


磨(mó)床工件係統結構動態特(tè)性分析與優化
2016-8-29 來源:江蘇科技大學 作者: 蔣紅琰
摘要:對磨床工件係統動態特性產生影響並適於結構優化的(de)主要部件有主軸箱和中心架。對主軸箱的筋板厚(hòu)度尺寸進行靈敏度分析及拓撲優化驗證,結論一致,並對其進行優化。對中心架支(zhī)撐板厚度和銅帽直徑(jìng)尺寸進行靈敏(mǐn)度分析及拓撲(pū)優化驗證,結論相反,進一步進行靜力學分析,並結合加工工藝綜合考慮對(duì)其(qí)進行優化。優(yōu)化後的工件係統整體質量減少了1.54 kg,前三階(jiē)固有頻率分別增加了14.27 Hz、8.11 Hz和54.19 Hz。
關鍵詞:磨床1=件係統;靈敏(mǐn)度分(fèn)析;拓撲優(yōu)化;動態特性
工件係統是磨床的(de)主要組成部分之一,它的動態特性對(duì)磨床的性能有很重要的意義。從工程角度(dù)考慮,磨床工件係(xì)統的主軸箱和中心(xīn)架(jià)為適於結構優化的部(bù)件,對其進行(háng)動力學分析和優化,優化目(mù)標是提高工件係統的固有頻率,並盡量減小係統的質量(liàng),以達到降低成本的目的。
1、原工件係統結構(gòu)動態特性分(fèn)析
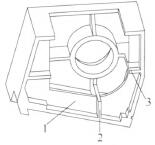
磨床(chuáng)工件係統主要由轉台、主軸箱、電機、大中心架、三爪卡(kǎ)盤和工(gōng)件(jiàn)組成,其結構如圖I所示。主軸箱和大中心架利用燕尾槽和預緊裝置傾斜地安(ān)裝在轉台上。
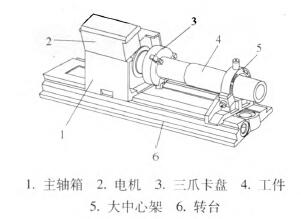
圖1 工件係統結構圖(tú)
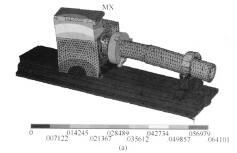
定義工件係統的彈(dàn)性模量E=120 GPa、泊鬆比∥=0.25、密度P=7 250 kg/m3,采用(yòng)Solid186單元進行手動加自動網格劃(huá)分,根據係統中部件尺寸的重要性來定義網格尺寸,通(tōng)過接觸向導定義轉台與(yǔ)主軸箱(xiāng)、大中心架結合麵三維接觸單元(Conta 174,Targe 170),剛度係數(shù)取1,摩擦係數取0.15,其他接觸麵均采用MPC多點約束。原工件係統結構動態特(tè)性分析結果(guǒ)如圖(tú)2所示。

2、主軸箱(xiāng)結構動態分析與優化
2.1 主軸箱主要結構靈敏度(dù)分析
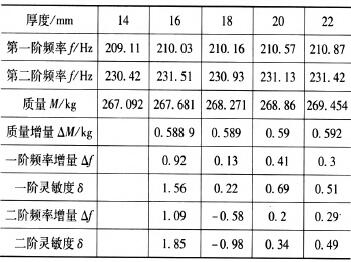
主軸箱結構及剖視圖如圖3所示,主(zhǔ)軸箱內部主要結構為水平筋板、垂直筋板、縱向筋板等。將固有(yǒu)頻率的變化量(liàng)Ⅳ與質量變化量Am的A, tt值設為靈敏度,靈(líng)敏(mǐn)度6=半,以此來找到對(duì)L、¨L係統固有頻率(lǜ)最為(wéi)敏感的零部(bù)件。
