


目前我國水泥(ní)工業用輥壓機輥軸重量普遍介於(yú)20~55t之(zhī)間,與之配套的深孔加工(gōng)直徑為ϕ150~200mm,加工深度需達到 2 000~3 800mm。由於深孔加工(gōng)費用高、工期長,以目前國內現有建材機(jī)械企(qǐ)業加工能力,輥壓機輥軸的深孔加工難度大(dà)。此外,對於水泥輥磨搖臂軸和傳動軸的加工,雖然重量較小(xiǎo),但除中(zhōng)心孔外還(hái)有(yǒu)偏(piān)心孔的深孔加工(gōng)要
求,由於定位(wèi)裝夾複(fù)雜、孔鑽偏位、加工(gōng)費用高等難題,國(guó)內具備此項加工能力(lì)的機械(xiè)企業極少。如(rú)何利用現有的加工設備,通(tōng)過(guò)簡易改裝解決這一問題,是影響當前水泥機械企(qǐ)業生產進度(dù)和成本的(de)重要(yào)一(yī)環。本文主要(yào)介紹如何將當前水泥機械企業常(cháng)用(yòng)深孔鑽鏜設備(bèi)進行簡易改裝,使之具(jù)備加工(gōng)輥壓(yā)機輥軸(zhóu)、輥磨搖(yáo)臂等深孔的能力。
1 、改裝後深孔鑽鏜設備主要組(zǔ)成部件及加工能力
改裝後深(shēn)孔鑽鏜設(shè)備主要由鑽鏜杆動力設備、工作台、V型支架、校準密封尾架(jià)、調整托輪及壓緊裝置組(zǔ)成(見圖1)。
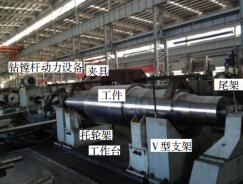
圖1 改裝後深孔鑽鏜設備
改(gǎi)裝後可以適用於軸類工件中心孔及偏心孔(kǒng)深孔鑽鏜(táng)。鑽鏜孔直徑範圍:一般為 25~220mm(視原鑽鏜設備而定),鑽(zuàn)鏜孔最大深度:4 000mm,承受最大工件重量:60t,工件最大直(zhí)徑:直徑 2 200mm,支撐點工件最大直徑: 直徑900mm。改(gǎi)裝後可以經濟性地解決輥壓機輥軸、輥磨搖臂軸和傳動軸中心孔及偏心(xīn)孔深(shēn)孔鑽鏜(táng)加工問(wèn)題。
2 、傳統深孔鑽鏜改造方(fāng)案
2.1 利用現有深孔鑽鏜用鑽鏜(táng)杆動力設備
利(lì)用現(xiàn)有深孔鑽鏜設備鑽削、鏜削的內(nèi)排屑(xiè)、內冷(lěng)卻技術。工件起鑽端采(cǎi)用液(yè)壓頂緊式授油器裝置防止冷卻液滲漏,鑽(zuàn)杆(gǎn)箱和進給箱驅動鑽鏜杆旋轉並一起沿床身導軌按指定速度向工件直線移(yí)動,完成鑽鏜(táng)削功(gōng)能。為減少振動、保證鑽(zuàn)鏜杆的直線性,設兩個鑽鏜杆導向支架。
2.2 增設固定(dìng)工作平台
根據最大工件尺寸和重量及尾架尺寸,設(shè)計固定工作平(píng)台。工作台T型槽用來定位和固定尾座及V型支架。在安裝時,保證T型槽與鏜杆(gǎn)中心線平行且在正下方。
2.3 增(zēng)設V型支架
V型支(zhī)架用來支撐工(gōng)件,並(bìng)和壓緊裝置一起夾緊工件,通過塞鋼板和墊箱適應工件直徑,確保工置,便於檢測工件孔(kǒng)與鑽鏜杆的同心度。尾架上的頂尖(jiān)設置密封頂盤時,可保證鑽鏜通孔時冷卻(què)液(yè)的密封,同時也可起到校準工件(jiàn)尾部孔中心位置的(de)作用。
2.5 增設調整托輪架
調整托輪架由(yóu)托輪、托輪支架、托輪支架底座及(jí)托輪支架驅動絲杆機構組成。托輪的上下和水平位置可(kě)以調整(zhěng),帶動工件以調整工件孔位置。兩個以上的偏心孔,隻需一次定位,轉動工件,即可達到所需深孔定位要求。
2.6 增設(shè)工(gōng)件壓緊裝置(zhì)
壓緊裝(zhuāng)置采用倒V形(xíng)壓塊焊接在壓杆上。通過(guò)螺(luó)杆螺母將V形塊壓杆與V型支架連接,即可壓緊工件(jiàn),裝夾簡單方便。
3 、改裝(zhuāng)後深孔鑽鏜的優點
(1)有效利用傳(chuán)統加工設(shè)備,具有改造費用低、效果(guǒ)優(yōu)的特點。
(2)工作時,采用鑽杆旋(xuán)轉並進給而工件固定不動的鑽鏜削方式,有(yǒu)利於實現大重型工件的加工,解決(jué)了大重型工件(jiàn)旋轉時(shí)需要配(pèi)備造價昂貴的裝(zhuāng)夾裝置的問題,並降低(dī)了工件旋轉的能耗。
(3)設計了保證V型支架、尾架(jià)、托輪架正(zhèng)確定位和安放的(de)工作台。
(4)采用了可(kě)調整工件上下左右位置和角度的托輪架。托輪的上下和水平(píng)位置可以調整,帶動工件以調整工件孔位置。兩個以上的偏心孔,隻(zhī)需一次定位(wèi),轉(zhuǎn)動工件,即(jí)可達到所需深孔定位(wèi)要求。
(5)采用尾架上的頂尖校準工件位置和角(jiǎo)度,采用(yòng)密封頂(dǐng)盤解決鑽鏜通孔時冷卻液的密(mì)封問題。
(6)采用V型(xíng)支架(jià)和V形塊壓杆對工件進行支承和裝夾。裝夾(jiá)簡單方便可(kě)靠、壓力大(dà)、與工件接觸麵積大,有(yǒu)利於工件固定。
4 、應用效(xiào)果
改裝後(hòu)深孔鑽鏜設備已經在(zài)中國建材機械工業協會會員企業使用,已利用該設備加工了8台輥壓機(16根輥軸)、20根輥磨(mó)軸涉及到的深孔,定位裝夾方便,加工(gōng)效率高,精度(dù)滿足設計要求。
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發(fā)表,或進行(háng)資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

調(diào)查")
- 2024年11月(yuè) 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年(nián)10月(yuè) 新能源汽車(chē)產量數據
- 2024年10月(yuè) 軸承出(chū)口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據