


CO2激光(guāng)切割LTCC基板工藝技(jì)術研究
2016-10-12 來源: 中國電子科技集團公司(sī)第三十八研究 作者:王運龍,宋夏,邱穎霞(xiá),王誌勤
摘要:針對LTCC基(jī)板進行CO2激光切割實驗研究。分析激光功率、激(jī)光頻率、切割速度及輔助(zhù)氣體壓力等參數對切割寬度、深度及飛濺物的影響(xiǎng)。闡述了LTCC中金屬導體對切(qiē)割的阻(zǔ)礙作用以及CO2激(jī)光的熱(rè)效應對LTCC表層導(dǎo)體形貌及附著力的影響。
關鍵詞(cí):CO2激光;LTCC基板;切割
低溫共燒陶瓷(cí)(Low Temperature Co-firedCeramics,LTCC)采用低溫(wēn)燒結陶瓷生料帶(dài)為電(diàn)介質層(céng),Au、Ag或Cu等高電導率的金屬為導電材料(liào),通過在生料帶上先打孔,然(rán)後進行導(dǎo)體填孔和表麵電路印刷,經疊片和層壓實現多層印刷電路圖形(xíng)的立體累加和互聯(lián),最後在低於900 ℃的(de)溫度條件下可(kě)燒結製成三維空間高密度電(diàn)路基板[1]。LTCC技術結合了電子電(diàn)路厚膜技術和金(jīn)屬導體-陶瓷(cí)共燒技術,基板燒製溫度低,呈現優異的高頻高Q 特性,傳輸損耗低,具有較好的溫(wēn)度特性,可實現無源元件埋置,產品集成密度高,易於實現多(duō)層布線與(yǔ)封裝的一體化結構[2]。由於(yú)LTCC優(yōu)異(yì)的性能(néng),目(mù)前已被廣泛應用於通信、射頻/微波領域、相控陣(zhèn)雷(léi)達的T/R模塊等模塊中。
通常情況下,為了提高生產效率,LTCC是在較大的(de)生瓷帶(如20.32 cm生瓷片)上同時製備若幹(gàn)個相同的電路單元,所以經過燒結製成的基(jī)板需要對大片電路進行切割使之成為每(měi)隻獨立的電路單元。外形切(qiē)割基本(běn)上是LTCC工藝過程的最後工序,其切割質量和效率直接決(jué)定著LTCC的成品率(lǜ)和產量。另外,對於複雜外形結構(gòu)的LTCC產品,外(wài)形切割的作用顯得更加重要(yào)。LTCC主要成分為陶瓷介質。由於陶瓷是由共價鍵、離子鍵或兩者(zhě)混合的化學鍵結合的(de)物(wù)質,在(zài)常溫下對剪應力的變形阻力很大,且硬度高;並且陶瓷晶體離子間由化學鍵(jiàn)結合而成,大,又使陶瓷有很大脆性(xìng)。因此(cǐ),LTCC基板材料的高硬度及(jí)脆性使其可加工性很差,即使有很小的應力集中現象也很容易被(bèi)破壞。
