


針閥偶件配磨係統方案
2013-12-21 來源:無錫油泵油嘴研究(jiū)所 作者:張寶田 張麗敏
針閥(fá)偶件是柴油機(jī)噴油器三對精密(mì)偶件之(zhī)一,其加工能力和產品質量直接影響噴油器的生產(chǎn)能力和性能,從而影響到整機的產能和性能。目前為滿(mǎn)足針閥偶件的大批量生(shēng)產需求,主要采用偶件配(pèi)磨工藝,配磨(mó)工(gōng)藝具有高效、高精度的特點,但配磨過程(chéng)中加工(gōng)、檢(jiǎn)測等(děng)環節相互獨立,未能進行資源的有效整(zhěng)合,自動(dòng)化(huà)、信息化程度不高。為進一步(bù)提高加工效(xiào)率和加工質量(liàng),實(shí)現配磨自(zì)動化,減少(shǎo)人為因素,本文對針閥偶件配磨係統進行了研究。
針閥偶(ǒu)件配磨策略
針閥偶件配(pèi)磨(mó)策略是實(shí)現配磨係統的基礎,研究配磨係統需要對配磨過程進行梳理,合理有序地組織加(jiā)工過程。
具體(tǐ)配磨(mó)策略(luè)為:針閥體和針閥完成偶件麵(miàn)精加工(gōng)前道工序,操作(zuò)者接到(dào)生(shēng)產任務單,首(shǒu)先領(lǐng)料。采用中孔座麵磨床加工針閥體中孔及座麵,設備具備單機自(zì)動上下(xià)料功能,加(jiā)工完成後對中孔進行線後檢測,並將檢測結果反饋給操作(zuò)者,用於加工質量的判定,合(hé)格則(zé)加工偶件配磨工序,不合格則存放至不合格品區(qū)。根據檢測結(jié)果對中孔磨削過程進行控製,針閥偶件配磨時采用外圓磨床,具備單機自動上下料功能,依據中孔尺寸配磨(mó)針閥外圓,同時進行在線檢測,保證配副質量,實(shí)現針(zhēn)閥偶件一(yī)一(yī)配對(duì)。
針閥偶(ǒu)件配磨(mó)係統設計
1.配磨係統需求分析
目前針(zhēn)閥偶件配磨的自(zì)動化、信息化(huà)程度(dù)不高,配磨過程各環節相對(duì)獨立,未能(néng)實現過程的高度(dù)自動化,也未能與MES(製造執行係統)、CAPP(計算機輔助工藝過程設計)係統進行(háng)信息共享,缺少對(duì)加工過程(chéng)質量的控製(zhì),製約了產能和質(zhì)量的提升,增加了企業的生產成本(běn)。
基於企業提升產能和質(zhì)量的迫切(qiē)需求,本文提出了一種(zhǒng)針閥(fá)偶件配磨係統,對針閥(fá)偶件配磨過程進行優化,實現偶件自動化配磨,與現有的MES、CAPP係統進行集(jí)成,並對加工過程質量進行控製反饋,減少人工參與環節(jiē)。
2.配磨係統(tǒng)總(zǒng)體方(fāng)案設計
研究針閥偶件(jiàn)配磨係統的目標是實現高度自動化配磨加工,以現行配磨策略(luè)為基礎,最大限度地整合資源,提升信息化、自動化水平,係統方案如(rú)圖1所示。
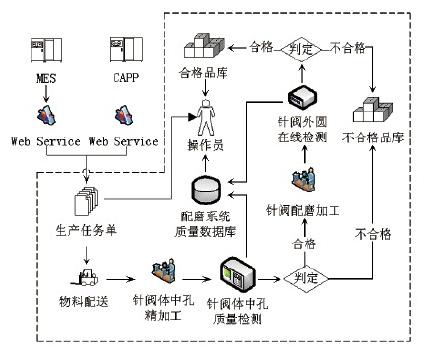
圖1 針閥偶件(jiàn)配磨係統方案
