


摘要: 為實現增大機體止推麵加工的目的,通過分析雙軸鏜(táng)床工作原(yuán)理,決定對機體主軸孔鏜杆實施改造,主要包括止推加工刀夾及(jí)其調整墊片(piàn)的(de)改造、芯軸軸向運動行程調整等,滿足了生產需要,降低改造成本,縮短(duǎn)改造周期。
關鍵詞: 雙軸鏜床; 鏜杆; 改造
為優化產品結構,提高產品質量,需將(jiāng)小止推機體換為大止推機體,為此,機體止推麵(miàn)直徑較原尺寸需增大3. 1 mm,為此,相應的加工設備及工藝需隨之(zhī)調整。一號工廠所有雙軸鏜床現(xiàn)隻能加工小止推機體,所有設備分屬3 個設備廠家,分(fèn)別為瓦爾特(tè)、瑪帕、高邁特(tè),設備(bèi)結(jié)構差異大,若切(qiē)換大止推,全(quán)部專機需改造後方能實(shí)施。文章以加工(gōng)三(sān)車間M8175 雙軸鏜床為例,詳述(shù)改造過程。
1 、主(zhǔ)軸孔鏜杆工作原理
雙軸鏜床為機體主軸(zhóu)孔、凸輪軸孔鏜加工設備,機體止(zhǐ)推麵由主軸孔鏜杆加工(gōng)完成,因此所有改造均圍繞主軸孔鏜杆展開。
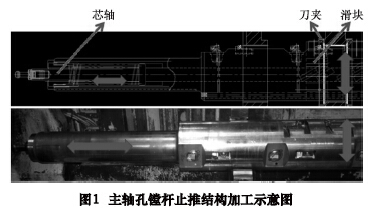
主軸孔鏜杆止推加工機構由刀夾、滑(huá)塊、芯軸、伺服電動機(jī)組成。加工方式為在主軸旋(xuán)轉過(guò)程中機床伺服(fú)係統拉動主軸鏜杆內的芯軸,芯軸(zhóu)通(tōng)過齒形結構(gòu)和(hé)止(zhǐ)推加工滑塊(kuài)連接,從而使芯軸的軸向運動轉化為滑塊的徑向運動( 控製加工直徑) ,最終通過連接在滑塊上的(de)刀夾及刀片的旋轉來完成止推麵加(jiā)工。如圖1所示(shì)。
2 、主軸(zhóu)孔鏜杆改造實施
經分析,影響止推直徑加工的主要因素(sù)有兩個:
( 1) 止推加(jiā)工刀夾的結構形式(shì)。
( 2) 鏜杆芯(xīn)軸的軸向運動行程,即芯(xīn)軸軸向(xiàng)運動行程是通過滑塊轉化為刀夾的徑向運動行程。不但要滿足(zú)止推(tuī)直徑尺寸的變更要(yào)求,同時保證鏜杆進刀(dāo)、漲刀、退(tuì)刀不與工件、夾具(jù)產生幹(gàn)涉。
2. 1 止推加工刀夾(jiá)及調整墊片(piàn)改造
2. 1. 1 刀夾改造
因加工止推直徑和加工止推倒角的刀(dāo)片(piàn)在同一刀夾上,要求止推直徑加大而倒角不變,需設計製(zhì)作新刀夾。為保證止推(tuī)直徑增大(dà)3. 1 mm 的尺寸要求,將刀夾上止推麵加工刀片(piàn)至刀夾底部的距離由17. 45 ±0. 05 mm ( 小止推加工刀夾尺寸(cùn)) 調整為19 ±0. 05 mm。刀夾新製過程中,同時實現國產化,取代國(guó)外原裝刀(dāo)夾,單個刀夾(jiá)成(chéng)本降低約0. 4 萬元。
2. 1. 2 調整墊(diàn)片改造
刀夾與鏜杆之間存在(zài)調整墊(diàn)片,該墊片的作用為:
( 1) 調整(zhěng)刀夾高度。
( 2) 刀(dāo)夾調整(zhěng)更換頻繁,該墊片(piàn)可做為間隔,放置刀夾直接與鏜杆接觸,從而(ér)避免(miǎn)更換刀夾時對鏜杆本(běn)體造成損(sǔn)傷。
刀夾高度增大1. 55 mm,為防止(zhǐ)退刀時刀夾與工裝夾具幹涉,需減小調整墊片(piàn)高(gāo)度。小止推加(jiā)工時墊片高度為(wéi)1. 9 mm,綜(zōng)合考慮各方麵影響因素,決定將墊片(piàn)高度更改為1. 2 mm,由此計算出大止推刀夾最(zuì)高點至鏜杆軸線的距離(lí)L 相較(jiào)於(yú)小止推刀夾至鏜(táng)杆軸線的距(jù)離要大0. 85 mm,刀夾最高點高於鏜(táng)杆本體0. 1mm( 小止推刀夾(jiá)最高點低於鏜杆本體0. 75 mm) ,為避免幹涉,還需同時對芯軸軸向運動行程進行調整,從而調整刀(dāo)夾的徑向行程,即要保證刀夾漲刀時能滿足大止推直徑尺寸要求,還要保證退刀時刀夾最高點低於鏜杆本體。
2. 2 芯軸軸向運動行程(chéng)調整
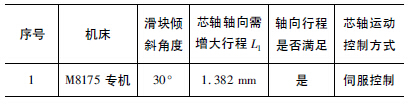
