


摘 要: 針對T2120型深(shēn)孔鑽鏜床在(zài)加工機床臨界尺寸Ф30孔時遇到(dào)的輸油器內部係統不穩定及頭部“發熱”問題,通過(guò)分(fèn)析輸油器所受切削液的壓力及其軸承產生的熱量,並用Deform模擬其(qí)軸承在外力作用下(xià)的溫度場,得出輸油器所出現的問題是(shì)由於切削液作用力過大引起的.通過對輸油(yóu)器內部結構的優化(huà)改(gǎi)進(jìn),降低了切削液作用(yòng)麵積,減小了切削液作用力,從而解決了係統不穩定及軸(zhóu)承摩擦(cā)引起的發熱過高問題,也方便拆卸,不影響原有輸油器的加工能力,增大了輸油器的加(jiā)工(gōng)孔範圍.
關(guān)鍵(jiàn)詞: 深(shēn)孔鑽鏜床;輸(shū)油器;發熱;優化設計;軸承
在深孔(kǒng)鑽(zuàn)削技術中,由於內排屑深孔加工處(chù)於封閉狀態下進行,加之惡劣的(de)切削條件,獨特的加工(gōng)工藝,形成了其加工過程中排屑難、冷(lěng)卻難、潤滑難(nán)、工具係統剛度低(dī)等經典難題[1].為此需要配置專用(yòng)的輔具(jù)———輸油器,將高壓的切削液導入切削區來保證冷卻、排屑(xiè).同時要求輸油器主(zhǔ)軸與機床主軸同心,旋轉精度(dù)高;密封性好,保證冷卻液不外溢;對不同(tóng)直徑的刀具,要求更換方便,具有一定的通用性.隨著鑽孔(kǒng)深(shēn)度的增加(jiā),因供油通(tōng)道或排屑(xiè)通道(dào)過長而產生(shēng)油壓降低,鑽頭直徑的(de)大小,對(duì)油壓(yā)和(hé)流量的要求不(bú)相同.對於一定的鑽頭直徑和切削液,油壓的合理值和合理的變動範圍成為順暢排屑的必要條件[2],更加突出了輸油器的重要性.
1、 輸油器的作用
輸(shū)油器是深孔加工係統中輔具的關鍵要(yào)素之一,同時(shí)輸油器也是(shì)個薄弱環節[3].其主要作用為:輸油器上的導向套與工(gōng)件(jiàn)的尾(wěi)端內(nèi)錐麵緊密頂緊形成密(mì)封並定心,輸(shū)油器由液壓(yā)係統及牙輪(lún)包、齒輪齒條被夾緊在導軌上;切削液通過輸油器從鑽杆外壁(bì)與已加工表麵之間(jiān)的(de)環形空間(jiān)進入,到達刀具頭部進行潤滑(huá),並將切屑經鑽杆內部強迫推出,帶走大量的切削熱;導向套與工件(jiàn)嚴格同心,以正(zhèng)確引(yǐn)導刀具(jù)進入工件;支撐鑽杆(gǎn),增加其剛性,防止振(zhèn)動(dòng).
2 、輸油(yóu)器問題(tí)分析
在實際(jì)加工中,所加工工件為(wéi)空心車(chē)軸(如圖1所示),其材料為EA4T,長度為2 240mm,加(jiā)工孔徑為Φ30+1-0mm,長徑比達到74∶1,粗糙度Ra0.8,尺寸精度IT5.所用(yòng)設備是T2120深孔鑽鏜床,山東德州(zhōu)巨泰機床廠生產,主要技術規格為:鑽孔直徑Ф30 ~ Ф80 mm;中心高度350mm;主軸轉速範圍61~1 000r/min,12級;進給速度5~250mm/min(無級);工件夾持直徑Ф60 ~ Ф300 mm;主電機N =30 kW,n =1 460r/min.由於加工設備的限製及嚴格的加工(gōng)要求,使(shǐ)得加工處於該機床加工範圍的臨界尺寸,這對深孔機床是(shì)個嚴峻挑戰,而輸油器(qì)又兼顧多重的重要作(zuò)用,在加工中便出現了問題.