針閥偶件配(pèi)磨係統開發(fā)采用三層架構,分為表示層、業務邏輯層和數據訪問層。表示層為最上層,主要為用戶請求的接受和數(shù)據的返回;業務邏輯層位於表示層與(yǔ)數據(jù)訪(fǎng)問層中(zhōng)間,負(fù)責對數(shù)據層的操作;數據訪問層是對(duì)原始數據的(de)操作層,實現數據的增刪改查。層與(yǔ)層之(zhī)間依賴關(guān)係是向下的(de),上層設計的改變對底層(céng)不產生任何影響,增強了係統的安全性,便(biàn)於係統進行擴展和(hé)移植。針閥偶件配磨係統總體架構如圖2所示。
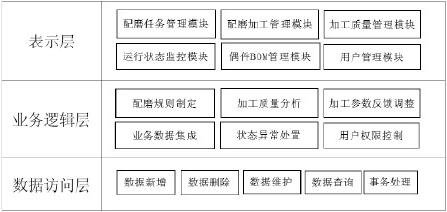
圖2 針閥偶件配磨(mó)係統總體架構
3.配(pèi)磨係統功能模塊設計
針閥偶件配磨係統依據需求可劃分為六個主要功能模塊:配磨(mó)任務管理模塊、配磨加工管理模塊、加工質量管(guǎn)理模塊、運行狀(zhuàng)態監控模塊、偶(ǒu)件BOM管理模塊(kuài)和用戶管理模塊,如圖(tú)3所示。
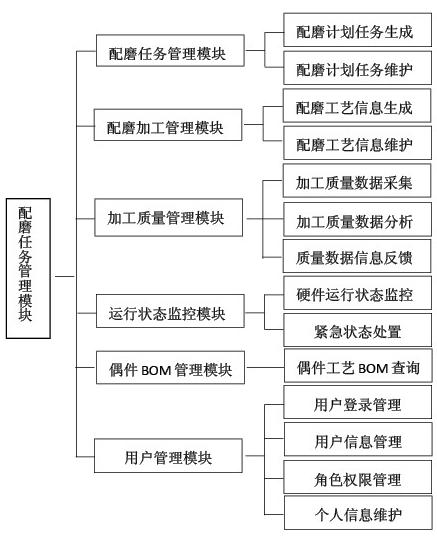
圖3 針閥偶件配(pèi)磨係統功能結構設計
(1)配磨任務管理模塊 與MES係統集成,獲取生產任務單,並對任務單進(jìn)行管理,實時更新加工完成情況。配磨計劃是配磨係統數據的源(yuán)頭(tóu),是其他模塊數據(jù)的基礎。
(2)配磨加工管理模塊 根據生產任務單與CAPP係統集成,獲(huò)取偶件配副加工工藝。根據偶(ǒu)件(jiàn)加工要求設定針閥體、針閥加工參數,包括(kuò)砂輪轉速、修整頻次、工件轉(zhuǎn)速等,並能根據檢(jiǎn)測結果自動修(xiū)正加工參數,確保偶件配副質量。
(3) 加工(gōng)質量管理模塊 對針閥體和針閥加工質量數據進行采(cǎi)集,並進行(háng)SPC統計過(guò)程控製,利用控(kòng)製圖進行(háng)過程監控,對加工過程進行(háng)分析評價,適時修正加工參數,使加(jiā)工(gōng)過程更加穩定,同時完成針閥偶件數據的配對工作,將成功配副數量和質量信(xìn)息反(fǎn)饋至任務單。
(4)運行狀態(tài)監(jiān)控模塊 實現對加工機床本體、檢測裝置、自動上下料裝置(zhì)、冷(lěng)卻裝(zhuāng)置等硬件(jiàn)工作(zuò)狀態的監控,並對異常狀態進行緊急(jí)處置,同時將狀態信息反饋至MES係統,實現信息共享。
(5)偶件BOM管理模塊 可查詢針閥偶件(jiàn)的工藝BOM,通過與CAPP係統集成獲(huò)取針閥偶件工藝BOM,並隨CAPP係統自動更新數據。
(6)用戶管理模塊(kuài) 主要功能包括新用戶(hù)添加、用戶信息維護、用戶刪除和登錄管理。係統管理員可進行(háng)用戶的添加、修改、刪除,用(yòng)戶(hù)的角色權限由管理員分配,並配置相應的菜單。用戶通過登錄(lù)進行身份(fèn)驗證,確認權限加載相應菜單,可修改個人密碼和維護個人基本信(xìn)息。
4.配磨(mó)係統數據庫設計