LTCC基(jī)板切割(gē)可采取機械(xiè)砂輪(lún)磨削劃切和激光劃切。機械砂(shā)輪劃切采(cǎi)用高速轉(zhuǎn)動的砂輪對陶(táo)瓷進行磨削加工[3]。由於陶瓷硬度高,刀具磨損量大,磨削效率低;再者由於是接觸加工,陶瓷材料在(zài)磨削過程中很容易破裂,致使廢品率增大。另外,砂輪劃切隻能進行直線劃切,對於異型基板加工無能為力。激光切割具有的單色性好、方向性好、相幹(gàn)性好和高亮度的特征,理論上可(kě)以加工任何高硬度高致密的物質[4]。采用(yòng)非接觸式的切割方式,不存在刀具(jù)磨損,可以(yǐ)加工任意形狀。但激光對材料的加工是一個非常複雜的過程,較小功率的激光切割效率很低,而大功率(lǜ)激光加(jiā)工的(de)熱效應(yīng)明顯(xiǎn),存在著熔融凝固層缺陷和(hé)裂紋的問題。本文應用150 W的CO2激光,針對FerroA6M LTCC基板進行(háng)激光切(qiē)割工藝研究,分析工藝參數對LTCC切割寬度、深度及飛濺物的影響規律。對LTCC基(jī)板外形加工成型(xíng)具(jù)有一定的借鑒作用。
1. 實驗材料與設備
實驗用LTCC材料(liào)選擇FerroA6M,基板厚度(dù)約(yuē)0.96 mm,密度(dù)約2.45 g/cm3,熱膨脹係數7×10-6/℃,熱導率2 W/(m·K),楊氏模量92 GPa。激光(guāng)器(qì)選用150 W CO2激光(guāng)器,激光波長10.6 μm,采用TEM模(mó)式(shì)。以(yǐ)脈衝(chōng)輸出為工作方式,同軸輔(fǔ)助壓縮空氣(qì)為工(gōng)作(zuò)氣(qì)氛(fēn),最高氣體壓力0.2 MPa,采(cǎi)用同軸吹氣,噴嘴直徑(jìng)1.5 mm,聚焦鏡焦距100 mm。激光劃片時焦點(diǎn)位置位於試樣表麵,使其達到熔融狀態(tài),進而汽(qì)化形(xíng)成圓坑。激光束在計算機(jī)的控製下(xià)產生移動,從而使圓坑部分重疊,在LTCC表麵形成連續的刻槽。通(tōng)過改變激光加(jiā)工參數(shù)、加工速率和吹氣壓力,進行劃片實驗(yàn)。用白光幹涉儀(yí)測出(chū)試樣的(de)一維(wéi)表麵形貌曲線,分(fèn)析切割質量。
2 .實驗結(jié)果與分析
2.1 激光參數(shù)的(de)影響
如圖1所示,實驗中設定激光重複頻率0.3 kHz,切割速度1 mm/s,氣體壓(yā)力水平50%,激光功率水平從3%改變(biàn)至36%,測得相應(yīng)的切縫深度和(hé)切割寬度。激光平均功率對切割深度和切縫寬度有明(míng)顯影響在其他(tā)參數固定(dìng)不變時,切縫(féng)寬度(dù)和切割深度隨著激光功率的增加而增大。當激光輸出功率增大時(shí),使單位時間內材料獲得的能(néng)量增加,切割深度隨之增(zēng)加(jiā),當輸出功率水平達到20%左右時,試樣被完全切穿。此外,隨著功率水平(píng)的增大,熱(rè)影響區也變大,處(chù)於材料破壞閾值之上的能量所對應的寬(kuān)度增大,表現為切縫寬度的增加。