的可加工性主要取決於材料的導電性及熱學特性。如沸點、熔點、比熱容、熱導率和電阻率等。鈦合金的熔點高(見表1),導
表l 鈦合金物理(lǐ)性能

熱性比碳鋼(gāng)低很多.加工時需要很大(dà)的能量才能(néng)完全氣化,所以其對(duì)於電火花加工也是一種難加工材料。為了提高電火花加工鈦合金(jīn)時的材料去除率和(hé)表麵質量,降(jiàng)低工具電極損(sǔn)耗(hào),國內(nèi)外(wài)學者(zhě)從電火花加工鈦合(hé)金機(jī)理以及優化電火花加工條件等方(fāng)麵著手開展了深入研究。
Tiwary A pt83通過曲麵響應法建立了脈衝寬度、峰值電流、開路電壓(yā)、衝(chōng)液壓力,以及與材料去(qù)除率、電極(jí)損(sǔn)耗、加32間(jiān)隙、加7-錐度等工藝指標有關係的二次多項式數學(xué)模型。相比實(shí)驗(yàn)得到的(de)工藝指標值,利用該模型預計的平均誤差是3.32%。得出優化後的鈦合金電火花加工參數分別為:脈衝寬度l鬥s,峰值電流2.5 A,開路電壓50 V,衝液壓力0.2 kg/cm2。Hascalik A[91在電火花加工後的鈦合金表麵檢測(cè)到Ti24C15(如圖(tú)1所示),Ti24C15會提高鈦(tài)合金表麵的(de)硬(yìng)度(如圖2所示)。在(zài)加工(gōng)後的表麵觀(guān)察到了顯(xiǎn)微裂紋,這降低(dī)了鈦合(hé)金的耐疲勞性能。電火(huǒ)花加(jiā)工(gōng)鈦合金TC4的加工效率、電極絕對損耗(如圖(tú)3所示(shì))、平均白層厚度隨著峰值電流以及(jí)脈衝(chōng)寬度的增加而
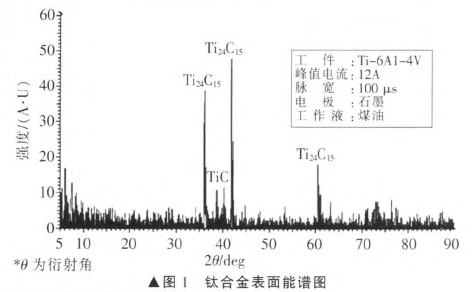
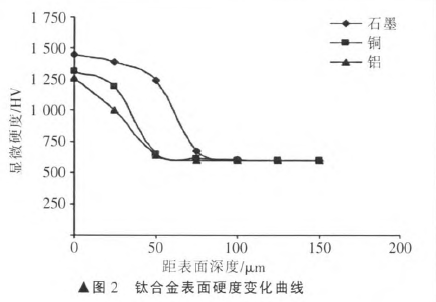
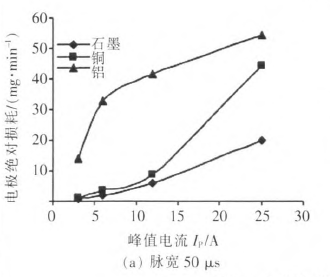
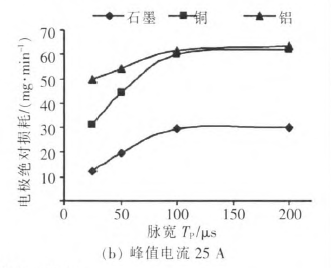
圖3 電極絕對損耗對比圖
增加,表麵粗(cū)糙度(dù)值降低。但是脈衝寬(kuān)度達到200 p.s時。材料去除率降低,表麵粗糙度值增加。相比鋁、銅電極.石墨(mò)電極在材料(liào)去除率、電極損耗方麵更有優勢.不過加工後工件的表麵更粗糙。
強華等[101使用紫銅電極和銅鎢電極的電火花(huā)加(jiā)工鈦合(hé)金時發現。在不同的規準下,電極相對損耗是一(yī)樣的(de)。粗(cū)規準宜選用紫(zǐ)銅電極(jí),精(jīng)規準宜選用銅鎢合金電極。這樣(yàng)使加工精(jīng)度以及加工效(xiào)率比單純使用紫銅電極或者銅鎢電極都要好(hǎo)。
陳文安(ān)等發現.相比火花油(yóu).使用蒸餾水作為電解質,消電(diàn)離更加充分,加工更穩定。在放電(diàn)後電極表麵和鈦合金表麵形成了鈦的氧化物或者碳(tàn)化物,這些生成物一方麵補(bǔ)償了電極的(de)損耗,另一方麵也造成了放電加32要消耗更多的能量。Kao等利用灰色理論優化了鈦合金的(de)電(diàn)加工參數,將工具電極損耗降低了15%,表麵粗糙度值降低了19%,材料去除量提高12%。近些年。有學者通過采用(yòng)超聲電(diàn)火花複合加工、在電火花工作液中加(jiā)入顆(kē)粒物、使用獨立電極取代單個成型電(diàn)極等新途徑。來進一步提高鈦合金的電火花成型加工(gōng)效(xiào)率,改善(shàn)電火(huǒ)花(huā)成型加工(gōng)的表麵質量(liàng)。
