


摘 要:海南省是我國(guó)主要(yào)的橡膠生產基(jī)地,每年生產60多萬噸的橡(xiàng)膠。而橡(xiàng)膠生產設(shè)備——趨片機,其輥筒外圓上的大導程螺旋槽的(de)加工與修複,該省的多家機械(xiè)廠主要是通過改進銑床或(huò)車床的(de)功能來實現的。該文就車床改進過程(chéng)中,介紹的一種分度機構,其結構簡單,實用性強,較適合該省各(gè)廠家(jiā)采用。
關鍵詞:車床 輥筒(tǒng) 大導程螺旋槽 分度機構
海南省每年都有大批(pī)量的橡膠生產設備主(zhǔ)要零部件的加(jiā)工與修複,趨片機輥(gǔn)筒大導程螺旋槽的加工與修複就是其中之一。在類似趨片機這樣的輥筒外圓上(shàng)加工大導程螺旋槽時(shí),我省的多家機械廠(chǎng)主要是通過改進銑床或車床的功能來實現的,圖1是用舊普通車床(chuáng)改裝(zhuāng)後的加工示意圖。
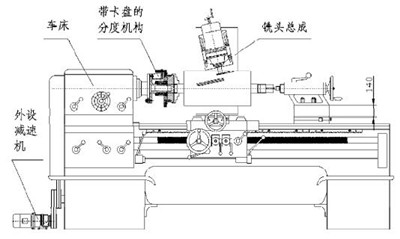
圖1 舊普通車床改裝後的加工(gōng)示意(yì)圖(tú)
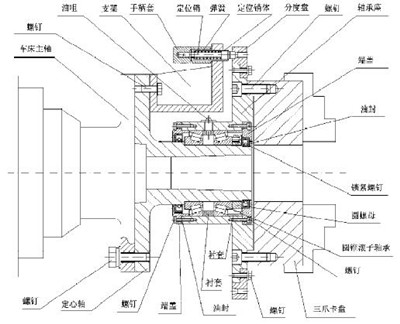
圖2 分度機構設計示意圖
為了把車床主軸的轉速降低下來,要外設一減速機。外設減速機經V帶傳(chuán)動副帶動車床主軸箱的I軸轉動,再通過主軸箱(xiāng)的最低檔把速度和動力傳到主軸。主軸經分度機構和卡盤帶動工件(輥筒)以很低的轉速轉動。主(zhǔ)軸再由(yóu)精確傳動鏈帶動拖板及安裝在其上的銑頭(tóu)移動,實現(xiàn)主軸一轉,銑頭(tóu)移動一個工件的導程。銑刀銑完一條螺旋槽後,經過分度機構(gòu)分度,再(zài)銑削另一條螺旋槽。按此順序,分度、銑削,再分度、銑削,直到把工件外圓(yuán)上的所有螺旋槽加工完(wán)畢(bì)。下(xià)麵就筆者設計的分度機構進行詳細的介紹,以饗讀(dú)者。
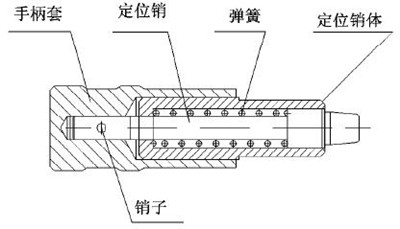
圖3 定位(wèi)機構示意圖
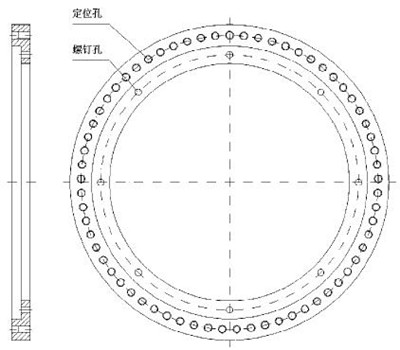
圖(tú)4 分度盤機構設計示意圖
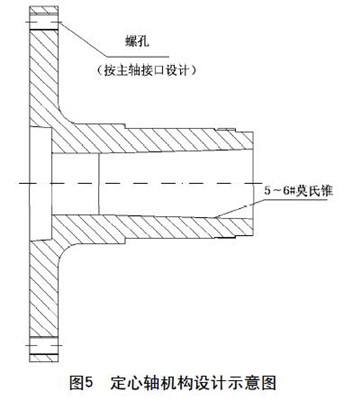

圖6 軸承(chéng)座結構設計示意(yì)圖
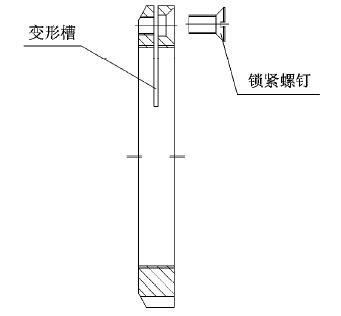
圖(tú)7 圓螺母結構設計示(shì)意圖
1 、車床上加工多條大導程螺(luó)旋槽分度機構的設計
1.1 設(shè)計要求
(1)輥筒大圓直徑×長度:Φ420×800;(2)螺旋槽頭數65;螺旋角12°(導程6 207.613 mm)。
1.2 分度機構總成
根據輥(gǔn)筒螺旋槽(cáo)的技術要求,我們用一台C630舊車床進行改裝,車床床頭箱和尾座各墊高140 mm。見圖1加工示意圖。為了保證準確分(fèn)度加工輥筒上的(de)螺旋槽,設(shè)計了如下的分度機構(見圖2)。
1.3 主要(yào)零部件結構