值得注意的是,在試樣未被切穿的情況下,切縫寬度基本呈現線(xiàn)性增大的趨勢(shì),而當試樣被完全切穿時,切縫寬度雖然隨著能量的增大(dà)而增大,但是增大的趨勢降低,激光能量水平的(de)影響作用降低。在試樣未切(qiē)穿和切穿(chuān)之間,切縫(féng)寬度變化較大。對於表麵的飛濺物,激光能量水平的影響主要是通過試樣是(shì)否被完全切穿體現的。在較低的能量水平條件下,試樣未被完全切穿,這樣熔融和汽化的陶瓷隻能在氣流的帶(dài)動下通過試樣的上表(biǎo)麵排出,容易在切縫(féng)的邊緣沉積形成飛濺物(wù)。而當試樣被完全切穿時,氣流帶動熔融和汽(qì)化的陶瓷通過試樣的(de)下表麵(miàn)直接排出,表麵飛濺物較少。另外,較高的激光能量增大材(cái)料(liào)汽化比例,同樣會使得表麵飛(fēi)濺物含量降低。在以下的試驗及分析中(zhōng),針對試樣未切穿和切穿分別討論,激光能量水平分別選擇12%和(hé)30%。在分別設定激(jī)光功率水平為12%和30%,其他參(cān)數不變的情況下,如圖2和圖(tú)3所示,激光重複頻率從0.1 kHz改變(biàn)至0.7
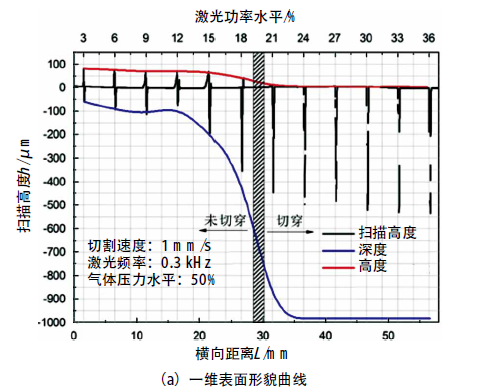
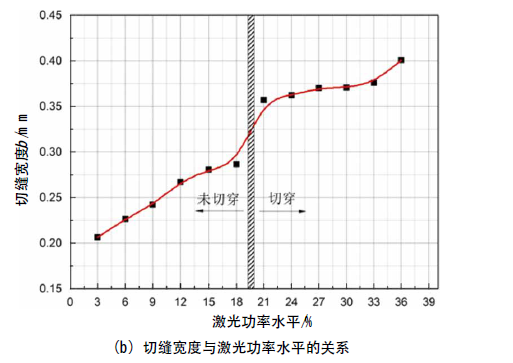
圖1 不同激光功率水平加(jiā)工條件下(xià)試樣的
一維表麵形(xíng)貌曲線(xiàn)及切縫(féng)寬度
kHz,測(cè)得相應的切縫深度和切割寬(kuān)度。激光功率水平為30%的條件下,改變激(jī)光重複頻率,試(shì)樣均被完全(quán)切穿。切縫寬度基本在0.35±0.03 mm,雖然(rán)隨著重複(fù)頻率的變化,切縫寬度有所變(biàn)化,但變(biàn)化較小。可見在試樣(yàng)被切穿的情況下,重複頻率對切縫寬度和深度(dù)影響較(jiào)小。激光功率水平為12%的條件下,改變激光重(chóng)複頻率,試樣均未被完全切穿。切(qiē)縫深度隨著頻率的增大(dà)呈現的變(biàn)化趨勢較(jiào)為複雜,而切縫寬度則在一直減小。通常而言,在固定其他參數的(de)條件下,重複頻(pín)率越高,峰(fēng)值功率越(yuè)小(xiǎo),單脈衝與材料(liào)作用的能量越小,影響區越小,切縫寬度也就越小。所以,隨著頻率的增大,切縫寬度降低。但(dàn)是,重複頻率越高,激光平均輸(shū)出功率增大。當重複頻率較低時,雖然平均功率很低(dī),但(dàn)脈衝的峰值功(gōng)率很高,激(jī)光束(shù)能(néng)夠使被加工材料快速汽化,材料汽化比例高,表麵飛濺物較少,會獲得較大的切割深(shēn)度。而隨著(zhe)重複頻率的上升,脈衝峰值功率降低,材(cái)料汽化比例降低,飛濺物增大(dà),切割(gē)深度降低。當重複頻率繼續上升時,雖然(rán)脈衝峰值功率處於較低水平,但輸出的平均功率(lǜ)增(zēng)加較為明顯,因此切割深度(dù)增大。進一步(bù)增大重複頻率,激光脈衝峰值功率進一步降低,材料汽(qì)化難度最大,而輸出的平均功率增加(jiā)有限,飛濺物比例更高,切割深(shēn)度則呈現降低趨勢。
