


變頻器在鏜床進給(gěi)係統改造(zào)中的應用
2017-7-3 來源:變頻器;直流調速係統;鏜床;進給;驅(qū)動 作者:程海龍 ,王慧
摘要:針對英鏜機床存在的滑枕易損壞問題,將機床的進給係統改(gǎi)造成由變頻器驅動,提高設備穩定性,降低工人的勞動強度。
關鍵詞(cí):變頻器;直流調速係統;鏜床;進給;驅動(dòng)
做為粗加工的 10 英寸(cùn)銑鏜 (下稱:英鏜) 是50 年代的陳(chén)舊設備(bèi),設備狀態已不穩(wěn)定,特別是滑枕走刀部分進給傳(chuán)動離合器經常打滑發熱,甚至抱死,無法脫開,致使離(lí)合(hé)器線圈經常燒壞。由於離合器(qì)安(ān)裝空間小,拆裝不便,給設備維修帶來很大困難。為此筆者結合變頻器在其他設備上的使用效果,對英鏜進給控製(zhì)係統進行改造(zào)。
1.異步電動機(jī)調速原理及選擇
1.1 異步電機調速原理
異步電機轉動是由定子主磁通和轉子電流(liú)相互作用產生的。產生轉子電流的必(bì)要(yào)條件是轉子繞組切割定子磁場的(de)磁力線。因此,轉子的轉速 n必須低(dī)於定子磁場的轉速 n0,兩者之差稱為轉差:

由此可知異步電動機有以下幾種調(diào)速方法:(1) 改變磁極對數 p; (2) 改變轉差率 s; (3)改變頻率 f (變頻調速)。本次(cì)改造利(lì)用 ACS510 變頻器可連續改變供電電源頻率的特性,連續平滑地調節電動機轉速。異步變頻調(diào)速(sù)電機具(jù)有調速範圍廣,調速(sù)平滑性能好,機械特(tè)性(xìng)較(jiào)硬的優點,可以(yǐ)方便地實現恒轉矩或恒功率調速,其(qí)調速特性與直流(liú)電動機調壓調速和弱磁調速十分相似。
1.2 異步電動機的選擇
電機的“扭矩”
根據對各(gè)鏜床進給係統對比分(fèn)析可知,英鏜的滑枕橫截直徑麵積為 0.7 m2,德係鏜銑床滑枕的橫截麵積為 0.2 m2,即存在一定差距。
德係鏜銑(xǐ)床進給係統的電機功率 40 k W,轉速1 500 r/min,電機的轉矩 T=254.67 N·m;原英鏜滑枕驅(qū)動主軸電機功率 100 k W,電機轉(zhuǎn)速為 1 500 r/min,電機的轉矩為 636.67 N·m,依據英鏜老化程(chéng)度(dù)及(jí)上述統計的機床數據,估算英(yīng)鏜滑枕驅轉矩約為 350 N·m,由此根據滑枕電機的驅動(dòng)轉矩及(jí)進給電機需要的最低轉速,算出電機功率為 30 k W,轉速 730 r/min,最終選(xuǎn)定 YZP250M-8,30 k W 電機。
2.變頻器的控製係統
2.1 電氣原理圖(tú)設計
本文所選變頻(pín)器的頻率範圍為 0~400 Hz。三相 380 V 交流(liú)電壓通過斷路器 QF1001 和接觸器K1001 接到變頻器的電源輸入端 U11、V11、W11上,變頻器輸出電壓 U2、V2、W2 接到負載電動機 M 上。QF1001 是電源總開關,有短路和過載保護作(zuò)用,K1001 是送電接(jiē)觸(chù)器,當(dāng)控製(zhì)回路給出送電指令後,接觸器吸合。製動電阻直(zhí)接(jiē)接到 R- 與R+端,在電動機製動時,會有部(bù)分能量要回饋到變頻器內部,製動電阻的作用就是負責(zé)消耗這部分能量。對滑(huá)枕正反轉的快速移動控製是通過(guò)K75、 K106、 K107 繼電器帶動輔助點實現 。 當K75 和 K106 繼電器吸合時 , 端 子(zǐ) DL1、 DL2、DL3 得電,變頻器作正向快速運(yùn)轉(zhuǎn),當 K75 和K107 繼電(diàn)器吸(xī)合時,端子 DL1、DL3 得電,變頻器作(zuò)反(fǎn)向快速運轉。