


數控落地銑鏜床精度補償係統介紹
2019-1-2 來源:齊齊哈爾二機床(集團)有限責任公司 作者:王莘(shēn)澳
摘 要:介紹數控落地銑鏜床的補償方式及其結構與原理。
關鍵(jiàn)詞:數控落地銑鏜床;補償;精度
數控落地銑鏜床為立柱移動式,且鏜軸可在臥式銑軸中移動(W 軸);銑(xǐ)軸包含在滑枕內部(bù),滑枕安裝在主軸箱內部,並(bìng)在其內部可直線移動(Z 軸);主軸箱沿立柱導軌垂直移(yí)動(Y 軸);立柱(zhù)被牢固的固定在(zài)其下麵的滑座上,並隨滑座沿床身(shēn)導軌在水平方向移(yí)動(X 軸)。
主(zhǔ)要用於箱體的孔係鏜孔加工,以及鑽孔、擴孔(kǒng)、鉸孔、切螺紋、切溝槽和(hé)平麵的銑削加工。屬於高檔精密加工機床。在機床加工過程中由(yóu)於滑枕的前後移動、滑枕伸出後的撓(náo)度變化、滑枕前端安裝不(bú)同重量(liàng)的加工附件及加工過(guò)程中溫度的升(shēng)高等因素影響,導致(zhì)機床的相關精度(dù)下降,無法滿足加工要求。
為此筆者設計(jì)了一套相應的精度補(bǔ)償係統,對機床的相關精度進行補償,以滿足加工的(de)精度要求。
1 、主軸箱係統力係平(píng)衡變化補償
主軸箱的重力係統(tǒng)由主軸箱、方滑枕等部(bù)件的重力所(suǒ)組成。四根通過立柱頂部固定(dìng)滑(huá)輪組的鋼(gāng)絲繩的兩端分別聯結主軸箱和立柱內的平衡錘,使整體重力被平衡錘平衡。這(zhè)樣可使驅(qū)動主軸箱上下運動所(suǒ)需的力基本相等。
當(dāng)方滑枕向外伸(shēn)出時,整(zhěng)個主軸箱係統(tǒng)的重心發生變化,重心向方滑枕移動方(fāng)向(xiàng)平移,與原力係比較,增加了一個隨方滑枕伸出而變大的力矩。為了(le)平衡這個扭矩,用一根補償用的(de)鋼絲繩通過定滑輪組將裝在主軸箱前端上(shàng)方的(de)液壓油缸的活塞與裝在主軸箱後部下方的鋼絲繩(shéng)座聯結(jié)起來。
當平衡鋼絲繩張緊時,會將主軸箱的前方向上拉,同時(shí)將主軸箱的後方向下拉,形成一個與主軸箱重心移動產生的力矩方向相反的力矩,這樣就使主軸箱力係達到了新的平衡。液壓油缸內的油壓控製平衡鋼絲繩的張(zhāng)緊力。而電液比(bǐ)例閥控製油壓,油壓隨方滑枕的伸出距離而(ér)變化。這使平(píng)衡鋼絲繩(shéng)的拉力隨油壓的變(biàn)化而變化。隨時平衡因方滑(huá)枕移動而產生的扭矩。
2 、方滑枕內應力變化補償
當方滑枕(zhěn)伸出時,除了會使整個主軸箱力係(xì)重心位移外(wài),懸(xuán)伸部位的自重引起懸伸部位的應(yīng)力(lì)發生變化,在方滑枕的上部產生(shēng)較大的拉應力,這應力隨伸出的距離而變化。在方滑枕的上部縱(zòng)向裝有兩條拉杆,拉杆的一端固(gù)定在方滑枕的(de)前端(duān),拉杆(gǎn)的後端經油缸(gāng)拉向滑枕後端麵。當滑枕伸出時,隨著滑枕移動,數字式伺服(fú)電液比例閥控製拉杆油缸的壓力不斷增加,所產生的壓力平衡方滑枕內部(bù)的應力。
3 、方滑枕安裝附件重力變化補償
方滑枕前端安裝附件後,因附件重量較大,而且不同的附件重量不同,使(shǐ)滑(huá)枕平衡力係(xì)增加了附件的重力,增加了一個附加(jiā)的扭矩,使方滑枕力係的平衡產生變化。主軸箱靜壓導軌的前端中(zhōng)間位置開有補償油腔(qiāng),當安裝不(bú)同附(fù)件時,經電氣識別,由數字式伺服電(diàn)液比例閥控製油(yóu)腔增(zēng)加不同的壓(yā)力,並且壓力隨方滑(huá)枕的位置(zhì)變化而變化。平衡了附件的重力及附加的扭矩。