2.2 切割速度的影響
切割速(sù)度的變化(huà)意味著激光與材料相互作用的時間變化,使材料在單位麵積上得到的(de)激光能量發生改變。如圖4和圖5所示,設定激光功率水平為12%和30%,其他參數不變的情況下(xià),切割速度從0.5 mm/s改變至3.5 mm/s,測得相應的切縫深度和切割寬度。在30%功率水平條件下,切割速度越快,激光照射材料的時間越短,材料(liào)在單位麵積上得到的能量越少。試樣從切穿狀態向未切穿狀態轉變,切縫
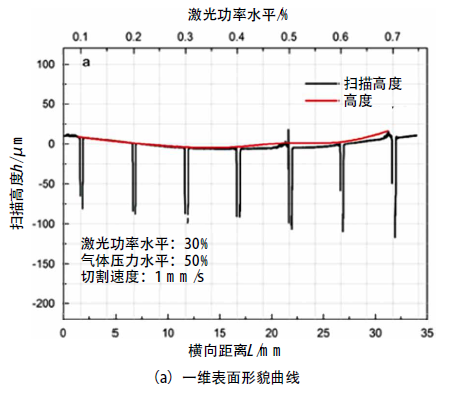
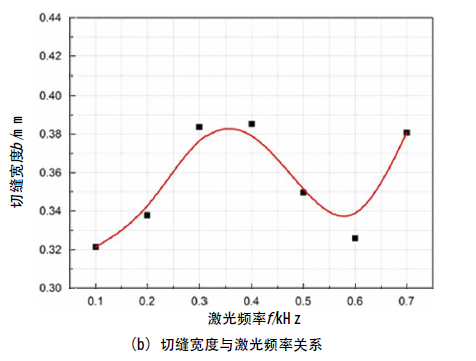
圖2 30%激光功(gōng)率水平條件(jiàn)下(xià),不同激光(guāng)頻率(lǜ)對試樣的一維表麵
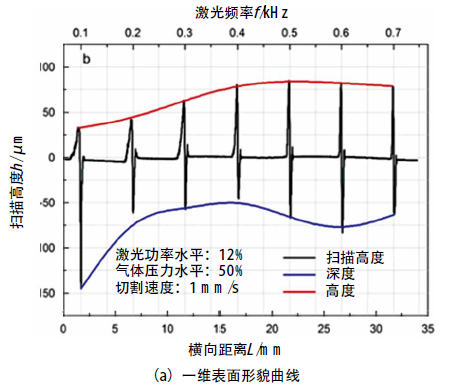
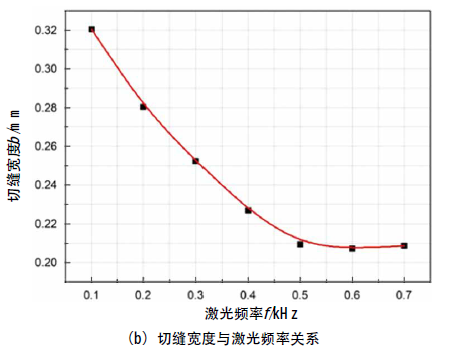
圖3 12%激光功率水平條件下,不同激光頻率(lǜ)對試樣(yàng)的一(yī)維表麵
形貌曲線及切縫(féng)寬度的影響
深度(dù)逐漸降低。在(zài)較高(gāo)能量狀態下,切縫寬度主要受激光平均能量影響。當切割速度較低時,激光與材料的作用時間過長,影(yǐng)響範圍過大,使得(dé)切縫周圍的材料也被熔化或(huò)氣(qì)化,導致切縫較寬,隨著速度的增加,材料接受激光減少,影響範圍降(jiàng)低,切縫寬度降低。在12%功率水平條件下,隨著切割(gē)速度的增(zēng)大,切縫深度同(tóng)樣呈現降低趨勢。由(yóu)於在較(jiào)低能量狀態(tài)下,切縫寬度主要(yào)受激光峰值功率影響。改變激光(guāng)掃描速度不能使脈衝(chōng)能量和光斑的大小改變,所以切割速度對切縫寬度影響不大。
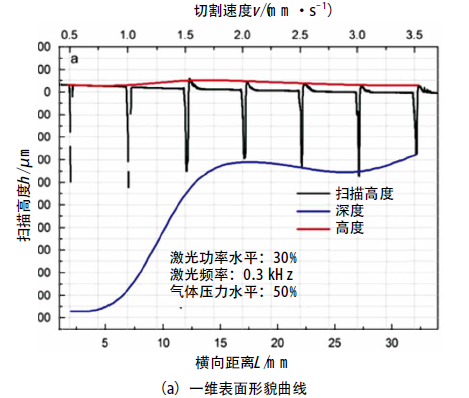
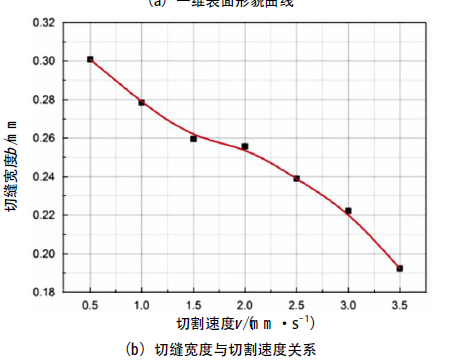
圖4 30%激光功率水平條件下,切割速(sù)度對試樣的一維表麵形貌
曲線及切縫寬度的影響
2.3 輔助氣體壓力的影響(xiǎng)
激光切割中(zhōng)最常用的(de)輔助介質是(shì)氣體,一(yī)般采用與激光束(shù)同軸(zhóu)的(de)形式噴出,直接作用在(zài)切割處。圖6和圖(tú)7給出了激光功率(lǜ)水(shuǐ)平分別為12%和30%,其他參數不變(biàn)的情況下,輔(fǔ)助氣體壓力對切縫(féng)深度、切割(gē)寬度及表(biǎo)麵飛濺物的影響。激(jī)光功率水平(píng)為30%的條件下,增(zēng)大輔助氣體的壓力水平,試樣均被完全切穿。切縫寬度先增大後降低(dī)。輔助氣體一方麵(miàn)可以將熔融或(huò)氣化的材料噴出(chū),同時也將(jiāng)切割熱量帶(dài)走(zǒu)。
