


數控龍門銑鏜床加工水(shuǐ)輪機控製環方法與技巧
2022-4-28 來源: 中國長江動力集團(tuán)有限公司 作者:聶士海, 陳榮, 高有謀
摘要:針對水輪機大型零部件控製環圓周上斜孔加工難點,對設備選用、工件裝夾(jiá)、刀具選用(yòng)、加工過程等(děng)方(fāng)麵進行(háng)研究,形成較為(wéi)合理的圓周斜麵及斜孔加工方案。實際應用表明,圓周上斜麵及斜(xié)孔加工方案能保證孔的加工滿足設計要求(qiú),對(duì)以後此類圓周斜麵及斜孔零件的數控加(jiā)工提供了參考。
關鍵詞:數控龍門銑鏜床;圓周上(shàng)斜麵及斜孔(kǒng);機械加工
0、引 言
水輪機的關鍵零部件——大(dà)型控製環上圓(yuán)周分布的(de)斜麵、斜孔加工是整個(gè)零件加工中的難點(diǎn)。控製環本體外(wài)輪廓的直徑為(wéi)5700 mm,圓周上有16個與環(huán)體平麵夾角60°的台麵,每個台麵上有一(yī)個垂直於台麵的準50+0.030 定位銷孔,銷孔的孔徑(jìng)精(jīng)度和位置精(jīng)度要求高,加工難度大。這些16-準50+0.030 定位(wèi)銷孔都以60°的方(fāng)向按圓周均布指向控製環的空間(jiān)原點上,各孔之間累計誤差不大於0.05mm,加工(gōng)中(zhōng)如何采取有效(xiào)的技術手段保證斜孔的角度和在圓周上的位置精(jīng)度(dù)是加工成功與否的關鍵。本文以大(dà)型控製環圓周斜麵及斜(xié)麵上銷孔(kǒng)加工過程(chéng)為研究對象,通過合理選擇設備、工件裝夾方法、刀具、加工參數、加工方法及手(shǒu)工編製數控程序等(děng),形成了一套經生產(chǎn)應用(yòng)證明行之有效的圓周上斜孔加工工藝。
1、加工難點
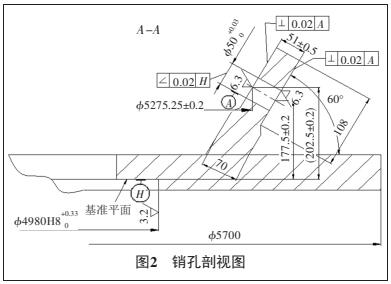
水(shuǐ)輪機控製環結(jié)構如圖1、圖(tú)2所示。

1)控製環裝夾容(róng)易造成變形。零件外形尺寸較大,並(bìng)且是Q235-B材料的焊接件,在零件裝夾的時候,要選擇正確的夾緊點,然後按照夾緊點的位置選擇合適的壓緊力,要使壓緊點和支撐點保持(chí)一致,讓夾緊力作用在支撐點上,從而避免因裝夾而使工件變形(xíng)。並且壓緊點在不幹涉加工的情況下,盡量選擇(zé)靠近加工麵,才能減小加工(gōng)過程中產生的變形。對於控製環這個零件(jiàn),我們認真(zhēn)分析其結構特點,選擇(zé)在內外圓周錯開加支撐和壓(yā)緊(jǐn)(如圖3),同時考慮裝夾的先後順序,以(yǐ)精(jīng)車基準平麵下麵墊等(děng)高(gāo)鐵並打(dǎ)表(biǎo)檢查基準平麵平麵度,打表按順序壓緊,保證表針晃 動 不 超過0.01 mm,外圓周加可調墊鐵並打表適當壓緊,保證表針晃(huǎng)動不超過0.01 mm,同時(shí)要加大零件和夾具的接觸麵(miàn)積,這樣就(jiù)會減小在裝夾時零件產(chǎn)生的變形(xíng)。

2)控製環圓周(zhōu)斜麵和垂