數據庫是邏輯上相關的數據的集合(hé),它通(tōng)常是為了實現某一目的、具有特定用戶的、反映真實世界的數據聚集。配磨係統的數據庫是實現數(shù)據管(guǎn)理、完成配磨自動化、提(tí)升加工效率的基礎,設計一個好的(de)數據庫(kù)可極大(dà)的(de)提(tí)高配磨係統的性能,同時(shí)也便於係統開發和後續係統升級維(wéi)護(hù)。
針閥(fá)偶件配磨係統數據庫設計主(zhǔ)要圍繞生產任務單展開,其基礎信息來源於MES和CAPP係統(tǒng),通過集(jí)成技(jì)術(shù)獲取任務單及其相關的加工工藝信息,並由此獲取加工機(jī)床、上下料機構、檢測裝置、砂輪等(děng)硬件的工作參數和狀態。係(xì)統中(zhōng)每條生產任務(wù)單對(duì)應一條或多條加工參數,根據需要選(xuǎn)擇(zé)合適的加工參數進行加(jiā)工,加工後會產生多條對應的質量(liàng)數據(jù),作為配磨的(de)依據,通過(guò)對質量數據的分析反饋,進行(háng)加工過程控製。同時通(tōng)過數據庫(kù)的查詢功能可獲取所有與生產(chǎn)任務單相關(guān)聯的數據信息,如參與配磨(mó)的(de)所有硬件的(de)狀態,以便係統及時進行相應處置。
針閥(fá)偶件配磨係統的實現
針閥偶件配磨係統采用B/S分層體係架構,應用代碼(mǎ)分離技術,將後(hòu)台代碼與(yǔ)頁麵(miàn)代(dài)碼分離,確保係統運(yùn)行安全,服務器端操作係統(tǒng)采用Windows Server 2003,客戶(hù)端采用Windows XP,數據庫使用SQL Server 2005,開發工(gōng)具選用Visual Studio 2005,編程語言使用C#,瀏覽器采用IE6.0以上版本。
采用Web Service訪問(wèn)技術實現MES、CAPP係統的集成,將需(xū)要集成的部分封裝成Web Service,偶件配磨係統通過特定的API進行訪問,以(yǐ)XML格式作為中(zhōng)間格式進行數據交(jiāo)換,實現跨平台(tái)信息共享。
為提升偶件配磨係統的開(kāi)發效率,使用(yòng)OR-Mapping組件以麵(miàn)向對象(xiàng)的方式操作數據(jù),從而無需關心底層數據的存儲(chǔ)方式和SQL語句,極大地簡化了代(dài)碼開(kāi)發工作,同時也方便了後續的擴展維(wéi)護工作。
結語
針閥偶件配磨係統(tǒng)與現有的MES、CAPP係統進行(háng)了集成(chéng),對(duì)MES係統的功能進行了進一(yī)步擴展,對配磨過程中各個(gè)相對獨立的環節(jiē)進行整合,使(shǐ)配磨過(guò)程自動化,並充分利用(yòng)測量數據進行加(jiā)工過程質(zhì)量控製。適時修正加工參數,實現配磨過程(chéng)閉(bì)環控製,減少了配磨過程中的不(bú)穩定因素,有利於精密偶件的(de)大批量生產。不僅節約了成本,而且提升了產能(néng),對企業實施信息化和自動化(huà)具有一定的參考意義。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月(yuè) 基本型乘(chéng)用車(轎車)產量數(shù)據