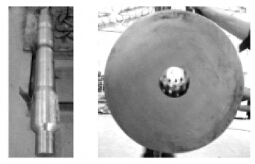
圖(tú)1 空心車(chē)軸
2.1 鑽削加工缺陷
1)當工件夾緊(jǐn)後,啟動輸油器液壓裝置,輸油器(qì)內部結構即刻向前推進2~3mm,導致(zhì)加工(gōng)係統不穩定.
2)輸(shū)油器的前端(duān)如圖2所示,加工0.5h後溫度驟然升高,用手接觸有明顯的燙手感覺.

圖2 輸油器頭部
3)軸承潤(rùn)滑脂不斷泄漏,導致要不斷地(dì)加潤滑脂,以(yǐ)防(fáng)止軸(zhóu)承幹摩擦.
4)加工(gōng)Ф60孔時,加工質量良好;而同樣的材料、參數,在加(jiā)工Ф30孔時,軸線偏斜嚴重,容易出(chū)現不合格品.實際加工後經測量壁厚值為:內(nèi)孔Ф30.36mm,壁厚(如圖1右)(56.26mm,55.70mm),(54.62mm,57.38mm).
2.2 理論分(fèn)析(xī)
2.2.1 輸油器力學分析
在加工Ф60的(de)通孔時,加工質量、機床運轉等都比較良好,當加工(gōng)孔徑減小1/2時,使得鑽杆外壁與已加工表(biǎo)麵的(de)環形(xíng)空間減小,切削液流通量減小,切削液壓力升高,使斷屑、排屑困難.輸油器由液壓裝置及牙輪包由齒輪齧合夾緊,啟動機床(chuáng)輸油器內部結構向前推進2~3mm,說明輸油器內部油壓過高,這就需要降低切削液的壓力以平衡工件(jiàn)夾(jiá)緊力.
輸油器的係統結(jié)構,如圖3所示,計算液壓係統的夾(jiá)緊(jǐn)力F夾緊(jǐn),及切削液對輸油器的推力F推
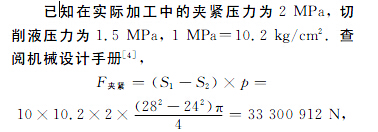
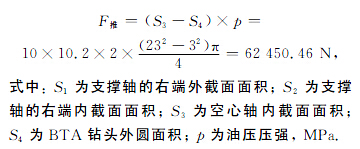
圖(tú)3 輸油器係統結構
由於軸承(chéng)部分未定(dìng)位(wèi),易發生(shēng)錯位,向(xiàng)前推(tuī)移(yí)3mm,由力學關係可以(yǐ)得出
夾緊力F夾緊與工件對輸油器的推力為作用力與反作用力,F夾緊遠小於F推,而深溝球軸承的內圈由空心軸2定位,導套(tào)座又與(yǔ)空心軸連接,工件與導套夾緊使得導套座、空心軸都得到定位,在切削液的作用下,軸(zhóu)承無法承受切削液的(de)壓力,軸承的外圈與內圈發生錯位,這就使得輸油器內部(bù)結(jié)構向前推(tuī)進2~3mm,滾珠與內外圈之間發生摩擦,導致輸(shū)油器(qì)頭部溫度急劇(jù)升高.
