


車床方刀架(jià)的表麵熱處理工(gōng)藝研究
2016-11-10 來源:武(wǔ)漢理工大學能源與(yǔ)動力工程學院 作者:白洋 鄭衛剛
摘要:傳(chuán)統車床方刀架在(zài)使用過程中經(jīng)常出現偏移現(xiàn)象,主(zhǔ)要原因是小滑板銷(xiāo)孔套(tào)筒耐磨性(xìng)差,磨損(sǔn)嚴重,降低了(le)加(jiā)工精度(dù)和工作效率。通過表麵熱處理工藝強化45 4鋼,使其耐磨性增強,從而解決了生產中車床方刀架的偏移問題。
關鍵詞:車床方刀架(jià);磨損;表麵(miàn)熱處理
傳統車床是工業生產的重要設備,車床表麵熱處理(lǐ)技術在車床生產中占有重要地位。車床的方刀架對車床的加工精(jīng)度(dù)影響很大,然而方刀架在使(shǐ)用(yòng)中的偏移、磨損等問題都將影響(xiǎng)產品(pǐn)的(de)加工精度,降低生產效率。本研究主要對車床的方刀架表麵熱處理工藝進行分析,探討解決方刀架耐磨性差的問題。
1. 車床方刀(dāo)架結構
車床方(fāng)刀架結構如圖1所示。
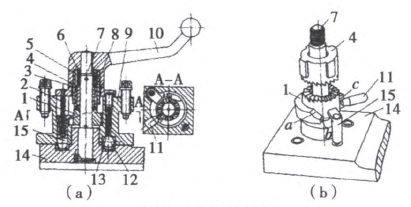
圖1方刀架結構
1.凸輪;2、6、13.彈(dàn)簧(huáng);3.墊圈;4.套筒(tǒng)的外花鍵;
5.套筒的內(nèi)花鍵;7.軸;8.跨銷(xiāo);9.架體(tǐ);10.手柄(bǐng);
11.銷;12.滾珠;14.小滑板;15.定位銷
2.車床方刀架產生偏移(yí)的原因
車床在(zài)長期使用過程中往(wǎng)往需要更換刀具,傳(chuán)統車床更換(huàn)刀(dāo)具時需要依靠刀架手柄的轉動來實現,由於刀架手柄部分的頻(pín)繁(fán)旋轉,使銷(xiāo)孑L套(tào)與定位銷之間(jiān)容易產生(shēng)過度磨損,橫截麵由圓形成為(wéi)橢圓形,導(dǎo)致方刀架運動時經常產(chǎn)生一定的偏移量。此偏移對工件加工精度影(yǐng)響很大,如操作人員采用手動調節的方法調整這一偏移量需要(yào)一定的輔助時間,影響加(jiā)工效率(lǜ)。
傳統CA6140車床小(xiǎo)滑板磨(mó)損如圖2所示。從圖2中(zhōng)可以看到銷孑L套磨損嚴重,其截麵幾(jǐ)乎為橢圓形。