4 、方滑枕靜(jìng)壓補償
隨著(zhe)滑枕的伸(shēn)出,滑枕部件的重心將(jiāng)向(xiàng)外移動,將使限製(zhì)滑枕的靜壓油膜厚度改變。滑枕前部下(xià)方和後部上(shàng)方的靜壓油膜將變薄,使滑枕傾斜。為了解決這一問題(tí),主軸箱前(qián)下方兩側導軌板和後上方兩側滑枕鑲條(tiáo)上還配有靜壓補償油腔。由(yóu)比例減(jiǎn)壓閥控製油腔,改變油腔的壓力,並且壓力隨方(fāng)滑枕(zhěn)的位置變化而變化,起到對靜壓油膜補償的作用(yòng)。
5 、滑枕進給精確定(dìng)位補償
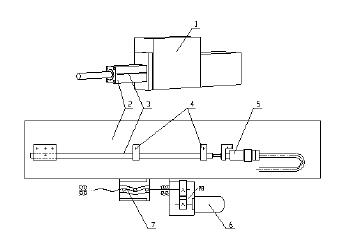
圖 1 定位補償(cháng)圖
由於(yú)銑(xǐ)鏜(táng)軸(zhóu)的高速運轉產生的熱量會傳遞(dì)給滑枕,使滑枕產生熱膨脹,這樣會影響(xiǎng)被(bèi)加工工件的平麵度。為(wéi)了解決這一問題(tí),采用材(cái)料固定、形狀規則(zé)的杆件,其伸長量與溫度變化關係(xì)很(hěn)容易通過試驗測得,這個杆件稱為基準杆。將基準(zhǔn)杆的一端固定(dìng)在滑枕的前部,另一端自由伸展,當滑枕在某一溫度(dù)下伸長時(shí),將帶動基準杆移動,通過與基準杆尾部接觸的位移(yí)傳(chuán)感器可精(jīng)確地檢測出位移量,將這個位移量減去基準杆自身的伸(shēn)長量就可確定滑枕的伸長量。伺服電機(jī)補償就是(shì)通過滾珠絲(sī)杠向相反方向驅動滑枕(zhěn)實現的。如圖(tú) 1 所(suǒ)示,滑枕 2 安裝於主軸箱 1 內,並且相對於主軸箱(xiāng) 1 運動。該裝(zhuāng)置(zhì)的基準杆(gǎn) 3 一端固定於滑枕(zhěn) 2 的前部(bù),另一端(duān)為自由端,在長度方(fāng)向上采用兩個支座 4 支承,保證其水(shuǐ)平伸展。位移傳感器 5 在常溫(wēn)下(xià)安裝,與基準杆(gǎn)自由端端部接觸,當溫度升高時,基準杆 3 自由(yóu)端(duān)位置發生變化,位移傳感器 3 檢測到這(zhè)一變化量,並將變化量數據傳送給數控係(xì)統,數控係統將這一數值減去基準杆自身(shēn)的受熱伸長量(liàng),其差值便為滑枕的受熱伸長量,最後數控係統控製伺服電機 6 、驅動滾珠絲杠(gàng) 7 帶(dài)動滑枕 2 反(fǎn)向運動,從而對滑枕 2 伸長給予補償。
6 、結語
通過以上的補償方案,有效解(jiě)決了變形對數(shù)控落地銑鏜床精度的影響,使數控落地銑鏜床的加工精度達到了國際先進水平,從而使使用以上方案的數控落地銑鏜床(chuáng)在國際市場上有了更高的競(jìng)爭(zhēng)優勢(shì)。
目前采用以上方案的數控落地銑鏜床(chuáng)已實現產業化,廣泛用於國防軍工、航空航(háng)天、機械、能源、船舶、核電等複雜、異形件的加工行業,對民族(zú)裝備工(gōng)業的振興及國民經濟的發展具有重要(yào)意義。
投稿箱(xiāng):
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更(gèng)多
- 2024年11月 金屬(shǔ)切削機床產(chǎn)量數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能(néng)源(yuán)汽車(chē)產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產量(liàng)數(shù)據
- 2028年8月 基本型乘用車(轎車(chē))產量數據(jù)
博文選萃(cuì)
| 更多