


二十輥(gǔn)軋機機架孔專用鏜床加工方法
2017-6-8 來源(yuán):齊齊哈爾(ěr)大學 作(zuò)者:錢琳,王(wáng)世剛,曲波
摘要(yào): 針對現有(yǒu)的二十(shí)輥軋機機(jī)架加工方(fāng)法的弊端,設計了二十輥軋機機架專用鏜床,介紹此設備的性能參數,此設備提高了軋機機(jī)架的加工精度和生產效率。
關鍵詞: 二十輥(gǔn)軋機機架; 鏜床; 梅花孔; 精加工
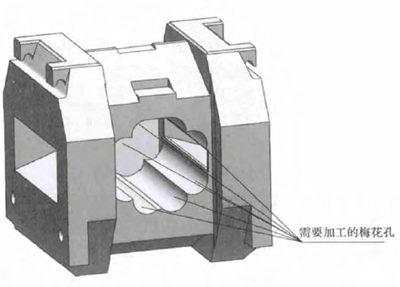
機架(jià)是不鏽鋼二十輥冷軋機設備中的核心零件,其製造精度直接影響到軋輥的安裝精度,進而影響成品(pǐn)鋼板的尺寸精度[1 - 5]。圖 1 是機架外形圖,其中的加工難點是對稱分布的 8 個梅花形深孔(kǒng)。梅花孔尺寸為 8 - R177. 6(0+ 0. 028) mm,孔距為( 400. 05 ± 0. 025)mm、( 149. 225 ± 0. 025 ) mm,孔深 1 706 mm。此(cǐ)零件的(de)加工難點為對稱分布的 8 個梅花形深孔,目前的加工方法是用鏜床單個孔依(yī)次加工,結果是(shì)無法直接加工達(dá)到設計(jì)要求精度。中國第二(èr)重型(xíng)機械集團( 德陽) 萬信工(gōng)程設備有限責任公司,利用專門(mén)工裝及(jí)輔助支撐在三(sān)坐標跟(gēn)蹤儀的實時(shí)跟蹤檢測配合(hé)下在(zài)鏜床進行精加工,可達到設計(jì)要求,但加工(gōng)過(guò)程中(zhōng)由於工裝鏜杆(gǎn)本(běn)身較長,鏜杆會彎(wān)曲下垂,最大彎曲量約為0. 047 mm,會影響孔深中間部位的精加工尺寸; 精加工孔兩端尺寸到(dào)位後測量孔中段,發現有偏差,需要對孔中段進行(háng)一次光刀修複,並且耗時(shí)長[6]。
1.機架的主(zhǔ)要技術參數
材質: ZG270 - 500;重量/kg: 50 032外形尺(chǐ)寸/mm × mm × mm: 2 356 × 2 400 × 2 480;無(wú)損檢測: UT、MT。
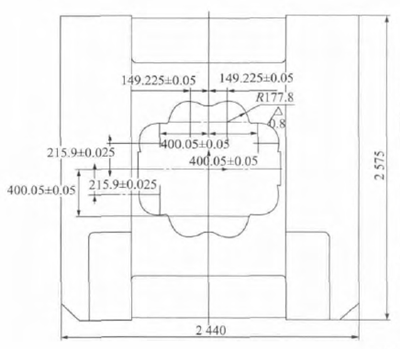
圖(tú)1 機(jī)架外形圖
2.二十輥(gǔn)軋機機(jī)架(jià)孔專用(yòng)鏜床(chuáng)
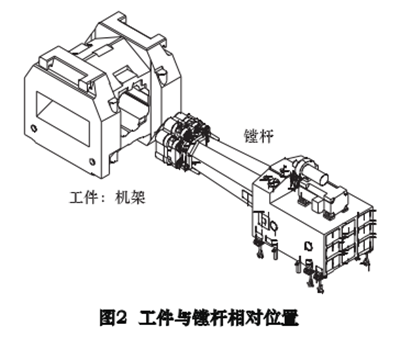
針對以上製約加工精(jīng)度瓶頸的特點,二十輥軋(zhá)機機架孔專用(yòng)鏜床的設計從以下兩方麵入手:第一,針對鏜削加工過程中鏜杆截麵尺寸小,鏜削過程中(zhōng)鏜杆變剛度的(de)問題,在(zài)加工允許範圍內設計大截麵鏜杆(gǎn),使變剛度鏜削過程問題(tí)轉變為等剛度鏜削,同時設計減振結構,減小半圓(yuán)孔加工過程中振顫影響;第二,需要解決 8 孔中任意一個孔自身精度超(chāo)差(chà)或其中任意(yì)兩孔之間的形位公差超(chāo)差,將導致機架精度(dù)超差的問題。解決過程如下: 首(shǒu)先,如果實現鏜杆等剛度鏜削,根(gēn)據“運動相對論”原理,則將鏜杆伸長(zhǎng)運(yùn)動轉(zhuǎn)化為長鏜杆的水平運動及工件靜止或工件(jiàn)的(de)運動及長鏜杆靜止兩種(zhǒng)狀態,結構示(shì)意如圖 2。