漲刀及退刀時(shí)芯軸軸(zhóu)向運動行程的調整可通過滑塊高度的調整(zhěng)及芯軸運動控製程序來實現。項目組根據止推直徑增大要求、刀夾高度、調(diào)整墊片高度、鏜杆內滑塊傾斜角(jiǎo)度以及滑塊調整高度,計算出鏜床鏜杆芯軸軸向運動需增大的(de)行程L1,並通過漲(zhǎng)刀試驗,確定了行程增大L1後鏜杆不(bú)會出現(xiàn)“拉脫”現象(xiàng),即芯軸軸向(xiàng)運動(dòng)行程調整可行,結(jié)果(guǒ)如表1所示。
表1 M8175 芯軸軸向運動行程調整調查表
2. 2. 1 調(diào)整鏜杆內(nèi)滑塊高度
從如(rú)圖1 所示主軸孔鏜杆止推加工結構示意圖(tú)中可以看出,為保證退(tuì)刀時刀夾最高點低於鏜杆本體,需降低滑塊高度,根據滑(huá)塊傾斜角度及刀(dāo)夾縮短距離,計算出滑塊高度減少0. 09 mm。
2. 2. 2 調整芯軸運動行程
M8175 雙軸鏜床通過FANUC 數控程序控(kòng)製鏜(táng)杆及芯軸的進給,根據計算可以得出,芯軸軸向運動行程需增大(dà)的距離L1 = ( 1. 9 - 1. 2) /tan30° + 0. 17 = 1. 382
mm,更改數控程序中z 值即(jí)可實現(xiàn)行程的調整(zhěng)。更改後的加工程序如下:
N0007 M42;
N0008 G01 Z - 43. 3 F90; ( 止推加工程序,小止推加工時Z - 44. 68)
N0009 G04 P600; ( 止推麵修光)
N0010 G01 Z - 45. 3;
N0011 M43;
N0012 G01 Z - 70. 065;
N0013 M44;
N0014 G01 Z -46. 6 F90; ( 止推麵加工程序,小止推加工時為Z -47. 98)
N0015 G04 P600; ( 止推麵修光)
N0016 M84 M09;
3 、改造雙(shuāng)軸鏜專機,提高精加工尺寸穩定性
雙(shuāng)軸鏜床因運轉年限較長,鏜模軸(zhóu)承均存在或多或(huò)少的磨損情況,影響加工精度,因此決定在鏜杆改造同時更換鏜模軸承。鏜模軸承采用角接觸球軸承成對安裝,由(yóu)於軸承內圈與外圈之間存在一定的軸承間(jiān)隙,為了(le)提高傳動軸的旋轉精度和剛度(dù),在安裝軸承(chéng)時,一般會(huì)在(zài)兩個軸承之間使用(yòng)中間隔套進行軸承預(yù)緊,即在安裝過程中對軸承給予一定的軸(zhóu)向預緊力,使軸(zhóu)承內圈產生相對位移,從而消除遊隙。因(yīn)此需對中間隔套端(duān)麵與軸承端麵進行配磨,從而保證各鏜模軸承間隙( 要求(qiú)0. 009 ~ 0. 012 mm) 一致,提高導向(xiàng)套及鏜杆回(huí)轉精度,改善加工質量。
4 、結語
通過對雙軸鏜床(chuáng)鏜杆(gǎn)的改造,一號工廠(chǎng)準時、高效、保質地完成了大止推機體切換工作,滿足市場(chǎng)需求,同時節省進口鏜杆改造及新製、刀夾新製費用約500 萬元(yuán),實現刀夾國產化(huà),縮短改造周期2 個月。
如果您有機床(chuáng)行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機(jī)床產量數據(jù)
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的(de)發展趨勢
- 國產數控(kòng)係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為(wéi)何還是小(xiǎo)作坊?
- 機械(xiè)行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智(zhì)造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的(de)騰飛,要從(cóng)機床
- 一文搞懂數控車(chē)床加工刀具補(bǔ)償功能(néng)
- 車床鑽孔攻螺(luó)紋加工方法及工裝(zhuāng)設計
- 傳(chuán)統鑽削與螺旋銑(xǐ)孔加工工藝的區別