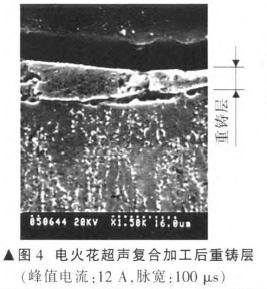
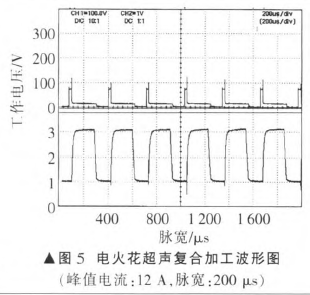
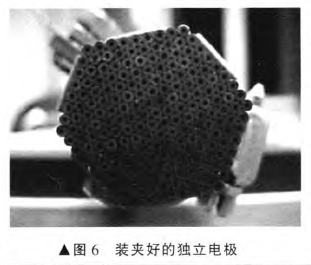
所謂超聲電火花複合加工(gōng),是指在電火花放電(diàn)加工的電極(jí)上施加超聲機械振(zhèn)動,同時在煤油工作液中混入SiC等微(wēi)粉,來達到超聲磨料拋光和火花放電蝕除加工的複合(hé)作用。Lin采(cǎi)用超聲電(diàn)火花複合加工的方式(shì),利用(yòng)工作液(yè)高頻振動以及磨料(liào)對工件有衝擊作用,使得加工效率變高,重鑄層變(biàn)薄(如(rú)圖(tú)4所示),不(bú)正常放電次(cì)數會顯著降低(如圖5所示),不(bú)過表麵粗糙(cāo)度(dù)值也變大了(le)。Kolli在電火花專(zhuān)用煤油中混入不同濃(nóng)度的B4C顆粒(lì),發現B。C顆粒提高了材料(liào)蝕除效率,降(jiàng)低了(le)電極絕對損耗和表麵粗糙度值。Azadll51使用曲麵響應法,在SiC濃度為16.8 g/L、單個脈衝放電能量為57.8 M時(shí),將放電後鈦合金表麵粗糙度值減小(xiǎo)到O.75 o,m。通常電火花(huā)成型加工使用的是單個成型(xíng)電極,而將單個成型電(diàn)極分割為多個獨立電極,將這(zhè)些獨立電極連接脈衝電源(yuán),從而使單個獨立電極放電後(hòu),其它獨立電(diàn)極與加工麵之間的間(jiān)隙電壓依(yī)然存在,進而實現在試樣表麵持續不(bú)斷地放(fàng)電,以(yǐ)提高加工效率。圖6為裝夾好(hǎo)的獨立電極。
2.鈦(tài)合金的電(diàn)火(huǒ)花線切割加工
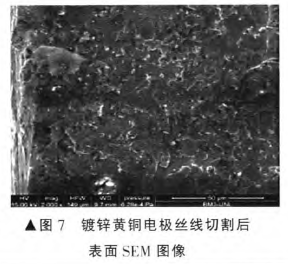
衡量鈦合金(jīn)電(diàn)火花線切割加工性能(néng)的指標(biāo)有切割速度、電極絲損(sǔn)耗、表(biǎo)麵質量、加工精(jīng)度等,影響這些指標的因素很多,為此,研究者從鈦合金自身屬性(如電導率、熱導率、熱膨脹係數、密度)、電極製作、加工參數(shù)等角度,建立了(le)多種分析模型,對鈦合金線切割後的硬度、相變、重鑄層、殘餘(yú)應力、粗糙度、切割速度的變化做了探究,最終優(yōu)化了線切割加工條件。Spur E川(chuān)利用有限元分析方法,建立了能(néng)夠描述電火花放電(diàn)對於尺寸、強度隨時間變化(huà)的半無限固體影響的(de)模型,得出了鈦合(hé)金的(de)導熱係數和比熱容是影響其線切割加工效率以及熱影響區大(dà)小的重要(yào)屬性。Nourbakhsh通(tōng)過田口試驗(yàn)設計法.發現鈦(tài)合金TC4線切割速度與峰值電流、脈衝寬度呈正比關係,而線切割後表麵粗糙度與峰值電流、脈衝寬度呈(chéng)反(fǎn)比關(guān)係(xì)。電極絲的斷裂與脈衝間隔、脈衝寬度、張力大小、衝(chōng)液(yè)壓力有密切關係。相比(bǐ)沒有鍍層的黃銅電極絲,鍍鋅黃銅電極絲能提(tí)高線切割效率、降低表麵粗糙度值(如圖7所示)。