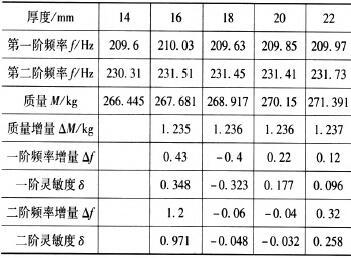
各筋板厚(hòu)度靈(líng)敏度分析變(biàn)量如表I~表3所示。
縱向筋板2.垂直筋(jīn)板3.水半筋(jīn)板
圖3主軸箱剖視圖
表1垂直筋板(bǎn)靈敏(mǐn)度分析表
表(biǎo)2水(shuǐ)平筋板靈敏度分析
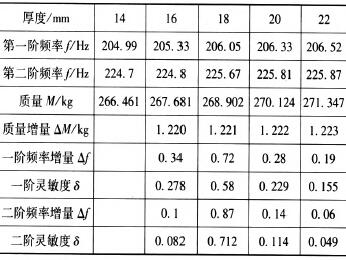
表3縱向筋板靈敏度分析
在同一個折線圖中對(duì)比各筋板尺寸的靈敏度曲線,如圖4所示。
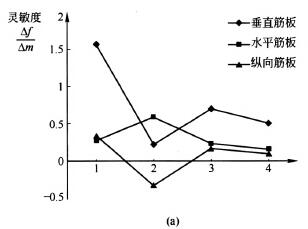
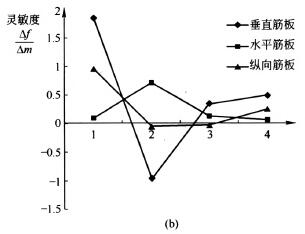
(a)一階靈敏度(b)二階靈敏度(dù)
圖4主軸箱一、二階靈敏度
由以(yǐ)上分析結果(guǒ)可知,對一階固(gù)有頻率影(yǐng)響最大的是垂直筋板,影響最小的是縱向筋板,這也與主軸箱主要承載沿豎直向下的j抓卡盤及其工件的自重相吻合。所以,在優化設計時考慮加(jiā)厚垂直筋板、減小縱向筋板。
2.2主軸箱結構的拓撲優(yōu)化(huà)
以主軸(zhóu)箱的體積為目標(biāo)函(hán)數,將體積縮(suō)減量定為30%並進行30次迭代計算,其載荷為三(sān)爪卡盤及工件自身重(chóng)力(lì)(3 600×3/4=3 000N)。需要注意:單元材料隻能使用Solid 92或Solid 95單元。拓撲優化結果如圖5所示,垂直筋板、前壁板為重要尺寸,需要加強(qiáng),縱(zòng)向筋板為(wéi)建議削弱的尺寸。結論與靈敏度分析結果一致(zhì)。
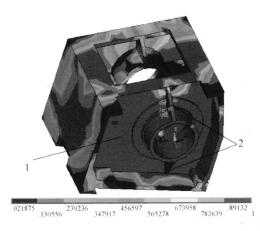
1. 前壁麵(miàn)2.加強筋板3.縱向筋板4.垂直(zhí)筋板
圖5 主(zhǔ)軸箱拓(tuò)撲優化結果(guǒ)
綜上所述,主(zhǔ)軸箱的優化方案:加厚垂直筋(jīn)板至18 mm,加厚前壁板至27 mm,並在圓(yuán)筒附近添加加強筋,減小縱(zòng)向筋板(bǎn)厚(hòu)度至10 mm。
3、中心架結構動態分析與優化
3.1 中心架結構靈敏度分析
中心架(jià)結構如圖6所示,3個(gè)支撐銅帽(mào)A、B、C對大型主軸起著支撐的作用,其中B和C起支承作用,A是為防止(zhǐ)在加工過程中工(gōng)件(jiàn)的上下跳動而設計的(de),支撐板也為主要支撐(chēng)結構。
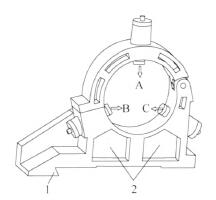
1.燕尾槽(cáo) 2.支撐板
圖(tú)6中心架結構(gòu)圖
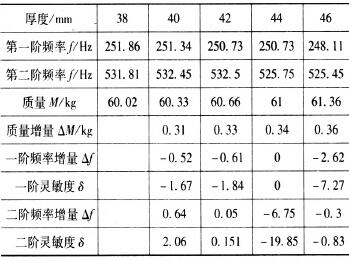
