


柴油機曲軸主油道孔(kǒng)加工技術
2022-5-16 來源:中車資陽機(jī)車有限公司 作者: 醜洋洋 周 藝(yì) 王佳偉 陳代亮
摘要:針對某係列柴油機曲軸主油道孔加(jiā)工過程中(zhōng)不易定位、易振動(dòng)、難排屑及加工效率低下等問題,通過對曲軸圖紙分析,進行定(dìng)位工裝主軸孔鑽模設計、程序設計(jì)及切削(xuē)參數(shù)優化的研究,並采用在數控鏜銑床上用不同長度的槍鑽從曲軸兩端鑽通主油道孔和導向絲錐手動攻絲(sī)的方法,順利完成曲軸主油道通孔的工。
曲軸作為柴油機(jī)的關鍵零部件,被稱為柴油機的心髒。曲軸每個部位的尺寸精(jīng)度和形位(wèi)公差精度要求都相當(dāng)高,使用壽命要求也相當長。由於曲軸主油(yóu)道孔與直油孔(kǒng)、斜油(yóu)孔交(jiāo)叉接通,從而與各個(gè)軸瓦相通(tōng),所以貫(guàn)穿了整個曲軸的主軸頸及曲(qǔ)柄。其通過回油起潤滑和冷卻作用,但加工工(gōng)藝性差。
1、某曲軸主油道孔加工難點分析
在加工曲軸主油道(dào)孔時,存在(zài)以下加工難點:
(1)刀(dāo)具無法(fǎ)定(dìng)位在鑽通第1曲柄後,穿過空間到第2個曲柄再進入(rù)鑽削狀態時刀具容易(yì)下沉,造成鑽孔位置(zhì)偏下,進而(ér)導致刀具受力過大而斷(duàn)裂。
(2)刀具易斷裂(liè)、孔易鑽(zuàn)偏由於主油道孔鑽削過程中與直油孔、斜油孔相互(hù)交叉貫穿(見圖1),所以在鑽孔至交叉位置時,由於刀具細(xì)長、剛性差及強度低,導(dǎo)致鑽孔時刀具會產生偏移和振動,使刀具易斷裂、孔易鑽偏(piān)。
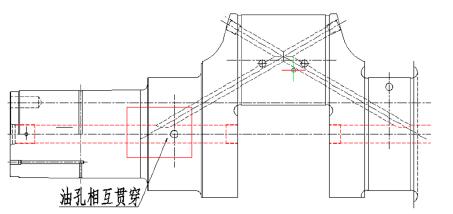
圖1 三孔相互交叉貫穿示意圖
(3)排屑難度大:在主軸孔加工(gōng)過程中,由於主(zhǔ)軸孔貫(guàn)穿整個曲軸軸頸及曲柄,深孔較難斷屑及控製切屑的斷裂,導致切屑排除困難,因此易損傷已加(jiā)工表麵(miàn)。由於刀尖在孔壁留下刀(dāo)痕、振紋,切屑拉傷孔壁,導致表麵質量(liàng)較差。加之(zhī)刀具散熱條(tiáo)件差,在切削溫度(dù)升(shēng)高後,會降低刀具使(shǐ)用壽命。
(4)攻絲(sī)難度大:由於曲(qǔ)軸連杆頸開擋小,主油道(dào)孔孔口螺(luó)紋加工空間小(xiǎo),導致無法進行自動攻絲加工,而手工攻絲難度大,導致(zhì)孔(kǒng)口螺紋不易(yì)加工。
2、加工方案設計
曲(qǔ)軸是發(fā)動機的主(zhǔ)要(yào)旋轉機構,是發動機中最重要的部件(jiàn)之一(yī),承受連杆(gǎn)傳來的力(lì),並將其轉變為(wéi)轉矩,再通過曲軸輸出(chū)並驅動發動機上其他附件工作(zuò)。曲軸主油道孔作為潤滑油的通道,起潤滑和冷卻作用,所以其加工質量的好壞也極其重要。