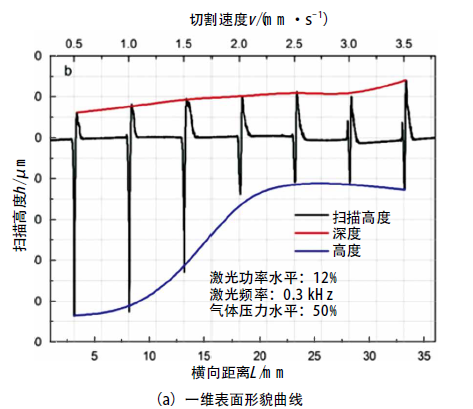
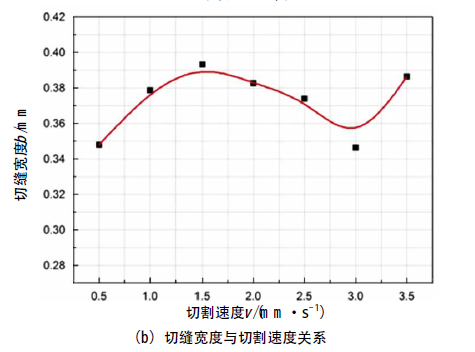
圖5 12%激光功(gōng)率水平條件下,切(qiē)割速度對試樣的一維表麵形貌
曲線及切縫(féng)寬度的(de)影響
在較低(dī)的(de)氣體(tǐ)壓力條件下,氣體輔助(zhù)熔融或氣化的材料(liào)噴出的能力較低,氣(qì)場分布作用區域較小,從(cóng)而切縫較小。熔渣不能及時帶走,切割表麵飛濺物較多。隨(suí)著氣體壓力的增大(dà),氣體作用(yòng)區域(yù)增大,切縫有所增(zēng)大。但是,隨著氣體壓力的進一步增大,氣體的冷卻作用明顯,熔渣易在切割表明堆積,切(qiē)縫寬度降低。表麵的飛濺物水平在適中的氣體壓力下達到最小。激光功率水(shuǐ)平為12%的條(tiáo)件下,改變氣體的作用(yòng)壓力,試樣切割深度先增大後降低。這是由於(yú)氣體壓(yā)力較(jiào)小,帶走熔融或氣化的材料的能力有限,而在較(jiào)高的氣體壓力下,氣體的冷卻作用明顯。因此(cǐ)在適中(zhōng)的氣體壓力(lì)下具有較大的切割(gē)深度。對於切縫寬度,主要受峰值功率和切割深度的影響。由於氣體的壓力對(duì)激光光斑和峰值能量影(yǐng)響不大,因此切縫寬度則與切割深度的變化趨勢相(xiàng)反,呈現先降低後(hòu)增(zēng)大的趨勢。
2.4 導電金屬的影響
LTCC主要介質(zhì)層為陶瓷材料,其主要成分(fèn)為氧化鋁陶瓷。單一的這種陶瓷材料,熱導率較低,對波長為10.6 μm的CO2激光有很高的吸收率,在一(yī)些CO2激(jī)光切割非金屬材料理論模型中(zhōng)通常假設所
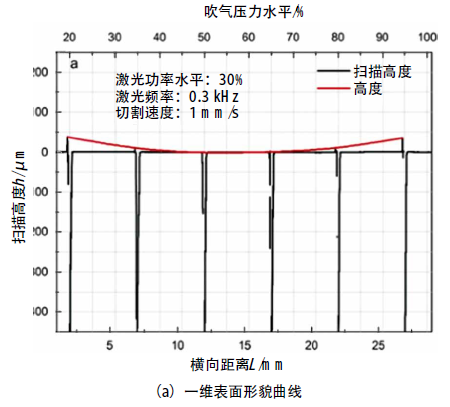
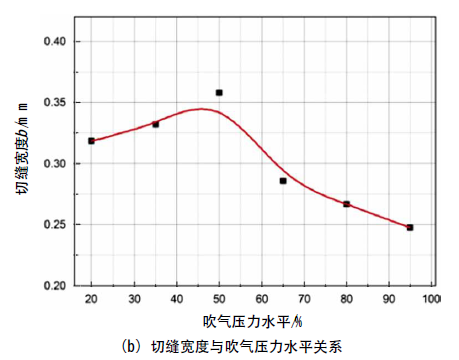
圖6 30%激光功率水平條件下,吹氣壓力水平對試樣的一(yī)維表麵
形貌曲線及切(qiē)縫寬度的影響
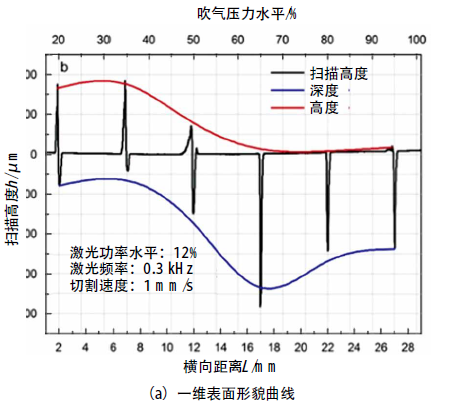
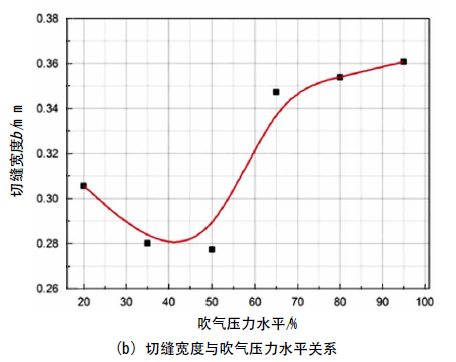
圖7 12%激(jī)光(guāng)功率水平條件下,吹氣壓(yā)力水平(píng)對試樣的一維表麵(miàn)
形貌曲線(xiàn)及切(qiē)縫寬度的影響