對滑枕(zhěn)進給控製是(shì)通過變頻器的模擬 I/O 端子排,用電位計控製(zhì) AL1 端的模擬量輸入電壓,改變變頻電機的輸出頻率,調節電機速度;當 K75、K106 繼電器吸合時,DL1、DL2得電,DL3 失電,電機正方向(xiàng)進給,通過調節RP101 調節電機正(zhèng)向進給速度;當 K75、K107 繼電(diàn)器吸合時,DL1 得電,DL2、DL3 失電,電機反方向進給(gěi),調節 RP101 調節電(diàn)機反向進(jìn)給速(sù)度(見圖(tú) 1、圖 2、表 1)。
2.2 程序和電氣回路設計(jì)
由(yóu)於英鏜是老舊設備,為了使機床更好地啟動,克服滑枕間隙大(dà),啟動衝量大,啟動矩(jǔ)大的缺點,特設計滑枕停止反向程序,以降低啟動衝量 (見(jiàn)圖 3)。
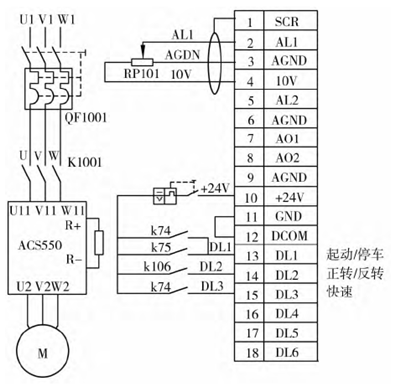
圖 1 ACS510 變頻器調速(sù)原理圖 1
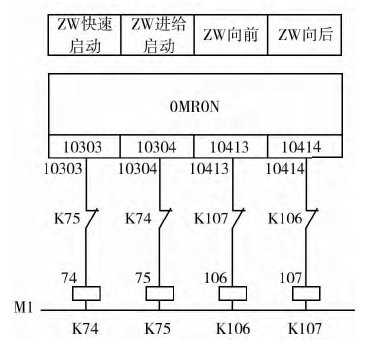
圖 2 ACS510 變頻器(qì)調(diào)速原理圖 2
由圖(tú) 3 可知,當 SW2B 的滑枕和主軸選出按鈕按下(xià),PLC 輸(shū)入點 I0.09 閉合,在其他條件均滿足的條件下,ZW 快(kuài)速正向 207.01 啟動,205.08 中間繼電器自鎖,205.08 中間繼電器吸合;0.8 s 後,TIM023 時(shí)間繼電(diàn)器吸合;TIM023 時間繼電(diàn)器動作,帶動 ZW 快速反向繼電(diàn)器啟動(dòng),滑枕停止反向啟動;205.08 中間繼電器吸合,1.6 s 後(hòu) TIM022 繼(jì)電器動作,滑枕停止。
2.3 變頻(pín)器參數設置(zhì)
在(zài)變頻器的輸入項目中有些是電機基本參(cān)數,如電機的功率、額定電(diàn)壓(yā)、額定電流、額定(dìng)轉速、極數(shù)等。這些參數非常重要,將直接(jiē)影響變(biàn)頻(pín)器中(zhōng)一些保護功能的正常運行,一定要根據電機的實際參(cān)數正確輸入,以確保變頻器的正常使用。本文所選(xuǎn)電機參數如下:電機型號 YZP-250M-8,
表 1 輸入/輸出地(dì)址表
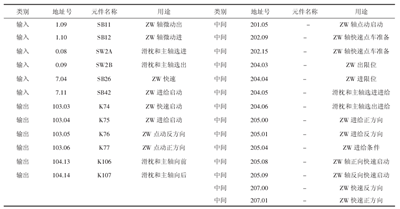
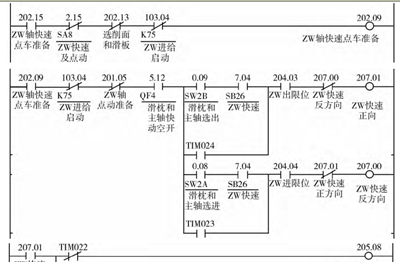
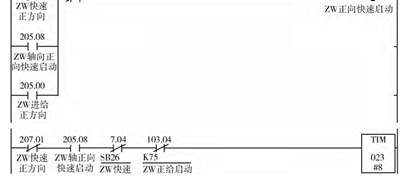
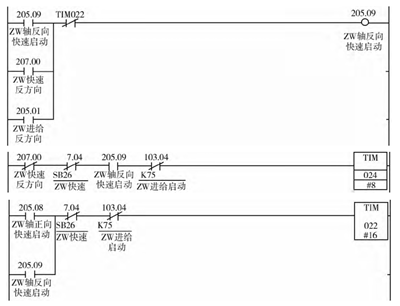
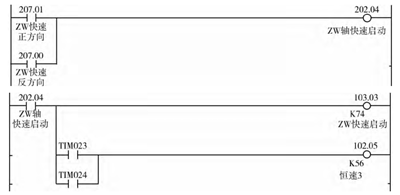
圖 3 滑枕停止反向(xiàng)程序
電機 30 k W,額定(dìng)電壓 380 V,額定電流 63.4 A,電機的額定轉速 730 r/min。所對應電機的變頻器(qì)參數:
9901:電機語(yǔ)言選擇,參數為 1=中文
9902:應用宏,參數為 1 標準宏
9905:電機額定電壓,380 V
9906:電機額定電流,參數(shù)為 63.4 A
9907:電機額定頻率(lǜ),參數為 50 Hz
9908:電機的額定(dìng)轉速,設定參數為 730 r/min
9909:電機額定功率,參數為 30 k W
1103:給(gěi)定值 1 選擇,設定參數 1
1104:給定 1 最小值,參數為 0
1105:給定參(cān)數最大(dà)值,參數為 50
1201:恒速選擇,參數(shù)為(wéi) 3
1202,恒速(sù) 1,設(shè)定恒(héng)速 1 為 30 Hz
2101:起動功能,設定參數 1
2210:轉矩提升電流,設定參數35.5 A
