


五軸聯動數控工具磨床加工(gōng)精度影響因素仿真分析
2018-8-20 來源:北華大學機械工程學院 作者: 張耀娟,楊(yáng)克,劉維維
摘要: 自主(zhǔ)研發的五軸聯動數控工具磨床能夠實現對球頭立銑刀等多種硬度高、刃形複雜刀具的磨削加工,且一次裝夾完成所有的精加(jiā)工。利用多體動力學理論分別建立磨床的多剛體動力學模型和剛柔耦合動力學模型。利用所建立(lì)的動力學模型,分析(xī)在其它因(yīn)素相同,X、Y、Z 三軸在不(bú)同進給加速度、動靜質量比、主軸(zhóu)結(jié)合部不同相對剛度下的加工誤(wù)差。得到了 3 種影響因素對(duì)磨床(chuáng)加工精度(dù)的影響,研究(jiū)結果對(duì)磨床的設計與結構優化具有一定的參考意義。
關鍵詞: 五軸(zhóu)數控工具磨床; 剛柔耦合動力(lì)學模型; 進(jìn)給加速度; 動(dòng)靜質量比(bǐ); 剛度; 加工精度
0、 前言
在五軸聯動數控工具磨床(chuáng)加工的過程中(zhōng),機床誤差,即刀具與被加工工件間(jiān)在運動過程中產生的偏差。機床誤差是幹擾機床加工精度的主要方麵(miàn)。利用多體(tǐ)動力學理(lǐ)論(lùn),建立五軸聯動數控工(gōng)具磨床(chuáng)動力學模型,分析其(qí)誤差組(zǔ)成,得到刀具與被加工零件間的運動偏差。分析(xī)影響五軸聯動數控工具磨床加工精度的影(yǐng)響因(yīn)素,為改善(shàn)磨床精度提供一定的參考依據。
1、 多剛體動力學模型建模(mó)
五軸聯動數控工具磨(mó)床采用臥式工作台、外置支撐台的形式,磨頭安裝在 Z 軸(zhóu)機構平台上,Z 軸機構安裝在 X 軸機(jī)構(gòu)平台(tái)上,加工時,砂輪可實現 X 軸、Z 軸移動(dòng)。工件裝在夾頭上,夾頭固定在B 軸機構上,B 軸(zhóu)機構固定在 C 軸機構上,C 軸機構固定在 Y軸(zhóu)機構上。工件既可以繞(rào)自己的軸線即 B 軸做回轉運動,又可以沿 Y 軸(zhóu)做直線運動,還可以隨支持台回轉軸 C 軸(zhóu)運動,增加了磨頭主軸剛性的同時又提高了工件的定位精度。五軸聯動數控工具磨床結構示意圖如圖 1 所示(shì)。
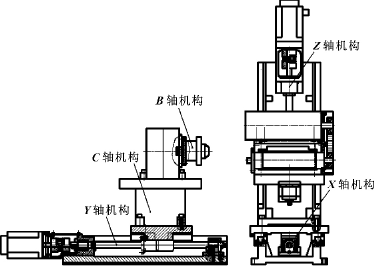
圖 1 五軸聯動數控工具磨床結構示意圖
在三維建模軟件(jiàn) Solid Works 中建立五(wǔ)軸數控工具磨(mó)床的三維(wéi) 實 體(tǐ) 模 型,再 轉 化 成 多 體(tǐ) 動 力 學 軟 件ADAMS可以識(shí)別的中性文件,導入到(dào) ADAMS 中建立五軸聯動數控工具磨床的仿真模型。根據(jù)五軸聯動數(shù)控工具磨床的工作原理和(hé)需要重點分析的結構,將五軸聯動數控工具磨床簡化成 X 軸機構、Y 軸機構、Z軸機構、B 軸機(jī)構、C 軸機構、機身 6 個部分。五軸聯動數控工具磨(mó)床多剛體動力學(xué)模(mó)型如圖 2 所示。各機構(gòu)間模擬連接形式(shì)如表 1 所示,機床參數如表 2所示。
