


圓錐滾子球基麵(miàn)磨(mó)床
2019-5-20 來源:瓦房店軸承集團有限責任公司 工程中心 作者:唐麗虓
摘 要:圓錐滾子球基麵磨床是對圓錐滾子(zǐ)球基麵進行磨削的專用機床,保證球基麵的SR(圓錐滾子大端麵(miàn)球基麵(miàn)半徑)值(zhí)在一(yī)定的公差(chà)範圍內(nèi),同時保證球基麵的表麵粗糙度Rz不超差。機床采用半自動(dòng)的形式,自動上下料和(hé)人工手動進給相結合,保證球基(jī)麵SR值誤差小於5%,Rz小於0.16μm。
關鍵(jiàn)詞:圓錐滾子;球基麵 ;軸承(chéng);磨床
1、 前言
由於軸承產品的(de)加工精度越來越高,軸承滾動(dòng)體的精度(dù)也需要提(tí)升。隨著科(kē)技的進步,對
圓錐滾子軸承的滾動體已(yǐ)經不僅停留在對滾動麵進行加工,同時需要對(duì)滾動體球基麵進行精確(què)的(de)
加工。原有機床(chuáng)的加工精度無法保證球基麵的SR值,同時無法保證球基麵的表麵(miàn)粗糙(cāo)度,因(yīn)此,
設(shè)計新(xīn)型圓錐滾子球基麵磨床,保證了(le)圓錐(zhuī)滾(gǔn)子的(de)球基麵的加(jiā)工精度,滿足軸承的精(jīng)度要求。
2 、圓錐滾子球(qiú)基(jī)麵加工原理
範成法是被(bèi)加工零件(jiàn)和(hé)砂輪各自繞自己的中心旋轉(zhuǎn)相(xiàng)互擬合的(de)一種方法。滾子球基麵範成法磨削如圖 1 所示。將工件軸的角度調整為滾動體的半角,保(bǎo)證滾子軸心線和(hé)砂(shā)輪(lún)軸心線(xiàn)在同一水平麵相(xiàng)交,並繞各自的軸線旋轉,砂輪通過進給進行磨削。砂輪(lún)不需要修整,依靠與工件的摩擦實現自銳。機床的工(gōng)作(zuò)過程是(shì)將滾動體通過滾動麵定位在模具中,砂輪軸進行加壓,砂輪與滾動體的球基麵(miàn)通過範成法進行磨削。磨削完成後,將砂輪(lún)軸退回原位,打料液壓缸將工件從定位(wèi)筒中打出,上料機械手通過橫向和縱向的移動(dòng)將下一個工(gōng)件放(fàng)入定位(wèi)筒中,開始下一個工件的磨削。
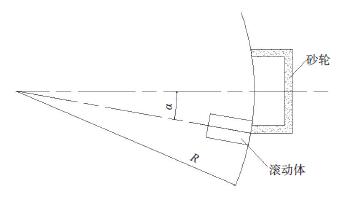
圖 1 加工原理圖
3 、機床主要參數和結構(gòu)
3.1 機床主要參數及(jí)外形尺寸
機(jī)床主要參數及外形尺寸見表 1。
表1 機(jī)床主要參數

3.2 機床主要(yào)結構
機床主要結構由機(jī)體部分(fèn)、工件軸部分、砂輪軸部分、進給部分、機(jī)械手部分、防護罩(zhào)部
分、冷卻部分、電主軸冷卻部分、液壓部分、電氣部分等10部分組成,見圖(tú) 2。
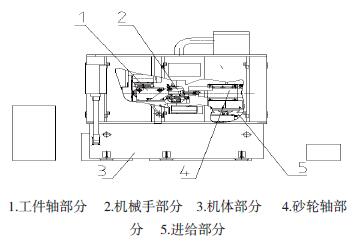
圖 2 機床外觀及主要結構
3.2.1 工件軸(zhóu)部分
工件軸部分由(yóu)底座支撐,通過螺母和絲杆對工件軸的角度進行調整;電(diàn)機通過皮帶輪帶動