2.2.2 深溝球軸承摩擦(cā)熱量的計算
軸承運行產生的熱源主要是由接觸區的摩擦損失和滾動阻力共同作用的結果.運用A.Palmgren[5]通過實驗獲得的(de)計算軸承摩擦力矩的經驗公式,摩擦力(lì)矩主要由空載時潤(rùn)滑油粘性產(chǎn)生的摩擦力矩Mo和與(yǔ)速度無關的載荷作用產(chǎn)生的摩擦力矩Mi兩部分組成,摩(mó)擦力矩分配在內外溝(gōu)道接觸區的局部分量為(wéi)[6]
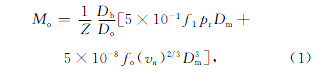
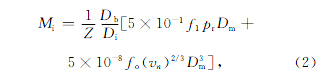
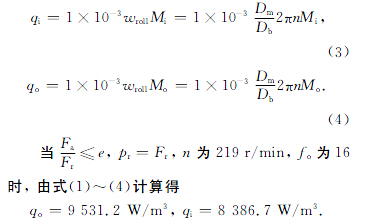
式中:Di為內圈(quān)溝(gōu)道直徑,m;Do為外圈溝道直徑;Db為滾子直徑;Dm為滾(gǔn)子節圓直徑;pr為當(dāng)量動載荷(有插值法計算其參(cān)數),N;Z 為滾子數;fo為決定於設計和潤(rùn)滑的係數;f1為決定(dìng)於設計與載荷的係(xì)數;vn為潤滑脂的運動粘度;n 為轉子的轉動頻率,r/min.摩擦熱等(děng)於摩擦力矩與轉速的乘積,對於(yú)內、外(wài)圈溝道(dào)接觸區產生的摩(mó)擦熱分別為[7]
2.3 實驗驗證
軸承的發熱量與軸承的結構、載荷、潤滑和運動等因素有關.通(tōng)過(guò)分析可知引起軸承溫升的主要原因是軸承的摩擦力矩.軸承中的摩擦力(lì)矩主要由三部分組成:外載荷引(yǐn)起的(de)摩擦力矩,粘性摩擦力矩,自旋摩擦力矩[8].實例中,由於軸(zhóu)承受力(lì)過大(dà),潤滑脂不斷泄漏,其摩擦熱量的產生主要由(yóu)外載荷作用引起.軸承內、外圈與(yǔ)滾動(dòng)體(tǐ)接(jiē)觸間隔很短,可以假設軸承(chéng)內、外圈各個部位同時與滾動體接觸,將滾(gǔn)動(dòng)體簡化為(wéi)一個圓環(huán)處理,根據61852M 型深(shēn)溝球軸(zhóu)承參數(外徑Do為320mm,內徑Di為(wéi)260mm,寬度為(wéi)28mm,滾動體直徑Db為30mm,滾動體個數28,額定靜載荷為128kN,軸承平均直(zhí)徑Dm為290mm,額定動載荷為95kN),在Pro/E 中(zhōng)建立模型,導入Deform軟件(jiàn)進(jìn)行模擬分析.實驗(yàn)主要驗證其在外載荷作用下軸承(chéng)運轉20min後的溫度場分(fèn)布.其分布特點如圖(tú)4和圖5所示.圖4中,外圈(quān)與滾珠接觸處溫度最高,可達198℃,由於外圈不動,吸收的熱量隻能靠外表麵於箱體的熱傳導及滾動體帶走熱(rè)量的方(fāng)法散熱,此處受(shòu)到大量的摩擦熱量來不及散出,從而使外圈的溫度很高;最(zuì)低溫度分布在內圈,為124℃.外圈的溫度變化範(fàn)圍在160~198℃之間,滾珠的(de)溫度變化範圍在143~198℃之間;圖(tú)5 中,內圈溫度變化在127~167℃ 之間.所用潤(rùn)滑脂的工作溫度範圍在-20~120℃,在外載荷的(de)作用下(xià)軸承的最低溫度明顯高於其正常工作溫度.
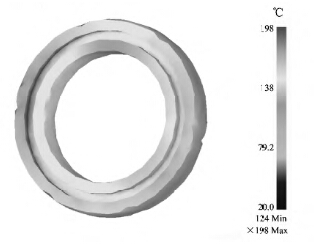
圖4 外載荷作用下溫度分布
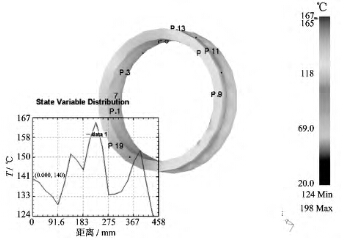
圖5 內圈溫度分布
3 、優化設計
經過對問(wèn)題的解析,得出(chū)了(le)影(yǐng)響輸油器的最主要原因,即:切(qiē)削液作用到輸油器的壓(yā)力過大,流量減小.針對問題,在不更換輸油器,不改變液壓係統及輸(shū)油器外部結構的基(jī)礎上,對輸油器(qì)內部係統加以優化設計改進[9-12].