Poros利用三種不同的黃銅電極絲進行了線切割(gē)鈦(tài)合金TC4的試驗,並進行量綱分析,建立了關於加工效率的半經驗模型。利用該半經驗(yàn)模型可以分析、預測鈦合金TC4的(de)多個物理特性(如電導率、熱導率(lǜ)、熱膨脹係數、密度)以及線切(qiē)割加工參數(shù)對於(yú)蝕除效率的影(yǐng)響。其中,鍍(dù)了CuZn20黃銅的黃銅(tóng)電極絲的最大蝕除速率能達到17.75 mm3/min,比沒有鍍層的黃銅電極絲、鍍鋅黃銅電極絲高出18%和16%。並且發現,脈衝的波形也(yě)會對蝕除速(sù)率有影響。
Sarkar㈨采用中心組合設計的(de)實驗設計思路,基於曲(qǔ)麵響應法(fǎ)的分析理念(niàn),建立了關於線切割1一(yī)鈦鋁化合物後表麵(miàn)粗糙度、線電極絲偏移量、切割速度(dù)的二次多項式數(shù)學模型。該(gāi)模型能夠有效地估計出指定(dìng)的(de)線切割參數對線切割過程的影響。采用帕雷托優(yōu)化算法進行綜合優化後(hòu),得出線切(qiē)割1一鈦鋁化合物後表麵粗糙度與切割速度呈反比關(guān)係,不(bú)過當切割速度超過13.88 mm/min後,表麵粗糙度會急劇惡化。
鈦合金線切割(gē)後的表麵產生了氧(yǎng)化物或者氮化(huà)物,顯微硬度、微觀形(xíng)貌也發生變化.這對於三元形狀記憶合金以及鈦合金著色上(shàng)都有應(yīng)用。Kuriakose通過比較XRD圖譜(pǔ)中衍射峰強度(dù)以及峰位角的不同,得出了(le)脈寬、脈(mò)間(jiān)對線(xiàn)切割(gē)後鈦合金TC4表麵金屬特性有重(chóng)要(yào)影響,而(ér)采用(yòng)鍍鋅的黃銅電極絲線切割能使鈦合金TC4表麵金屬特性更加均勻。比較多個(gè)線切割參數,得出減小脈衝間隔能明顯減少鈦合(hé)金TC4表麵氧化物的生成(chéng)。Hsieh‘z3發現,在大的彎曲應力下,線切割後Ti—Ni—X三(sān)元形狀記憶合金(jīn)的形狀恢複性能會有輕微降低,線切(qiē)割表(biǎo)麵硬度會比基體要大。鈦合金線切割(gē)後可以產生氧化物或者(zhě)氮(dàn)化物,這被應用於鈦合金的著色上。文獻(xiàn)[23]發(fā)現,鈦(tài)合金線切割後表麵形成了不同厚度的氧化鈦膜,在光的幹涉作用下會得到不同顏色的幹涉光.通過控製氧化鈦(tài)膜的厚度。可對鈦合金著不(bú)同的顏色。
3.鈦合金的電火花沉積強化加工
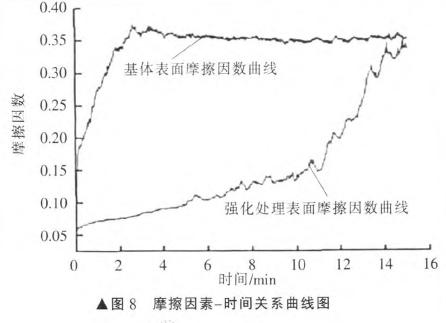
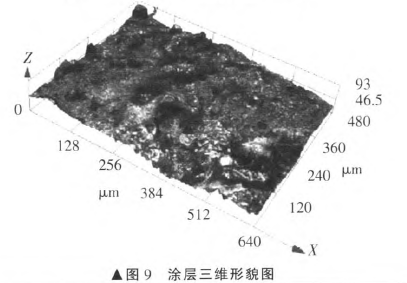