支撐板和銅帽直徑尺(chǐ)寸靈敏度(dù)分析(xī)結果如表4、5所(suǒ)示(shì)。在同一個折線圖中對比各筋板尺寸的靈敏度曲(qǔ)線,如圖7所示。從(cóng)靈敏度分析可以看出,支撐板厚(hòu)度和銅帽的直徑對固有頻率的影(yǐng)響都很大,且支(zhī)撐板厚度與固有頻率正相(xiàng)關,銅帽的(de)直(zhí)徑與固有頻率負相關。
表4支撐板靈(líng)敏度分析(xī)
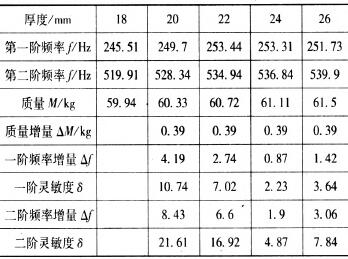
表5銅帽直徑靈敏度分析
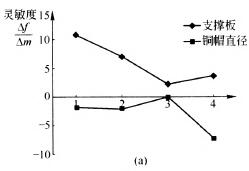
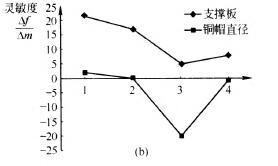
(a)一階靈敏度(b)二階靈敏度
圖7一、二階(jiē)靈敏度對比
3.2中心架結構的拓撲優化
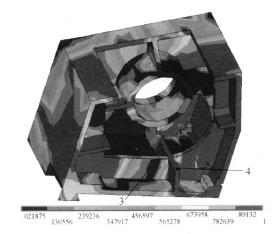
以中心架的體積為目標(biāo)函數,將體積縮減量定為30%並進(jìn)行30次迭代(dài)計算,其載(zǎi)荷為工件自身重力。其中銅帽B、C各承受800 N,銅(tóng)帽A承受100 N。需要注意:單元材料隻能使用Solid 92或Solid 95單元。拓撲優化結(jié)果如圖8所示,銅帽直徑需要增加,而支撐板厚度則建議削弱,這與(yǔ)靈敏度分析結果相反。
進一步進行靜力(lì)學(xué)分析,結果如圖9所示。可以看出(chū),最大位移出現在上下座(zuò)的鉸接處,為0.9 mm。
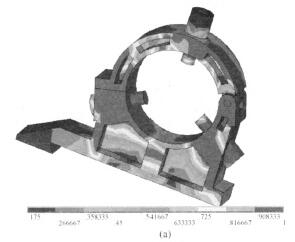
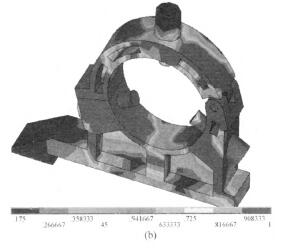
圖8中心架拓撲優化結(jié)果
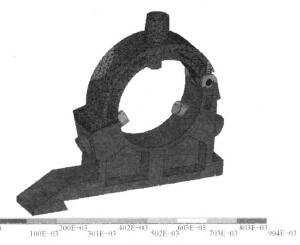
圖9靜力學分析
結合靈敏度分析、拓撲優化、靜力(lì)學分析結果(guǒ)進行分析,中心架與加工端距(jù)離很近,即內圓(yuán)磨削時的(de)振動會直(zhí)接傳遞到中心架(jià)上,所以(yǐ)靈敏度(dù)分析的結果很重要,即支撐板厚(hòu)度需要加強,銅帽的直徑可以減弱。考慮到中心架的主要作用是對工件(jiàn)提供支(zhī)撐以保(bǎo)證精度(dù),對銅帽部分不應(yīng)減弱,筋板需(xū)要加強。考慮鑄造工(gōng)藝,中心架的一些拐角處應增加大倒角過渡。
綜上所述,中心架的優化方案:支撐板厚度增加10 mm變為30 mm,銅帽直徑維持不(bú)變,拐角處增加大倒(dǎo)角過渡。
4、結構改進後(hòu)對係統動態特性影響
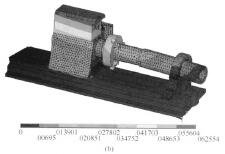
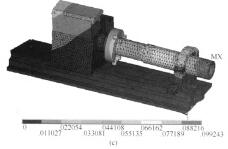
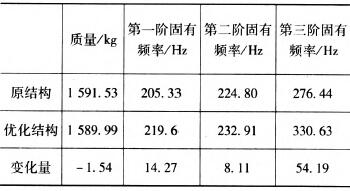