直於上台(tái)麵的銷(xiāo)孔加工難(nán)點(diǎn)。控製環圓周上有16個與環體平(píng)麵夾角60°的台麵,每(měi)個60°台麵的正反兩麵都需要加(jiā)工,並且凸(tū)台反麵加工(gōng)空間有限,不易加工,台麵厚(hòu)度(dù)51+0.5-0.5 mm,而台麵上需要加工的正反斜麵較大,如果選用一般刀具,用沉(chén)切法加工,加工時間較長、效率低,而且也達不到圖樣要求的粗度(dù)。零件外形尺寸較(jiào)大,環體件剛性差加工過程易變形,定位銷孔加工精(jīng)度要求較(jiào)高,50銷孔尺(chǐ)寸公差為0~0.03mm,相對基準(zhǔn)麵的角度公差(chà)為(wéi)0.02 mm方向按圓周均布指向控(kòng)製環的空間原點上,各孔之間累計誤差為0.05mm, 各孔之(zhī)間累(lèi)計誤差不大於0.05 mm。
2、工(gōng)藝方案
2.1 設(shè)備選用
根據工件外形尺寸(cùn)和設計的要求,加工設備我(wǒ)們選擇了德國科堡移動龍門銑鏜床,設備主要參數如表1所示。
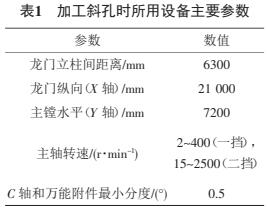
表(biǎo)1所示設備參數完(wán)全可以(yǐ)滿(mǎn)足控製環圓周上60°的台麵正反麵加工和台麵垂直方向上的斜孔加工(gōng)。
2.2 工件裝夾注意事項
零件裝夾時要(yào)保證兩個過中心(xīn)的60°台麵與X軸平行,要保證另兩個中(zhōng)心的60°台麵與Y軸平行,以圖2所示的“基準平麵(miàn)”作為基準,裝夾校正好,同時也要考慮數控機床C軸的分度角及數控加工(gōng)程序的編寫,為後麵加工做好充分的準備,保證工件的各(gè)個位置的精度和公差。在裝夾時按照本文第1節的方法放置支(zhī)撐點,按照圖3所示的序號(hào)去校正適(shì)當夾緊,可有效減(jiǎn)少零(líng)件在加工時產生的應力變形。
2.3 刀具選擇
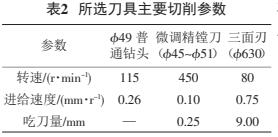
三麵刃 (630)、49普通鑽頭和(hé)微調精(jīng)鏜刀 (45~51)的主要切削參數如表2所示。
3、加工(gōng)過程
3.1 確(què)定工件
坐標係(xì)首先要確定工件的X、Y軸的(de)零點,即圖1中的O點。然後確定Z軸零點:把萬能附件頭在沒有安(ān)裝刀具的端麵與圖2所(suǒ)示“基準平麵”重合,完成(chéng)Z軸對零。這一(yī)步非常關鍵,關係到各個孔相對於空間的位置度,要把Z軸對零誤差控製到最小,運行加工程序,X軸、Y軸、Z軸回到工件中心。這時手動把萬能附件頭B軸旋轉-60°,並運行B軸旋轉後的模態程序,係統默(mò)認B軸角(jiǎo)度就可以了,保(bǎo)證(zhèng)附件頭的角度和工件(jiàn)上的凸台麵的孔角度統一軸線,通過三軸加工程序完成圓周上各個凸台麵及斜孔的加工。
3.2 編寫(xiě)加工程序(xù)
確定刀具的長度 (即刀尖到(dào)附件頭端麵的長度(dù)),在控製麵板參(cān)數裏麵設置好刀具(jù)的長度、厚度、半徑,在編程中可以直接寫刀具代號;然後編寫加工程序,要熟練運用ROT、AROT、TRANS、ATRANS指令編寫加工台麵上的正反斜麵的加工程序。
程序一:
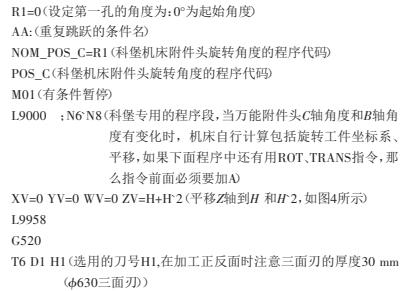
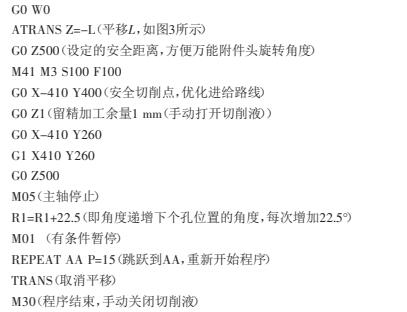