(1)定位機構:見圖3所示,由表麵有滾花的手柄套、定位銷體、頭部有錐度的(de)定位銷、彈簧等組成。可參考《機械零件設計手冊》上的結構和技(jì)術要求進行(háng)設計製作(或(huò)采購)。
(2)分度盤結構:定位孔數按工件的槽數(或與槽數成整(zhěng)數的倍數(shù))加(jiā)工,見圖4所示。如加工輥筒可把分度盤上的一個圓周加工出(chū)65(或n×65)個等份(fèn)的定位孔數。而65個定位孔的分度孔盤也可(kě)以把圓周分成5和(hé)13等(děng)份。
(3)定心軸結構:見圖5所示。該零(líng)件的左端麵結(jié)構按車床主軸端(duān)部(bù)的接(jiē)口結構(gòu)設(shè)計、製作。為了便於工件的定位,在定心軸的右端設計一莫氏(shì)錐度孔,用(yòng)於安裝(zhuāng)頂尖。右(yòu)端外圓製作有螺紋,用於軸承的間隙和預緊力的調整(zhěng)。
(4)軸承座結構:見圖6所示,右端位置(zhì)按分度盤接口和車床三爪卡盤接口設計與製作。
(5)圓螺母結構:見圖7所示,為了使結構緊湊,該分度機構采用單圓(yuán)螺母對軸承的間(jiān)隙進行調整與預緊。同時,為了防止圓螺母在工作過程中鬆動,在圓螺母的一側加工一變形槽,當圓螺母把軸承調整好後,擰緊(jǐn)變形槽處的鎖緊(jǐn)螺釘,使圓螺母的一側(cè)發生變形,螺紋螺距發生變化,使圓螺母達到防鬆的作用。
1.4 分度機構的工(gōng)作原(yuán)理
主軸的旋轉運動和動力經過定位銷機構傳給(gěi)分度盤,由分度盤通過三爪卡盤帶(dài)動工件旋轉運動,實現加工的(de)圓周進給運動。加工完成一條槽後,手工(gōng)操作定(dìng)位銷脫開分度盤,扳動三爪卡盤帶動工件轉動,當分度盤轉過一個孔後,把定位銷插進分度盤(pán)的孔裏定位。定位好後就可以(yǐ)加工另一條槽。按此方法操作,就可(kě)把工件的所有槽分度並加工完畢。
2 、結語
該(gāi)分(fèn)度機構結構簡單,不需更改車(chē)床的原有結構,車床原有功能沒有縮小。因采用滾動軸承支承工件,因此,操作(zuò)阻(zǔ)力(lì)小、輕便。另外,因主軸的轉速較低,可不必在定(dìng)位銷的對稱位置加(jiā)裝配重。在加工過程中,為了保證定位銷(xiāo)機構每次在分度(dù)前(qián)其均轉到操(cāo)作者的正麵停止,以方便操作者操作分(fèn)度,可(kě)在(zài)車床的床身上安(ān)裝一個限(xiàn)位(wèi)開關,當拖板帶動銑頭退刀到限位開關位置時,主軸(zhóu)停止轉動,此時,定位銷機構正好轉到操作者的正麵停止。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情(qíng)況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年10月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月 基(jī)本(běn)型(xíng)乘用車(轎車)產量(liàng)數據