有的激(jī)光能量(liàng)都被材(cái)料吸收,並轉化為熱(rè)量用於分(fèn)解或氣化材(cái)料[5]。在LTCC中,導通電路的基本上是Au、Ag或Cu等金屬材料。這類金屬材料對CO2激光的吸收率較低,以(yǐ)Au為例,其(qí)對(duì)CO2激光的吸收率僅為0.017。再者,金屬材料導(dǎo)熱率(lǜ)較高,不(bú)利於能量聚集,增大切割難度。圖8給出了LTCC切割(gē)處有(yǒu)無金屬導體的切縫斷麵形貌比較。從圖中可以看(kàn)出,當切縫處無金屬導體時,切麵光滑而且(qiě)均一。但是,對於切(qiē)縫(féng)處存在垂直互(hù)聯(lián)孔及(jí)內(nèi)層電路時(shí),切麵發黑,不再光(guāng)滑均一。對於垂直互(hù)聯金屬孔,由於其深度較大,對激光的發射較大,激光能量容易在孔上方聚集而使得孔上方產生孔洞。當金屬材料通過熱傳導獲得能量(liàng),自身狀態發生改變時,其對激光的吸收率(lǜ)增大,進而可以進行激光切割(gē)。而(ér)金屬材料的熔融容易導致粗(cū)糙的切割斷麵和較差的切割質量。而(ér)對於內層電(diàn)路,雖然對激光有阻擋作用,但是由於其厚(hòu)度很低(一般為8 μm),阻擋作用有限(xiàn)。因此,在LTCC設(shè)計的切割過程中,應盡量(liàng)避開金屬導體,特別是金屬互聯孔。
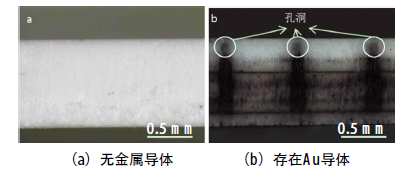
圖8 切割處有無金屬導體(tǐ)切縫斷麵形貌比較
2.5 激光切割熱效應的影響
在CO2激光切割LTCC基板的(de)過程(chéng)中,基板吸收激光能量導致材料的汽化和熔化,在切縫的周(zhōu)圍不可避免地受激光加工熱效應的影響。隨著LTCC設計的密度越來越(yuè)高以及組裝互聯的(de)要求,次產品電(diàn)纜(lǎn)連接器,其雙組份密封膠灌封合格率達到(dào)96.3%。進一步對灌(guàn)封缺陷(xiàn)進行了統(tǒng)計,“有氣孔”占缺陷(xiàn)總數的11.1%,已是影響連接器雙組份密封膠灌封質量的次要因(yīn)素(sù),充分說明改進活動是有效的。本(běn)文通過試驗尋找到攪(jiǎo)拌膠液的最優參數(shù)組合,適用於今後其他多組份膠的配製過程,具有積極的推廣意義。
投稿箱:
如果您有(yǒu)機(jī)床行(háng)業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊(xùn)合作,歡迎聯係本(běn)網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機(jī)床行(háng)業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊(xùn)合作,歡迎聯係本(běn)網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削機床產(chǎn)量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多