圖2銷孔套磨損
3. 車床方刀架偏移解決方案
磨損是機械零件的(de)主要失效形式之一,在一定磨損條件下,影響鋼耐磨(mó)性的因素很多,包括工作條件(載荷速(sù)度、運動等)、潤滑狀態(tài)、環境因素(溫度、濕度、周圍介(jiè)質等)、材料(liào)因素(成分、力學性能等)、零(líng)件(jiàn)表麵質量(liàng)和物理化學特性等。為了提高(gāo)鋼的表麵(miàn)硬度和耐磨性,傳統的(de)做法是采用淬火和回火工藝進行處理(lǐ)。通過(guò)對銷孔套筒磨損的情況分析可知,普通(tōng)熱處理方法不能滿足車(chē)床方刀架(jià)長期使(shǐ)用的(de)要求舊(jiù)J。下麵探討兩種熱處理工藝對45。鋼硬度(dù)和耐磨性的影響(xiǎng),以(yǐ)提高45。鋼小滑板銷孔套筒的耐磨性能。
3.1亞臨界(jiè)淬火
在提高鋼的強度和韌性的同時也會(huì)提高其耐磨性。亞臨界淬火的(de)淬火溫度(dù)範圍在AC3兩相區(奧氏體+鐵素體相區(qū)),由於鐵素體相的存(cún)在(zài),使工件具(jù)有良好的韌(rèn)性;亞臨界淬火溫度下,淬火後馬氏(shì)體的含碳量比傳統(tǒng)淬火形成馬氏體的含(hán)碳量高(馬(mǎ)氏體形成硬度高的奧氏體要經過預(yù)熱),亞臨界淬火和高溫回火加熱比傳統的退火或正火效果更(gèng)好。因此,如(rú)果采取適當的預熱+亞溫淬火工藝,可以(yǐ)提高(gāo)鋼的強度(dù)和韌性,即提高(gāo)其耐磨性。
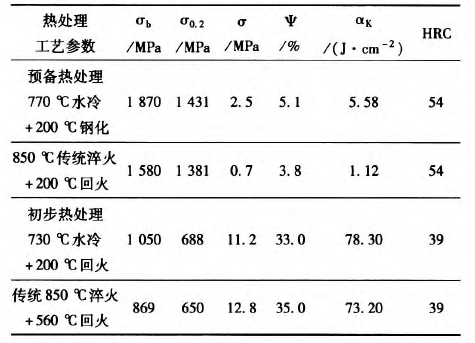
45.鋼亞l臨(lín)界淬火與傳統淬火的力學性能比較見表(biǎo)1。圖3所示為XJl一02立式(shì)金相顯微鏡觀(guān)察到的45。鋼730℃亞臨界淬火、770℃亞溫淬(cuì)火工藝處理後的鋼顯微組織。分析表(biǎo)l可知,45’鋼的770℃亞溫(wēn)淬火+200 oC回火樣品(pǐn)的強度、韌性遠遠高於850℃傳統淬火+200℃回火;此外,45。鋼730℃亞臨界淬(cuì)火+200 oC回火樣品的強度、韌性高於(yú)傳統850℃淬火+560℃回火。說明了45。鋼的強度和(hé)韌性在適當的熱(rè)處理條件下得到了加強,將其用作銷(xiāo)孔套管能(néng)顯著提高耐磨性。
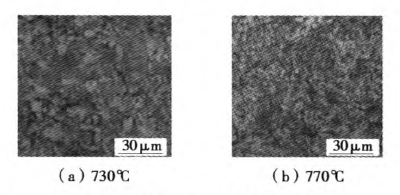
圖3 45。鋼工藝處理顯微組織
表1 45。鋼亞I臨界淬火和傳(chuán)統淬火後的力學性能比較
3.2表麵處理
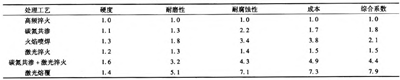
零件表麵質量是影響(xiǎng)其耐磨性的重要因素之一,通過(guò)表麵處理可以很好地解決(jué)銷孔(kǒng)套的磨損問題。加(jiā)熱或機械(xiè)/jⅡ-r_表麵處理技術不改變材(cái)料表麵的化學成分,但可以(yǐ)改變其結構(gòu)和(hé)性能,表麵處理可使零件獲(huò)得一定(dìng)深度的表麵硬(yìng)化層,而且其中心部分仍保持良(liáng)好的韌性(xìng),從而提(tí)高零件的耐磨性。通過采用幾種不同的表麵處理工藝,對45。鋼(gāng)的(de)耐磨性進行研究,可(kě)以得出45’鋼在不同表麵處理條件下的性(xìng)能差異H J。采用不(bú)同表麵處理工藝對454鋼樣品(調質態)進行處理的結(jié)果見表2,為便(biàn)於比較對數據進行了歸一化處理,幾種工藝處理樣品性能(néng)之間的(de)比較見表3。其中,碳氮共滲處理采用RR叮25—9T井式氣體滲(shèn)碳爐,煤油分解氣作為滲碳劑,液(yè)氨(氣化後,幹燥)作為滲氮(dàn)劑;采用GJ—l橫流激光器,其輸出功率500~2 000 W,連續可調,光斑直徑為3 mm,激光淬火試樣表麵做磷化(huà)處(chù)理。表2中,P和V分別為激光功率和掃描速度;P1和P2分(fèn)別是(shì)氧氣和乙炔氣體的壓(yā)力;Q1和Q2分別(bié)是氧氣和(hé)乙炔氣(qì)體流(liú)量;綜合係數是將硬度值、耐磨性、耐腐蝕性除以3所(suǒ)獲(huò)得的成本(běn)值。從表(biǎo)2可以看出,454鋼(gāng)在不同的表麵(miàn)處理工藝條件下可得出(chū)不同的硬化層深度和硬(yìng)化範圍,采用表麵處理工藝可提高試樣的硬化層深度。從表3可以看(kàn)出,由於表麵(miàn)處理工藝的改進,大大改善(shàn)了樣(yàng)品處理表麵的性能,提高了樣品的硬度和耐磨性。其中,激光熔覆可(kě)提高(gāo)試樣(yàng)的耐磨性,但成本最高;高頻淬火也能提(tí)高耐磨性,且與其他工藝相比成本最低。對(duì)普通車床的小滑板銷(xiāo)孔套來說(shuō),這幾(jǐ)種表麵(miàn)處理工藝都可以提高其耐磨性能,延(yán)長部件使用壽命,從而解決生產中的實際問題。
表2表麵處理工藝條件

表3 幾種(zhǒng)工藝的樣品性能
4. 結論
(1)在車床(chuáng)方刀架(jià)的使用過程中,傳(chuán)統的(de)車床拖板經常會出現一(yī)定的(de)偏移量,這是由小滑板銷孔套(tào)過度磨損造(zào)成的。銷孔套管材料為45。鋼,經傳統淬火後,經過透射電鏡觀察其組織,其耐磨性沒有達(dá)到生產要求。
(2)與傳統淬火(huǒ)相比,亞臨界淬火可以顯著提高45。鋼的強度、硬度、韌性,從而提高454鋼的耐磨性,如果將此(cǐ)工藝應用於銷孔,也可以大大提高其壽命周期。
(3)采用表麵熱處理可(kě)以提高454鋼的耐磨性,不同的表(biǎo)麵熱處理工(gōng)藝成本也不同,生產企業可依據小滑板上銷孔套筒(tǒng)的具體要求選擇適當的表麵處理工(gōng)藝。
投稿箱:
如果您有機床行業(yè)、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬(mǎ)")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能(néng)源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心(xīn)精度的幾種辦(bàn)法(fǎ)
- 中走絲線切(qiē)割(gē)機床的發展趨勢
- 國產(chǎn)數控係統和(hé)數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自(zì)殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國(guó)人(rén)沉(chén)默。製造業的騰飛(fēi),要從機床
- 一文搞懂數控車床加工刀(dāo)具補(bǔ)償功能
- 車床(chuáng)鑽孔攻螺紋加工方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與螺旋(xuán)銑孔(kǒng)加工工(gōng)藝的區別