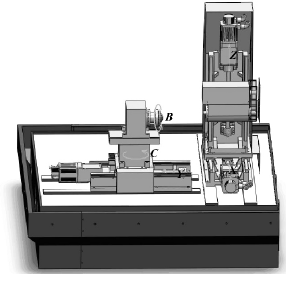
圖(tú) 2 五軸聯動數控工具磨床多剛體(tǐ)動(dòng)力學模(mó)型
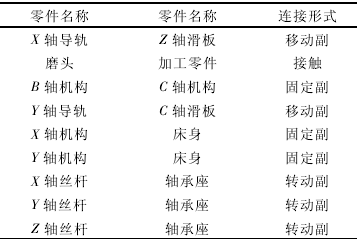
表 1 各機構模擬連接形式
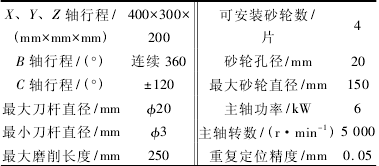
表 2 機床主要參數
2 、剛柔耦合動力(lì)學模型建模
所建立的五軸聯(lián)動數控工具磨(mó)床剛體動力學建模在分析時,由於隻考慮了各(gè)零部件間(jiān)的相(xiàng)對(duì)運動關係,並沒有考慮到各零部件間相對運動時所產生的變形(xíng)和阻尼,導致各剛體之間有確定的運動,即刀具能夠按(àn)照所(suǒ)規劃的路徑進行(háng)運動,所得(dé)到的磨床動態(tài)誤差為零。為了正確分析磨床的(de)加(jiā)工精度(dù)因素,需要建(jiàn)立五軸(zhóu)聯動數控工具磨床剛柔耦合動力學(xué)建模,即在考慮各零部件相對(duì)運動關係的同時又要考慮主要零部件的相對變(biàn)形。作者在上述所(suǒ)建立的多剛體動力學(xué)模型的基礎上,將(jiāng)固定副(fù)和轉動副用考慮了變形在內的 Bush 力代替。所建(jiàn)立的五軸聯(lián)動數控工具磨床剛柔耦合動力學模型如圖 3 所示。

圖 3 五軸聯動數控工具磨床剛柔耦合動力學模型
3、加工精度影響因素分析
利用所建立的五軸聯動數控工(gōng)具磨床多剛體動力學模型(xíng)與剛柔耦合動力學模型,分析 X、Y、Z 三(sān)軸進給加速度、機構中移(yí)動部(bù)件與靜止部件質量之比以及主軸支撐部件間的相對剛度 3 個因素對五軸聯動(dòng)數控工具磨床加(jiā)工精度的影響。由於所建立的五軸(zhóu)聯動數控工具磨床多剛體(tǐ)動力學建模的加工誤差為零,所以以多剛體動力(lì)學模型為(wéi)參考模型,在兩種模型刀具的質心位置分別設 A、B 兩點(diǎn),通過分析 A、B兩點在相同工作條件下的位移(yí)差就可以得到相應的磨床加工誤差。
3. 1 進給加速(sù)度對加工精(jīng)度的影響
X 軸不同進給加速度磨床加工誤差如圖(tú) 4 所(suǒ)示。
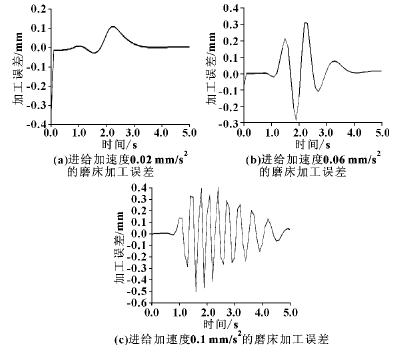
圖 4 X 軸不同進給加速度磨床加工誤差
五軸聯動數控工具磨床屬於高精度機械,在高加工精度的前提下,為了提高加工效率,其進給(gěi)加速度也要盡(jìn)可能提高。根據(jù)自主研發磨床的 X、Y、Z 三軸(zhóu)行程以及設計所要求(qiú)的加工效率(lǜ),確定最(zuì)小的進給(gěi)加速度為 0. 02 mm/s2最大的進給加速(sù)度為 0. 1 mm/s2,取(qǔ)均值 0. 06 mm/s2。分別分析 X、Y、Z 三軸在0. 02、0. 06、0. 1 mm / s2加(jiā)速度下的(de)磨床加工誤差。仿真設置五軸聯動數控工具(jù)磨床對某一(yī)刀具的(de)平麵進行磨削,設置仿真時間(jiān) 5 s,步長 50,分別提取多剛體動力學模型和(hé)剛柔耦合動(dòng)力學模型的相關位移曲線,兩曲線相減後得到X 軸機構在 0. 02、0. 06、0. 1mm / s2加速度下的磨床加工誤差,如圖 4 所示。