鈦合金的硬度較低(dī),摩擦因數大,耐磨性能差,易發生黏著磨損和微動磨損,導致零部件的早期失效,嚴重影響了(le)鈦合(hé)金的應用。因此,對鈦合金進行表麵改性和強化處理是鈦合金推廣應用的重要難題。鈦合金的電火花表麵強化是(shì)用導電材料(硬質合金、石墨(mò)等)作為陽極,在空氣、氮氣或氬氣等中使之與鈦合(hé)金試(shì)樣之間產生高頻脈衝放電,利用產生(shēng)的高溫環境,將熔化的電(diàn)極材料(liào)熔滲至(zhì)工件表麵,來形成具有冶金特性(xìng)的強化層,提高零件的硬度(dù)、耐磨性、耐蝕性(xìng)及熱(rè)硬性等表麵性能。與其它表麵處理工(gōng)藝(如熱噴塗、堆焊、電鍍、PVD、CVD等)相(xiàng)比,電火花表麵強化過程能量輸入(rù)少,熱影(yǐng)響區也很小;強化層是(shì)高(gāo)溫高壓下形成的合金(jīn)層,並非簡單的材料塗敷,因此其結合強度較高。劉誌東等[241使用旋轉的柔性銅電極對鈦合金表麵進(jìn)行電火花表麵強(qiáng)化,得到的強化(huà)表麵硬度(dù)相對(duì)基體提高了237%~399%;強化層厚21~157鬥m,表麵沒有明顯的放電蝕除凹坑,表麵粗糙(cāo)度變化(huà)量也不大;強化層在HF和(hé)HNO,混合溶液中,耐腐(fǔ)蝕能力很(hěn)好;表麵磨損(sǔn)性能也得到了提升(shēng)(如圖8所示)。王明偉等∞1以WC為電極,氬氣作為保護氣,在BT20基體上製備了強化沉積層。得到的沉積層和(hé)基體結合致密,形成(chéng)了良好的(de)冶金結合。沉積層表麵呈潑濺狀(zhuàng)形貌(如圖9所示)。沉積層顯微硬度呈梯度變化.最大硬度達到基(jī)體的3倍。
4.總結
研究者們通過大量的實驗對各(gè)種鈦合金(jīn)電(diàn)火花加工技術的加(jiā)工工藝進行(háng)最優化研究(jiū),得到了許(xǔ)多(duō)數據和經驗(yàn)模型。同(tóng)時,借助於中心組合設計、田(tián)口試(shì)驗設計、曲麵(miàn)響應法、有限元分(fèn)析、帕雷托優化算法等,實現了對鈦合金電火花加工中加(jiā)工條件的優化處理,預測出加工指標的變化.深入(rù)理解鈦合金電火花加工機理。近些年(nián)出現(xiàn)的電火(huǒ)花複合加工、混粉加工、使用獨立電極代替單個成型(xíng)電極等新途徑(jìng),也展現出(chū)了其優勢。電火花表麵(miàn)強化技術在鈦合金加工領域取得了較好的效果,鈦(tài)合金表麵通過電火花沉積,可得到具有高硬度(dù)、耐磨、耐高溫氧化和摩擦因數低(dī)的特殊表麵塗層。電火花加工將來應該結(jié)合超聲加工、電解加工等方式,朝著高加工精度、高加工效率、無(wú)變質層方向(xiàng)更近一步,從而(ér)滿足現代化發展的需要。
投稿箱:
如果(guǒ)您有機床(chuáng)行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點(diǎn)
| 更多
調查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產量數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多