狀態一: 長鏜杆的水平運動及工(gōng)件靜(jìng)止,此(cǐ)時由於鏜(táng)杆長度大,水平運動時,鏜杆部分由於(yú)“杠(gàng)杆比例縮放(fàng)原理”會將導軌(guǐ)間隙放大,影響加工精度(dù),所以(yǐ)采用(yòng)狀態二,即工件的運動及長鏜杆靜止。二十輥軋機機架重量為 65 t 及 90 t 兩種規格,為保證工件直線運動的精度及增強抗震性(xìng),工件運動導軌采用閉式靜壓導軌,其具有導軌運動速度的變化對油膜厚度的影響小,載荷的變化對油膜厚度的影響小,液體摩擦係數僅為0. 005 左右,油膜抗振性好等優點,可以實(shí)現工件慢速進給,深孔等剛度鏜削,解決了原來變剛度鏜削時鏜杆變形隨鏜(táng)孔深度增加而增大的問題。
由於原有加工方法需要單獨完成(chéng) 8 個孔的加工,整體工(gōng)件精度受 8 次(cì)機床定位誤差的(de)幹擾及每次單孔加工時人為因素誤差的影響等,二十輥軋機機(jī)架孔專用鏜床(chuáng)以一次加(jiā)工完成所用(yòng)孔鏜削(xuē)為指導思想,設計鏜頭係統( 如圖 3) ,鏜頭係統共由 8組(zǔ)鏜頭組成,8 組鏜頭相(xiàng)對固定且(qiě)位置公差遠小於機架八孔位置公差要求,即可解決(jué)所有鏜削機架孔支架位置公差滿足(zú)圖紙要求且與鏜頭位置公(gōng)差一致八孔鏜頭(tóu)采用獨特的刀具定位技術,重複定位精(jīng)度達到 0. 002 mm,半精度時加工刀具最小徑向進給量為 0. 05 mm,精(jīng)加工時刀具最小徑向進給量 ± 0. 005mm,滿足高精度孔徑加工需求。根據(jù)機架的圖紙,我們可以看出(chū),梅花形深孔為非整圓(yuán)孔,對切削加工的影響較大,也是加工的難(nán)點(diǎn)的關鍵所在。
本鏜床在切(qiē)削加工時,八孔鏜頭(tóu)采用獨特的齒差阻尼(ní)減振技術及鏜刀(dāo)對位加工方法,可使孔加工(gōng)的粗糙度更好(hǎo)及調高刀具的使用壽命。即在深孔鏜削加工過程中,沿工件梅花中心對稱的兩個孔一同加工,這樣切削加工力由於方向相反,大小相等,從而作用力相(xiàng)互抵消,而單孔加工卻避免不了(le),從而對加工精(jīng)度及刀具使用壽命產生影響。

表(biǎo) 1 二十輥軋機機架孔專用鏜床參數
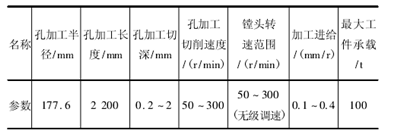
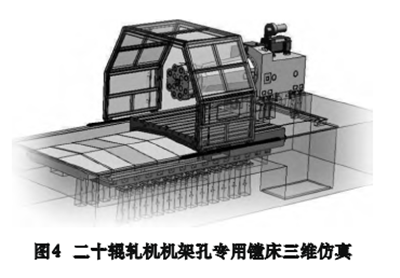
圖(tú) 4 為二十輥軋機機架孔專用鏜床(chuáng)三維仿真,參數(shù)如表 1。
3.結語
首先,二(èr)十(shí)輥軋機機架孔專用鏜床專有機械結構設(shè)計,解決了機架梅花深(shēn)孔加工的難題(tí),解決了原加工方法中找正困難、加(jiā)工精度容易超差等問題。能真正(zhèng)意義上的解決(jué)機架梅花孔精度加工精(jīng)度不高的難題,打破製約國產二十(shí)輥軋機精(jīng)度低的瓶頸,同時可(kě)以向其他軋機產品進行延伸(shēn),如四輥軋機、六輥、偏(piān)八輥、十二輥、十四輥、十八輥、二十六輥、三十輥直(zhí)至三十六輥軋機,整體提高我國軋機行業的製造(zào)精度。
投稿箱:
如果(guǒ)您有機床行業、企業(yè)相(xiàng)關新聞稿件發表(biǎo),或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業(yè)相(xiàng)關新聞稿件發表(biǎo),或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業(yè)界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源(yuán)汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產(chǎn)量(liàng)數據