為解決問題的根本(běn)(減小力F),而F=S×p,p 由(yóu)液壓係統所決定,在不改變液壓(yā)係統的前提下,隻有減小切削液作用麵積S.在原有輸油(yóu)器的(de)基礎上(shàng),拆除61852M 型軸承組,嵌入(rù)如圖6所示輸油器結構(包括軸承座、軸承組、輸油器連接軸)取代原先的導套(tào)座、空心軸等組件,以用較小型號的6020型軸承組及軸承座,並加入輸油器連接軸代替(tì),將輸油口(kǒu)安裝在輸油(yóu)連(lián)接軸上,使得切削液隻是進(jìn)入輸油連(lián)接軸的內(nèi)部,作用麵積也隻是輸油(yóu)連接軸的內部空腔麵積.這樣既減小(xiǎo)了切(qiē)削液的作用麵(miàn)積,減小了切削液(yè)作用力,也保證了斷屑排屑所需油壓[13].同時,為(wéi)拆卸簡便,連接軸用螺栓與軸承座(zuò)連接.當加工較大直徑孔時可以將此(cǐ)結構(gòu)拆除換用原先的結構,使得此深孔(kǒng)機床得以充分利用,擴大了其加工(gōng)範圍.
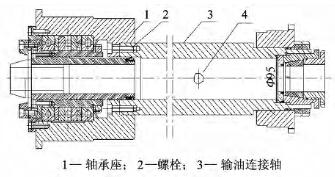
圖6 改進後輸(shū)油(yóu)器
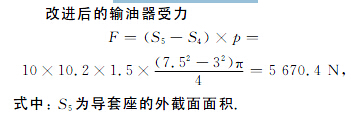
切削液作用(yòng)到(dào)輸油器的壓力遠小(xiǎo)於軸承的額定負荷(hé),從(cóng)而使軸承能夠正常(cháng)運轉,產熱量控製在允許範圍內.同時,由於深孔加工技術和不同(tóng)加工方法、不同刀具直徑,其油(yóu)壓和流(liú)量是不同的,一般根據實際操作(zuò)中的經驗值選取,油(yóu)壓、流量的配合,以能實現正(zhèng)常的排屑為限.在BTA鑽頭[14-15]上增加凹馳(如圖7和圖8所示),以增大
通油量,使其配合油壓保障正常排屑.

圖7 正常鑽頭
經改進後的輸油(yóu)器,根據相應的參數,用上述同樣的實驗(yàn)方法驗證輸油器軸承在運轉5h後的溫(wēn)度場,結果如圖9所示.溫度最高為(wéi)103℃,分布在軸承的外圈;最低溫度為50.9℃,分布在內圈上.其溫度處(chù)於潤滑脂的正常工作溫度範圍內.
圖8 改進後鑽頭
圖9 軸承溫度分布
4 、結 論
通過實驗分(fèn)析,軸承在(zài)切削液的作用(yòng)力下,溫度明顯升高,運轉20min後其最低溫(wēn)度也達到124℃,明顯高於潤滑脂的工作溫度(dù)範圍.針對遇到的問題,在不(bú)換輸油(yóu)器,不改變液壓係統、油壓範圍及輸油器外部結構的基礎上,通過對輸油器(qì)內部結構的優化設計改進,減小了(le)切削液作用麵積,降(jiàng)低了切削液對輸油器(qì)的作用力;在鑽頭上加凹槽,增大了(le)通流量,保(bǎo)障了正常(cháng)排屑,使得切削液帶走更多的熱量,從而解決了輸(shū)油器發熱及係統不穩定的問題,確保了加工質量(liàng).
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資(zī)訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據