3.變頻器常見故障排除(chú)
(1) 過流 (OVERCURRENT)表現為輸(shū)出(chū)電流過大。檢查和排除步驟:①電機是否過載;②加速時間(jiān)是否(fǒu)過短 (參數 2202ACCELER TIME 1 ( 加 速(sù) 時 間 1) 和 2205ACCELER TIME 2 (加速時間 2));③電機是否發生故障,具體(tǐ)檢查是否電機電纜故障(zhàng)或接線錯(cuò)誤。
(2) 直流過壓 (DC OVERVOLT)表現為中間回路 DC 電壓過高。檢查和排除步驟:①輸入側的供電電(diàn)源發生靜(jìng)態或瞬(shùn)態過電壓;②減速時間是否(fǒu)過短 (參數 2203 DECELER TIME1 (減速時間 1) 和 2206 DECELER TIME 2 (減速時間 2));③過(guò)電壓控製器是(shì)否處於正(zhèng)常(cháng)工作狀態。
(3) 過溫 (DEV OVERTEMP)表現為散熱器過溫(wēn),溫度達到(dào)或超過極限值。其中,R1~R4 :115 ℃,R5/R6:125 ℃。檢查和(hé)排除步驟:①風扇是否發生故障;②空氣流通是否受阻(zǔ);③散熱器是否積(jī)塵;④環(huán)境溫度是否(fǒu)過高;⑤電機負載是否過大。
(4) 短路 (SHORT CIRC)表(biǎo)現為短路故障。檢查(chá)和排除步驟:①電機電纜或電機是否短路;②供電電源是否發生(shēng)擾動。
(5) 直流欠(qiàn)壓 (DC UNDERVOLT)表現為(wéi)中間回路 DC 電壓不足(zú)。檢查和排除步驟:①供(gòng)電電源是否缺相;②熔斷器是否已(yǐ)熔斷;③主電(diàn)源是否欠壓。
(6) ALI 丟失 (AI1 LOSS)表現為模擬輸入 1 丟(diū)失。具體為(wéi)模擬輸入值小於參數 3021 AI1FLT LIMIT (AI 故障極限) 的(de)值。檢查和排除步驟(zhòu):①檢查模擬輸入(rù)信號源及其接線;②檢查參數 3021 AI1FLT LIMIT (AI 故障極限) 的設置值(zhí),並且檢查 3001 AI<MIN FUNCTION(AI 故障(zhàng)功能)。
(7) 電機(jī)過溫 (MOT TEMP)表現為電機過熱,根據傳動的估算或溫度反饋信(xìn)號。檢查步驟:①檢查電機是否過載;②調整用於估算的參數 (3 005 ~ 3 009);③檢查溫度傳感器(qì)和參數(shù)組 35 中的參數(shù)設置。
(8) 控製盤丟失 (PANEL LOSS)表現為控製盤通訊丟(diū)失,並且傳(chuán)動處於本地控製 (控製(zhì)盤顯示 LOC,本(běn)地(dì)),或者傳動處於遠程控製模式 (REM,遠程(chéng)),且起/停(tíng)/方向/給定值信號來(lái)自控 製盤。檢(jiǎn)查(chá)步驟:①通訊鏈路和接線是否正常;②檢查參數 3002 PANEL COMM ERROR(控製盤丟失故(gù)障);③檢查參數組 10 的參數:控(kòng)製命令輸入和參數組 11 給定選擇 (傳動單元運行於 REM (遠程) 模式) 是否有誤。
(9) 電機堵轉(zhuǎn) (MOTOR STALL)表現為電機或工藝堵轉,電機運(yùn)行於堵轉區。檢查步驟:①是否過載;②電機功率是否不夠。
(10) 接地故障 (EARTH FAULT)具體表現包括在電機或電機電(diàn)纜處檢測(cè)到的接地故障;在傳動運行或(huò)停止時(shí)都監控到接地故障;在傳動停止時接地故障檢測的靈敏(mǐn)度更高,並且能夠報(bào)告發生故障的位置。檢查及糾正步驟:①檢查/排除進線接地故障;②確認電機(jī)電纜沒(méi)有(yǒu)超過最大允許長度;③如果輸入電源是三角形連接,而(ér)且輸入功率電纜的(de)電容很(hěn)大, 則確認是否發生導致傳動停止情況下的接地故障誤報。如要禁止傳動停止(zhǐ)時的故障(zhàng)檢測功(gōng)能,可使用(yòng)參數 3023 WIRINGFAULT (接線故障(zhàng))。如要禁(jìn)止所有的接地故 障檢測功能,可使用參數 3017。
