


電火花高速小孔(kǒng)機加工工藝研究
2016-11-24 來源:沈陽黎明航空發動機(集團)有限責任公司 作者:王柱(zhù) 王峰
摘(zhāi) 要:本文介紹了APos 1200 CNC P型電火花高速小孔(kǒng)機加工工藝研究的攻關內容。
關鍵詞:電火花(huā)高速小孔機;參(cān)數;操作;程序
APos 1200 CNC P型電火花(huā)高速小孔機是由德國Heun公司生產的(de),它與我們擁有的其他(tā)電火花設備有一定的相同之處,但在係統與操作方法上有其特(tè)點。具有工作台UV軸(zhóu)旋轉立式加工,應用3R快速更換夾具(jù),自動更換電極和導向(xiàng)器等功能,可加工通孔、盲孔(kǒng)等(děng),加工孔徑範圍(wéi)為:φ0.3-φ6mm。
1.操作
APos 1200 CNC P型電火(huǒ)花高速小孔機係統主要有:anual(手動操作)、General(加工參數頁麵)、Changer(電極庫和導向器(qì)庫)、坐標係、找零件中心、Auto(程序運行)、NC-EDIT(程序編輯)等界(jiè)麵。
1.1 Manal(手動操作)
頁麵在本頁(yè)麵手動模式下有下(xià)列功能:各軸手動移動、夾頭操作、高壓泵操作(zuò)、門鎖(suǒ)。同樣可(kě)以使用手輪操作。
1.2 General(加工參數頁(yè)麵)
界麵上(shàng)半部分為EDM加工參(cān)數的設定。中間是一些工作狀態,比(bǐ)如顯示水的溫度、導電率等。在索引卡的下麵,可以找到發電機的控製裝置和附(fù)加菜單(dān)的按鈕。在這(zhè)個區域裏顯示當(dāng)前的(de)加工參數:(1)Ton:指示脈衝電壓的持續時間。(2)Toff:指(zhǐ)示脈衝電壓停止時間。
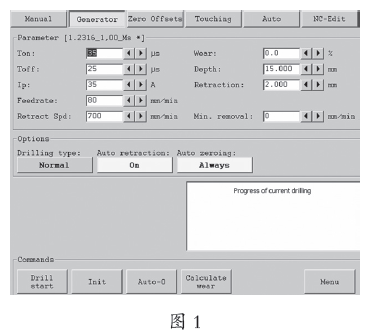
(3)Ip:指示發電機功率(電流)。(4)Feed:指示加工中W軸的進給速度。(5)Retraction speed:電極回退速度。(6)Combustion/wear:指示電極預期的燃燒/磨損。(7)Drilling depth:顯示加工(gōng)深度。(8)Retraction:指示加工後電極退出到工件上方的(de)距離。(9)Min.removal:這個值提(tí)供允許的最小(xiǎo)去除率,如果實際的去除(chú)率低於設定值。機床將執行事先(xiān)設定的反應。(例如,交換電極或(huò)停機)。如果(guǒ)設置為0,這個功能被屏蔽(bì),與反應的種類無關。本頁麵的內容(róng)將是(shì)EDM加工的主要(yào)內(nèi)容,通過調整參(cān)數保證零件加工的各種要求,比如重熔(róng)層等內容,這(zhè)也是客戶在設計圖中明確要求的內(nèi)容。並且此設備可以將加工參數建立備份,保存(cún)到機床中,在(zài)加工零件時可以通過程序進行調用出來(lái)。並且可以建(jiàn)立分層加工(gōng),即在加工時某加(jiā)工深度的參(cān)數(shù),可以保證零件的孔徑要求,減(jiǎn)少錐度。
1.3 Changer(電極(jí)庫和導向器庫)
電極交換器提供70種不同直徑(jìng)的電極,12種電極導套。電極和導(dǎo)套可以用CNC指令或(huò)菜單指令交換。此外,還可以手動對(duì)電極的規格、材質等的參數(shù)進行設(shè)置。
1.4 Zero(坐標(biāo)係(xì)零點)