(1)尺寸分析
某種曲軸主油道孔直徑要求Φ25±0.1mm,孔口螺紋M27×2-6H,主油道孔壁距離連(lián)杆頸表麵僅有27.5mm,其孔深2876mm,該曲軸主油道尺寸如圖2所示。
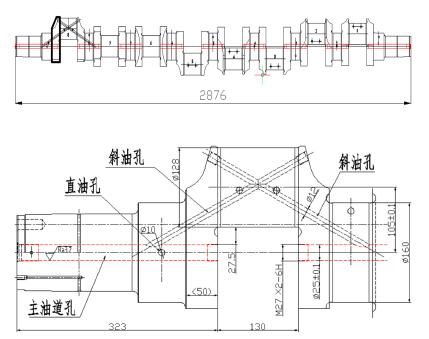
圖2 曲軸(zhóu)主(zhǔ)油道尺寸
(2)表麵粗糙度
曲軸主油(yóu)道孔是潤滑油的通道,起潤滑和冷卻作用,因此對其表麵質量(liàng)有較高的要求。例如,某曲軸的主油道孔表麵粗糙度要求為Ra3.2μm
(3)加工方法的(de)選擇(zé)
曲軸主軸孔貫穿整個曲軸,根據工藝分析,可加工(gōng)主軸孔(kǒng)的方法介(jiè)紹(shào)如下。
一方麵可以采用專用刀具(jù)在專用(yòng)鑽床上加工,但費用昂貴。另一方麵可以使用長度不一的多(duō)根(gēn)槍鑽(zuàn)進行加工,但需要購買多支槍鑽,經濟性較低,且由於在加工過程中無導向定位支撐,刀具容易偏斜,導致刀具受力加(jiā)大而斷裂。另外可以製作主軸孔(kǒng)鑽模做導向支(zhī)撐,在數控鏜銑床上使用槍鑽從曲軸(zhóu)的兩端鑽削加(jiā)工,這樣可保證主軸孔加工質量,提高加工效率,縮短製造周期,且製造成(chéng)本(běn)低。所以通過製作主軸孔(kǒng)鑽模(見圖3)做導向支(zhī)撐,用槍鑽從曲軸兩端鑽主軸孔的加工方法最為合理。
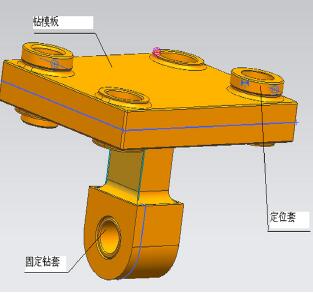
圖3 主軸孔鑽(zuàn)模示(shì)意圖
(4)裝夾定(dìng)位分析
采用數控鏜銑床加工曲軸主軸孔(kǒng)時,支撐架支撐3個主軸(zhóu)頸,將(jiāng)主軸孔鑽模用定位套固定在安裝(zhuāng)麵沉孔中(見(jiàn)圖(tú)4),並通過螺栓連接至安裝麵上,固定鑽套孔口采用帶錐度(dù)固定,槍鑽鑽出曲柄處時沿著固定(dìng)鑽套孔口進入鑽套中繼(jì)續鑽入至下個曲柄中(zhōng)。鑽套內徑比槍鑽直徑大0.03mm,小間隙配合鑽孔,鑽孔裝夾定位可靠。
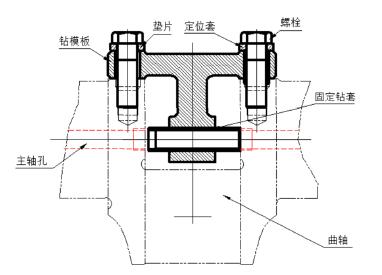
圖4 主軸孔鑽模(mó)安裝示意圖
(5)編製數控加工程序(xù)
通過繪圖測量曲軸兩端距離曲軸中心的位置鑽通主軸孔(見(jiàn)圖5),從自由端鑽孔鑽至第8曲柄並鑽通,從輸出端鑽孔鑽至第7曲柄並鑽通(tōng),從(cóng)自由端鑽孔刀具長度必須大於1523mm,從輸(shū)出端鑽孔刀具長度必須大於(yú)1223mm,確定好鑽(zuàn)孔長度,進行鑽孔加工程序編製。為(wéi)了保證加工質量,程序編製時考慮交叉孔處(chù)、鑽孔入口、出口處及鑽削過(guò)程(chéng)中設置不同的加工參數。
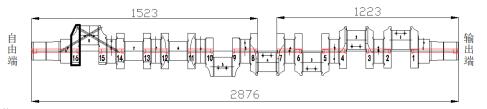
圖5 鑽孔長度示意圖