主軸箱及(jí)中心架結(jié)構改進後重新裝(zhuāng)配,優化後的動(dòng)態特件分(fèn)析結果如(rú)圖10昕示.結構改進後對係統(tǒng)動態(tài)特性影響如表6所示。整個刀具係統(tǒng)質量減少了1.54 kg,前三階固(gù)有頻率分別(bié)增加了14.27 Hz、8.1 l Hz、54.19 Hz,並且保證了關鍵尺寸的靜(jìng)強(qiáng)度。
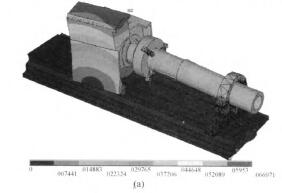
(a)一階同有頻(pín)率(lǜ)(219.6 Hz)
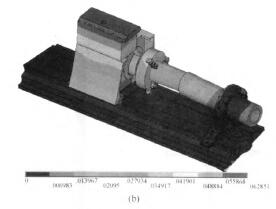
(b)二階同(tóng)有頻率(232.91 Hz)
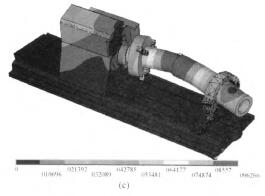
(c)三階固有頻率(330.63 Hz)
圖10優化後丁件係統結構動態特性分析結果
表6結構改進後對係統動(dòng)態特性影響
5、結語
1)通過靈敏度分析找到能(néng)提高磨床刀具係統低階同有頻率(lǜ)的敏感尺寸,將敏感尺寸加強、不敏感的尺寸削弱,為結構優化指明方向。
2)通過(guò)拓撲優化進一步驗證(zhèng)靈敏度分析的結論。若二者結論不同(tóng),可以進一步進行靜(jìng)力學分析,綜合考慮找到優化方案(àn)。
3)采用靈(líng)敏度分析和拓撲優化(huà)進(jìn)行(háng)磨床刀具係統的動態特(tè)性分析與優化,最終達(dá)到使(shǐ)係統固有頻率增加、質量減小(xiǎo)的目的。
參考文獻(xiàn)
[1]劉又午,王樹新,吳建華,等.振興機床(chuáng)r業的技術策(cè)略[J].中國機械一r程。1998,9(10):l一4.
[2]劉陽(yáng),李景奎,朱春霞,等.直(zhí)線滾動導軌結合麵參(cān)數對數控機床動態特性的影響[J].東北大學學報:自然科學版(bǎn),2006,27(12):I 369一l 372.
[3]山田昭夫(fū),角張毅.關於具有結合部的結構動態特性研究[J].日本機械學會論文集,1983,49(438):182一190.
[4]張向字,熊計,郝鋅(xīn),等.基於ANSYS的加工中心滑座的拓撲優化設計[J].現代製(zhì)造工程,2008(2):13l—133.
[5]張學玲,徐燕申,鍾偉泓.基於有限元分析的數控機床床身結構(gòu)動態優化設計方法研究[J].機械(xiè)強度,2005,27(3):353—357.
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
牌調查(chá)")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產(chǎn)量數據