


提高(gāo)臥式鏜(táng)床主軸裝配精度的措施
2019-8-2 來(lái)源:齊齊哈爾(ěr)工程學院 作者:郝岩利(lì)
摘(zhāi) 要(yào):隨著當前(qián)生產製造技術的發展,數控機床作為自動化生產(chǎn)製造技術,具有生產(chǎn)效率、製造精度、生產係統運行效率均較高的優勢,其中臥式鏜床在數控鏜床中應用最為(wéi)廣(guǎng)泛,文章通(tōng)過對提高臥式鏜床主軸裝配精度的措施進行分析,以期為提高臥式鏜床應用能效提(tí)供依據(jù)。
關(guān)鍵詞:臥式鏜床;主(zhǔ)軸;裝配;精度;措施
臥式鏜床的鏜孔精度高達 IT17,Ra1.6~0.8 為(wéi)加工元件表麵(miàn)粗糙度(dù)值,鏜床軸向運動並呈水平布置狀態,順著前立柱運動的主軸箱與導軌運動方向呈垂直狀態,工作台橫向或縱向運動,實現鏜削加工目(mù)標,基於臥式鏜床經濟實用、裝備簡單,為此常用於生產加工螺紋(wén)、端麵、外圓、大型箱體等零件加工,同時也(yě)用於加工(gōng)拖拉機、汽車發動機缸體(tǐ)的重要設備之一,其中長孔鏜削是加工箱體零件的代表,在金屬切削加工中極為常(cháng)見,該種加工形(xíng)式對(duì)孔係位置、孔自身精度(dù)有極高要求,需臥式鏜床通過合理設計,保障(zhàng)主軸結構穩定、有效,滿足(zú)相關元器件加工製造需求。
1、 科學控製影響臥式鏜(táng)床主軸裝配精度的要素
為(wéi)科學控製(zhì)影響臥式鏜床主軸裝配精度的要素,需(xū)對該主軸結構有所了解,通過觀察圖 1 可(kě)知,臥式鏜床主軸由前軸承、前齒輪、鍵、主軸套筒、後齒輪(lún)、箱體、後(hòu)軸承、擋油圈、調(diào)整墊、止退墊、圓(yuán)螺母及鏜軸構成,臥式鏜床主軸裝配精度受各主要件影響,隻有(yǒu)各主要件精度高、裝配合理,才能保障臥式鏜床裝配精度得以提高,同時軸(zhóu)承設計、主軸轉速(sù)、主軸組件平衡性等性能,也是科學(xué)控製影響臥式鏜床主(zhǔ)軸裝(zhuāng)配精度(dù)的要(yào)素。
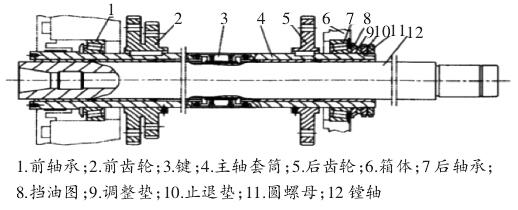
圖 1 臥式鏜床主軸(zhóu)裝(zhuāng)配圖
2 、依據臥式(shì)鏜主軸裝配要求提高設備精度
臥式(shì)鏜床前後軸承采用背對(duì)背結構(gòu)進行安裝,為提高其(qí)裝配精(jīng)度,需依據其(qí)裝備需求,通過調整圓螺母、調整(zhěng)墊、止退墊,使(shǐ)主軸預緊力得以優化,並達到鎖緊目的,套筒內的臥式鏜床主軸(zhóu)通(tōng)過平(píng)鍵與外部主軸(zhóu)連接,同時能(néng)跟(gēn)隨主軸做旋轉運動,在(zài)傳動鏈作用下套筒內主軸可朝前(qián)後方向移動,其(qí)中平鍵聯結過盈量需控製在 0.02~0.03 mm,鏜床(chuáng)主
軸(zhóu)與主軸套筒間隙控製在 0.01~0.02 mm,以 0.025 mm 為標準控(kòng)製裝備後主(zhǔ)軸外延端麵 300 mm 處徑(jìng)向跳動差,近軸(zhóu)端(duān)鏜床主軸軸孔跳動差應≤0.015 mm,離軸端鏜床主軸徑
向(xiàng)跳動(dòng)差應≤0.02 mm。
3 、分析有效提(tí)臥式鏜床主軸裝配精度的措施(shī)
3.1 鏜床主軸與其套筒配對加工
在精磨鏜床主軸(zhóu)及套筒(tǒng)後,需(xū)要依據相關加工(gōng)需求對(duì)套筒進行珩磨(mó),通過(guò)精確測量套筒尺寸,檢驗精磨、珩磨成果(guǒ),及時對尺寸進行調整,依據調整後的尺寸配磨鏜床主軸,使鏜床主軸及相關套筒之間的配合間(jiān)隙控製在 0.01~0.02mm,達到提高(gāo)臥式鏜床主軸裝配精度的目的(de)。
3.2 精磨鍵槽
鍵槽是一條在孔內或軸(zhóu)上與鍵相配(pèi)的槽,針對臥(wò)式鏜床主軸來講這條(tiáo)槽在軸上,為此(cǐ)鍵槽的尺寸需與主軸尺寸相匹配,遵循臥式鏜床(chuáng)主軸裝配要求,秉持提高主軸運行精度原則,使該環節對(duì)稱度得到保障。
3.3 配磨平鍵
以 0.02~0.03mm 為標準,控製平鍵連接,使該環節過盈量科學穩定。
3.4 做(zuò)好裝配(pèi)調整
待臥式鏜床主軸組件精加工後,將(jiāng)該主軸(zhóu)置於測量平台上,在前後軸承處使用 V 型(xíng)鐵做好支撐(chēng),在測量檢棒端部徑向跳動值時(shí)需做好相關記錄,同時做好(hǎo)離軸端(duān) 300 mm處的徑向跳動值及其運動方向的記錄工(gōng)作,在套筒上標記徑向(xiàng)跳動最大值及其運(yùn)動方向。
4 、結 語
綜上所述,為使臥式(shì)鏜床主軸裝配(pèi)精度得以提高,技術人員需(xū)在總結以往裝配(pèi)經驗基礎上,通過細致分析臥式鏜床主軸裝配各個元件(jiàn)對其精度的影響,製定科學合理的(de)裝配計劃,有效施行(háng)裝配精度控製措施,提高(gāo)臥式鏜床加工生產綜(zōng)合成效。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬(mǎ)")
業界視點(diǎn)
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎(jiào)車)產量數據(jù)
- 2024年11月 新能源汽車產量(liàng)數據(jù)
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量(liàng)數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車(chē))產量數據