此頁麵為(wéi)管理機床的零點。通過零點的設置(zhì)來建立工件坐(zuò)標係。對於圖表中的各個零點可根據需要進行命名。係統最多可以建立20個工件坐標係,當G159=0時為(wéi)機(jī)床坐標係。
1.5 Touching(找零件中心)
在此頁麵中共有13種找零件零點的方法,並(bìng)且自動記錄到工件坐標係中。這一項對與操作者而言減少了操作的複雜性,提(tí)高準確率。並且可以將這些找正方法在程序中體現(xiàn)。
1.6 Auto程序運行
在這(zhè)個頁麵裏,可以找到執行CNC程序所必(bì)須的(de)操作項。上(shàng)半部分顯示(shì)CNC程序。當執行子程序的情況下,程序(xù)分開顯示(shì):上半部是主程序;下半部是當前執行的(de)子程序。黃色標記的程序段說明(míng)正在執。可以進行空(kōng)運行,即按照程序運(yùn)行設備,但是不加工零件。
1.7 NC-EDIT(程序編輯)
在這個(gè)頁麵中管理和處理CNC程序。編輯器用於處理CNC程序。在文本窗口中可以用鍵盤輸入。
2.工藝(yì)研究
設備調(diào)試完成後我們進行了現有零件的參數調試
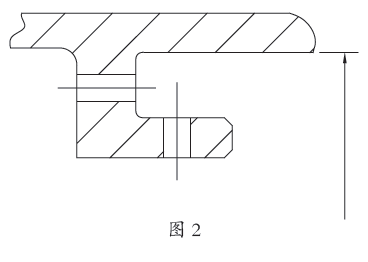
2.1 加工方發研究
在一些零件中,有需(xū)要(yào)從內向(xiàng)外加工的零件如圖1所(suǒ)示。此時由於電極屬於直黃銅管,在(zài)一些孔徑較小的孔徑(jìng)時(小於φ1.6),製造(zào)一些(xiē)可以將電極轉成一定角度(dù),而設備(bèi)也擺動一定角(jiǎo)度進行加工。
2.2 孔研究
2 .2. 1 孔徑。在電加工過程中,電(diàn)極會由於放電而導致磨損,從而在加工部位(wèi)出現錐度, 因此孔徑不易保證,而我們一些零件的(de)孔徑(jìng)公差比(bǐ)較嚴格(±0.025mm),需要在加工(gōng)時對參數進(jìn)行調整,通(tōng)過在加工過程中電極(jí)放電突破時,將加工速度加快,減少電極外徑放電時間,減少錐度。同時(shí)使用內徑(jìng)為陶瓷(cí)芯的特殊導向(xiàng)器以保證(zhèng)電極在加工過程中不會出現磨損以及(jí)擺動裝態。
2.2.2 盲孔加工。在(zài)零件的電火花(huā)加工過程中,由於電極材料和加工環境的影響,電極的磨損具有不定性,在加工時無法通過電極的試驗保證零件的(de)盲孔深(shēn)度。因此在不考(kǎo)慮電極磨(mó)損的裝態下,電極下降到加(jiā)工尺寸,將電極下端(duān)抬起到基準平麵(miàn)對零,並與剛下降的尺寸進行對比,即可(kě)得到孔深,進行下一(yī)次加(jiā)工,多(duō)次循環,保證零件的盲孔深(shēn)度。
3.編程
設備屬於五軸加工中(zhōng)心,使用UG後置處理編製走刀路線,並加入電火花打孔命(mìng)令、加工參數等,對於其他功能可以使用設備自帶功能進行編寫。
結論
本文所述高速電火花(huā)小孔加工由於屬於新設備(bèi)新工藝,在使用過程中,由於(yú)具有了新功能使電火花加工小孔具備了更大範圍零件的加工。
投稿箱:
如果(guǒ)您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機(jī)床產量(liàng)數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產(chǎn)量數據