(11) 欠載 (UNDERLOAD)表現為電(diàn)機負載低於期望值。檢查負載是否被斷開。
(12) 電源缺相 (SUPPLY PHASE)表現為 DC 回路的紋波電壓太高(gāo)。檢查步驟:①主電(diàn)源是否缺相;②熔斷器是否熔斷。
(13) 電機(jī)缺相 (MOTOR PHASE)表現為電機回路有故障或電機有缺相。檢查步驟:①電機(jī)是否發生故障;②電機電纜是否(fǒu)發生故障;③熱敏繼電器是否發生故障 (如果使用);④內部是否發生其它故障。
(14) 輸出接線故障 (OUTPUT WIRING)表現(xiàn)為功率接線錯誤。當傳動停止時,該故障代碼監測著傳動輸入功率電纜和輸出 功率電纜的正確連接。檢查步驟:①輸入電纜連接是否不正確,即電源電壓(yā)是否沒有接到傳動輸出;②如果輸入功(gōng)率電纜是(shì)三角形連接,而且輸入功率電(diàn)纜的電容比較大,則判定有可能出現(xiàn)接地故障誤報的情況。
4 與傳統調(diào)速係統(tǒng)對比分析
4.1 性能比較
英鏜(táng)原進給部(bù)分采用 KSA23-90 A/220 V 數控直(zhí)流調速係統驅動直流電機,也可以平滑而經濟地調速。但是,結構複雜,維修成本高,勞(láo)動強度(dù)大(dà)。經過本(běn)次係統(tǒng)改造,采用變頻器驅動(dòng)變頻電機,調速(sù)性能好,控製精度和調速的平滑性很(hěn)高,調速(sù)範圍廣,通用性強,能(néng)滿足任何工況對傳動速度範圍和精度的要求(qiú),能實現平滑無級變速;且電機平衡質量高,電機風扇能有效散熱,可實現高速或低速長期運行。同時,變頻器對變頻電機(jī)保護更有效(xiào),在電機過載,外部線路出現故障時,能夠及時(shí)報警,且查找排除設備(bèi)故障快速、準確;降低設備大故(gù)障的發生機率。
4.2 成本比較
傳統的直流調速係統控(kòng)製器的造價成本大約(yuē)為27 026 元 (機床的主(zhǔ)控製係統 13 280 元;電機8746 元;零散配件 5000 元),機床電機壽(shòu)命大約 5年(nián)。每(měi)年修 4 次,每次約為 1 500 元左右(yòu)。變頻調速控製係統的(de)製造成本為 19 843 元(yuán) (機床主控(kòng)製係統 5 510 元;電機 9 333 元;零散(sàn)配件(jiàn) 5 000元)。改造後的進(jìn)給係統使用(yòng)至今沒有發生故障。
5.結(jié)語
通過本次變頻調速係統的改造,再次證明變頻器在機床進給係統上比傳統直流(liú)調速係(xì)統更有優勢。本次改(gǎi)造重點是機床快(kuài)速傳動機構,對 1~7Hz 頻(pín)率範圍電機傳動改進效果一(yī)般,可在進一步改造中通過降低齒(chǐ)輪齧合傳動比(bǐ)來解(jiě)決此(cǐ)問題,改進後,變頻調(diào)速係統對機床進給係統的控製(zhì)將更加完善。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
州金馬")
業(yè)界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月(yuè) 新能(néng)源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文(wén)選萃
| 更多