該程序是加工16-60°台麵正反麵的粗精加工通用加工程序,粗加工時正反麵各留有1 mm加工餘量(手動打開切(qiē)削液);加(jiā)工反麵的斜麵時,需(xū)注(zhù)意三麵刃的厚度(三麵刃(rèn)的厚度已在選用刀具時設置好(hǎo))。留餘量是(shì)為了防止零件在粗加工時產生變形,同時(shí)也是為了精(jīng)加工時鬆開所有的壓板,為應(yīng)力釋放做好準備(bèi)工作。程序二:
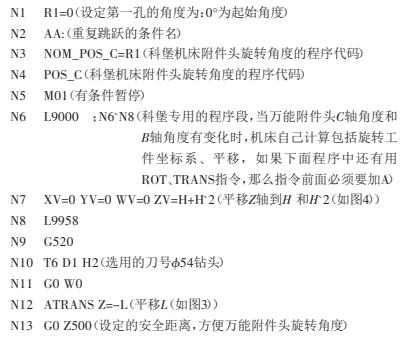
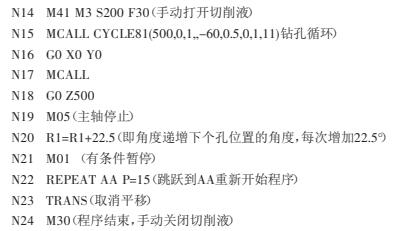
該程序時加工垂直於台麵的50銷孔(手動打開切削液),預鑽成49的通孔,為精鏜孔做好準備。以(yǐ)上所有的(de)粗加工都已(yǐ)經完成,可以鬆開所有的壓板,使工件適當釋放加(jiā)工時產生的應力,再一次適當地夾緊,重新確定工件的加工零點,那麽在精加工(gōng)時可最大限度地減少工件(jiàn)變形,保證各個相關尺寸。
精加工16-60°台麵的正反麵(miàn)時,需(xū)要更換好三麵刃的刀片,在加工餘量小的(de)情況下,可有效保證台麵的厚度51 mm。隻是在鏜孔時,需要更(gèng)改程序二中的“程序段N15” 鑽孔循環,更改成鏜孔循環:N15 MCALLCYCLE86(500,0,2,,-52,1,3,0,-0.2,0,0,0,1,11),並更改刀具號(hào)H3(微調精鏜(45~51)),微調精鏜刀(dāo)需多次調整刀具(jù)直徑,來完成孔的(de)加工。使用鏜孔循環(huán)的優點(diǎn)是在每次鏜孔完成後,退刀時可以有效地避(bì)免退刀時劃傷孔壁,保證孔的(de)表麵質量。
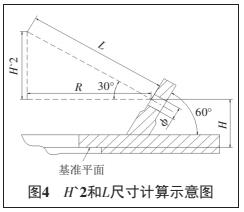
上述簡(jiǎn)單的加工宏程序中的H`2和L,如果(guǒ)圖樣沒有給尺寸,我(wǒ)們可以通過三角函數(shù)計算得出,如:H`2=R·tan30°、L=R/cos 30°(如圖4)。當然也可以通過CAD軟件畫圖進行測量得到。
4、結(jié)論
本文在分析水輪機控製環圓周斜麵及斜孔加工技術要求(qiú)和加工難(nán)點的基礎上,從設備選用、工(gōng)件裝夾、刀具(jù)選用(yòng)、加工過程等(děng)方麵進(jìn)行研究,形成較為合理的圓周斜麵(miàn)及斜孔加(jiā)工方案。生產(chǎn)實際(jì)裝配(pèi)應用表明,圓周上斜麵及斜孔加工方案能保證加工滿足設計要求,為以後此類圓周斜麵及斜孔零件的數(shù)控加工提供了參考。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
州金馬")
業界視點
| 更多
調查")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新(xīn)能源(yuán)汽(qì)車產量數據
- 2024年(nián)11月 新能源汽車(chē)銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係(xì)統和(hé)數(shù)控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小作(zuò)坊?
- 機械行業最(zuì)新(xīn)自殺性營銷,害(hài)人害己(jǐ)!不倒閉才
- 製造業(yè)大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區(qū)別