由(yóu)於在鑽主軸孔時要使用主軸孔鑽(zuàn)模做定位工(gōng)裝,在每鑽通一個位置時,就需要移動鑽(zuàn)模安裝至下一個曲柄處,因此程序(xù)編製(zhì)時(shí)采用鑽通一段距離後刀具退出,並進行重複加工的方式。
3、加工步(bù)驟
(1)曲軸裝夾找正
將曲軸吊裝至數控鏜銑床支撐架上,千分表裝至鏜銑床銑頭上,第1連杆頸豎直朝(cháo)上。然後通過測量(liàng)曲軸連杆頸與主軸(zhóu)頸位置,找正曲軸中心等高,後用千分表繞軸頸圓周再次找正曲軸中心,找正後壓(yā)緊曲軸。
(2)對刀
將數控鏜銑床銑(xǐ)頭移動至曲軸端麵,進行程(chéng)序加工零點測量,對刀後將對刀參數輸入機床。
(3)鑽孔(kǒng)
選擇程序,先用(yòng)Φ20mm的淺孔鑽鑽30mm深的引孔,為槍(qiāng)鑽起(qǐ)導向和支撐作用。再換長度1650mm、Φ25mm的(de)槍鑽鑽主軸孔,鑽(zuàn)孔至(zhì)16曲柄並鑽通後(hòu)退出刀具。鑽孔入口處、交叉孔處及出(chū)口處,降低刀具切削參數為正常(cháng)鑽(zuàn)削參數的1/3,以減小刀(dāo)具切削力的不均衡性,有效減少了斷刀現(xiàn)象的發生,鑽孔後檢測(cè)孔的質量達到圖紙要求。
(4)安裝(zhuāng)定位導向工裝
安裝主軸孔鑽模至第8連(lián)杆頸,並使鑽模的(de)固定鑽套內孔中心(xīn)與曲軸主軸孔中心重合。
(5)繼續鑽(zuàn)孔
選擇程序,使用長度1650mm、Φ25mm的槍鑽鑽主軸孔,鑽孔至14曲柄並鑽通後退出刀具,檢測鑽孔的(de)質量達到圖紙要求。
(6)依(yī)次重複(4)、(5)步驟,從自(zì)由端鑽孔至(zhì)第8曲柄並鑽通;鏜銑床角度頭旋轉180°,重(chóng)複(2)至(5)步驟,從輸出端鑽孔至第7曲柄並鑽通,使得(dé)曲軸(zhóu)主軸孔鑽孔完成。
(7)使用前導向為Φ25mm的M27×2-6H的導向絲錐進行手動攻絲(sī),並檢測(cè)螺紋通止合格,曲軸加工至成品(pǐn)狀態如圖6所示。

圖6 曲(qǔ)軸成品狀態
4、結束語(yǔ)
通(tōng)過對曲軸主軸孔加工技術的研究並結(jié)合生產實踐進行(háng)驗證加工,充分挖掘數控鏜銑床的(de)加工潛力,運用現代化(huà)數字加工技術,不僅順利完成了曲軸主軸孔的加工任務,而且使數控鏜銑床能夠更加合理化應用於曲軸生產(chǎn)加工(gōng)。曲(qǔ)軸(zhóu)主軸孔鑽孔、攻絲後,經過質量檢查、檢(jiǎn)測,尺寸及粗(cū)糙度均滿足圖紙要(yào)求。因此該主軸孔加工方法得到認可,並將其加工方式推廣應(yīng)用於(yú)其他類似曲軸主軸孔加工(gōng)。
投稿箱:
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數(shù)據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產(chǎn)量數據