從圖 4 可以看出隨著(zhe) X 軸進給加速度的不(bú)斷增大,磨床的加工誤差也隨之增大,而且加工誤(wù)差的振動程(chéng)度也隨之增大。通信仿 真得到的 Y 軸機構在0. 02、0. 06、0. 1 mm / s2加速度下的磨床加(jiā)工誤差如圖 5 所示。
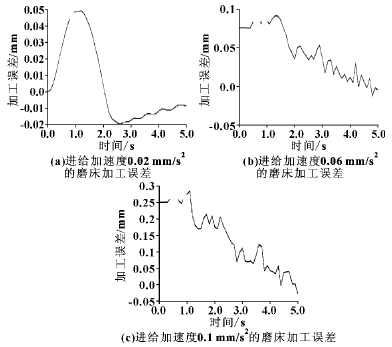
圖 5 Y 軸不同進給加速度(dù)磨床加工誤差
從圖 5 可以看出隨著 Y 軸進給加速度的不斷增大,磨床的加工誤差也隨之增大(dà),而且加工誤差的振動程度也(yě)隨之增大。仿(fǎng)真得到的 Z 軸機構在 0. 02、0. 06、0. 1 mm / s2加 速 度(dù) 下 的 磨 床 加 工(gōng) 誤 差 如 圖 6所示。綜上可以看出磨床的加工誤差隨著 X、Y、Z 三軸的進給加速度的增大而增大,而且加工(gōng)誤差的波動程度也隨之(zhī)加大,在 0. 02、0. 06、0. 1 mm/s23 種(zhǒng)加速度下,加工(gōng)誤差的最大值出現在 X 軸進給加速度為(wéi) 1 mm/s2時,為 0. 4 mm。X 軸在(zài) 0. 02 mm/s2的進給加速度下,加工誤差為 0. 1 mm,Y 軸在 0. 06 mm/s2的進給加速度下,加工誤差為(wéi) 0. 082 mm,Z 軸在(zài) 0. 1mm / s2的進給加速度下,加工誤差為 0. 08 mm,基本符合自主研發磨床(chuáng)的加工精度(dù)要求。所以,將自主研發磨(mó)床的 X 軸進給加速度設置(zhì)為 0. 02 mm/s2,Y 軸進給(gěi)加速度設置為 0. 06 mm/s2,Z軸進給加速度設置為0. 1 mm / s2,這樣既可以保證磨床有足夠的加工精度,又可以達到加工效率的設計要求。
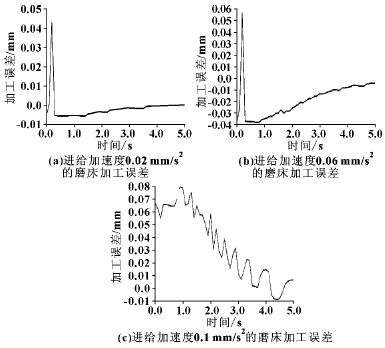
圖 6 Z 軸不同(tóng)進給加速度磨床加工誤差
3. 2 移動部件與靜止部件質量之比對加工精度的影響
移動部件是指部件的質心相對於大地有位移變化的物體。對所建立的兩種五軸聯動數控工具磨床在進給加速度相同、移動部件與靜止部件質量之(zhī)比分別為1 / 20、1 / 30、1 / 40 時(shí)進行仿真分析。仿真設置五軸聯動數控工具磨床對某一(yī)刀具的平麵進行磨削,設置仿(fǎng)真時間 5s,步(bù)長 50,分別提取多剛體動力學模型和(hé)剛柔耦合動力學模型的相關(guān)位移曲(qǔ)線,兩曲線相減後得到對應的加工誤差,分別如(rú)圖 7—9 所(suǒ)示。
圖 7 動靜質(zhì)量比為 1/20的磨床加工誤差
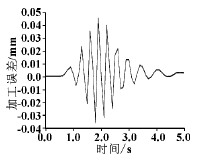
圖 8 動靜質量比(bǐ)為(wéi) 1/30的磨床加工(gōng)誤(wù)差(chà)
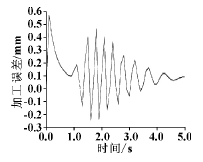
圖 9 動(dòng)靜質量比為 1/40 的磨床加工誤差