離合(hé)器旋轉,離合器的開與合控(kòng)製工件軸(zhóu)是否旋(xuán)轉,定位筒 7 通過莫氏 5 號錐柄固定在軸端,螺釘進行固定;工件在定位(wèi)筒(tǒng)中下料時,打料油缸推動打料杆將工件從定位(wèi)筒中(zhōng)打出[1]。工件(jiàn)軸部分見圖 3。
3.2.2 機械手部分
機械手(shǒu)部分主軸是(shì)實現工件的自動上料,通過(guò)調整絲杆 5,將上料板與工件軸部分的定位筒
端麵調平(píng),調整墊條 6 補償圓錐(zhuī)滾子的高(gāo)度差,調整(zhěng)擋板 3 使(shǐ)滾子平緩下落,調整橫向油缸的感應開關(guān)使托塊 4 在料道正下方,調(diào)整推料杆保證滾子被(bèi)完全(quán)推入定位筒(tǒng)中。機械手部分見圖 4。
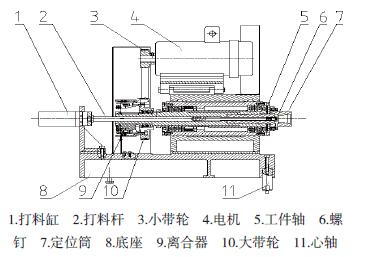
圖 3 工件軸部分(fèn)
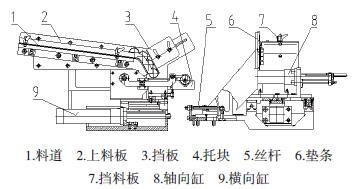
圖 4 機械手部分
3.2.3 機體部分
機體(tǐ)部分(fèn)的主要作用是支撐機床其它部分。支撐座 1 固定在機體 11 上,工件軸部分固定在支撐座 1 上,當工件軸旋轉時(shí),編碼器 8 記錄件軸的旋轉角度,操作(zuò)者通過旋轉搖把 2 帶動齒輪 7 旋轉,齒輪帶動進給部(bù)分的(de)齒條(tiáo)移動,進而實現砂輪軸的軸(zhóu)向進給[2]。機體部分見圖(tú) 5。
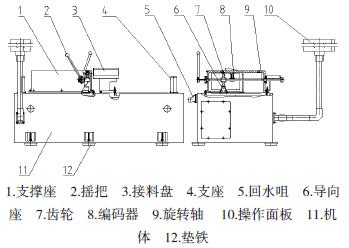
圖 5 機體部(bù)分
3.2.4 進(jìn)給部分
進給部分提供砂輪軸向(xiàng)進(jìn)給。機體部分齒輪帶動齒條 1 實現滑座 3 的進給,滑座 3 帶(dài)動砂輪部分進給,砂輪進(jìn)給的行程通過限位釘 5 調整,砂輪橫向位(wèi)置的調整通過燕尾導軌實現,鬆開(kāi)緊(jǐn)定螺釘 6,旋轉絲杆 9,將滑座 3 調至指(zhǐ)定位置(zhì),擰緊螺釘 6。進給部分見圖 6。
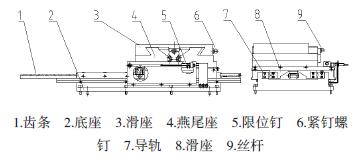
圖(tú) 6 進給部分
4 、結束語(yǔ)
圓錐(zhuī)滾子球基麵磨床的研製,解決了圓錐滾子球基麵加工的生產難題(tí)。機床的操作相對
容易,操作者隻需調(diào)整滾動體的角度和球(qiú)基麵SR值,即(jí)可進(jìn)行加工,提升滾動體質量的對軸承產
品的可靠性提供了保障。
投稿箱:
如果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年(nián)11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽(qì)車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基(jī)本(běn)型乘用車(轎車)產量數據