從圖 7—9 可以看出,動靜質量越小,磨床的加工誤差也越小。這是因為機床的動(dòng)靜質量比越大,相應的慣性矩也隨之增大,這對(duì)於在(zài)高速運(yùn)轉的磨床精度有(yǒu)很大影(yǐng)響,特別是在磨床做加速和減(jiǎn)速的(de)過程中(zhōng)。所(suǒ)以降低五軸聯動數控工具磨床運動部件(jiàn)與靜止部件質量之比對於提高磨床(chuáng)的加(jiā)工精度有重要作用(yòng)。
3. 3 主(zhǔ)軸結合部相對剛度對加工精(jīng)度的(de)影響
分別分析五軸聯動數控工具磨床在其它條件相同,隻有主軸結合部(bù)相對剛度不同時磨床的加工誤差。根據結合部的零件材料,分(fèn)析結(jié)合(hé)部相對(duì)剛度為0. 5×108和 1×108兩種情況下的加工誤差,如表(biǎo) 3 所示。仿真設置五軸聯動數控(kòng)工具磨床對某一刀具的平麵進行磨削,設置仿真時間 5 s,步長(zhǎng) 50,分別提取(qǔ)多剛體動力學模型和剛柔耦合動力學模型的(de)相關位移曲線,兩曲(qǔ)線(xiàn)相減後得到相(xiàng)應的加工誤差,如圖 10、11 所示。可以看出,主軸結合部相對剛度越大磨床的加工誤差越小(xiǎo),這是因為相對(duì)剛度越大對主軸的支撐作用越強,可以降低主軸與(yǔ)床(chuáng)身之間的相對位移,另外對主軸的振動也有(yǒu)一(yī)定的抑製作用。
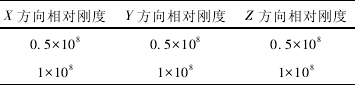
表 3 主(zhǔ)軸結合部相(xiàng)對剛度
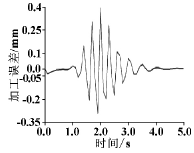
圖 10 主軸(zhóu)結合(hé)部相對剛度 0. 5×108時磨床加工誤差
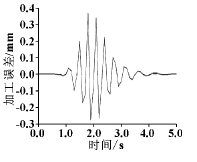
圖 11 主軸結合部相對剛度 1×108時磨床加工誤差
4 、結束語
針對自主研發的五軸聯動數控工具磨床,建立磨床的多剛體動力學模型和剛柔耦(ǒu)合動力學模型,分析X、Y、Z 三軸進給加(jiā)速(sù)度、動靜質量比以及主軸結合部相對剛度對五軸數(shù)控工具磨床(chuáng)加工精度的影響。通過仿真分(fèn)析發(fā)現:( 1) X、Y、Z 三軸進給加速度越大(dà),機床的加工精度越低(dī)。將 X 軸進給加速度設置為 0. 02 mm/s2,Y 軸進給加速度設(shè)置為 06 mm / s2,Z 軸進給加速度設置為 0. 1 mm/s2,這樣既可以保證磨(mó)床有足夠的加工精度,又可以達到加工(gōng)效率的設計要求。(2) 磨床動靜質量比 越小,磨 床 的 加 工 精 度越低.(3) 主軸結合部相對剛度(dù)越低,磨(mó)床的加工(gōng)精度越低。在對進行磨床結構設計與優化時要(yào)對進給加(jiā)速度、動靜質量比以及主軸(zhóu)結合部相對剛度 3 個影響因素進行考慮(lǜ),為磨床的(de)設計提供了一定的(de)參考。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃(cuì)
| 更多