


斜頭架曲軸(zhóu)磨(mó)床圓角輪廓補償方法及實現
2015-9-23 來源:數控機床市場網 作者:湖北(běi)汽車工業學院 羅敏 陳淩雲 陳誌楚
摘要: 曲軸過渡圓角(jiǎo)是產生疲勞破壞的主要部位。理想的曲軸圓角形狀可以降(jiàng)低曲軸圓(yuán)角的應力峰值,改(gǎi)善(shàn)應力分布狀況,提高曲軸(zhóu)工作的可靠(kào)性。曲軸前端端麵、外圓(yuán)以(yǐ)及過渡圓角采用斜頭架磨床成型磨削。由於滾輪的形狀誤差等因素,圓角采用(yòng) 90°圓弧插補,不能保證(zhèng)其輪廓誤差。文章采用 9段圓弧逼近(jìn) 90°圓角輪廓,建立圓角輪廓誤差補償模型,設計相應補償(cháng)用宏程序,實施圓角輪廓誤差補償。經實際應用(yòng)表明,圓角輪廓誤差控製取得了滿意的效果。該方法可以推廣應用於金剛碟或金剛筆插補修砂輪圓(yuán)角 R 的補償(cháng)。
關鍵詞(cí): 曲軸(zhóu)磨床;誤差(chà)補償;宏程序(xù)
0 引言
曲(qǔ)軸(zhóu)是(shì)發動機中最重要的零件之一,承受周期性變化的力和力矩,曲軸破壞的統計(jì)分(fèn)析表明,80% 左右是由彎曲疲勞產生的(de),曲軸過渡圓角(jiǎo)是產生疲勞(láo)破壞的主要部位。理想的(de)曲軸圓角形(xíng)狀(zhuàng)可以降低曲軸圓角的(de)應力峰值,改善應(yīng)力分布狀(zhuàng)況,提高曲軸工作的可靠性。研究表明:圓角應力峰值與圓角半徑有(yǒu)關係,圓角半(bàn)徑 R 增大,圓角(jiǎo)應力峰值降低,當 R增大到一定值時(shí),再增加 R值,應力的降低不很(hěn)明(míng)顯,反而會使軸頸承載麵積(jī)減小,對(duì)軸頸工作不利, 所以曲軸圓角又不宜過大。眾多研究從設(shè)計分析的角(jiǎo)度探討了圓角形狀的優化,而較少從製造角度研究如何保證圓角輪廓精度。
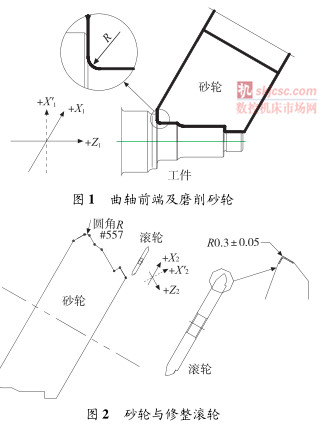
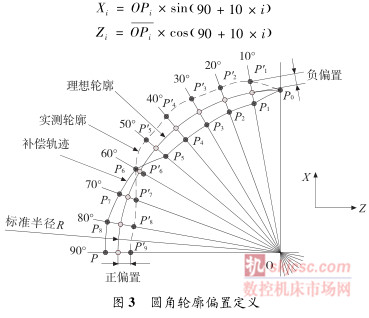
曲軸一般由主軸頸、連杆軸頸、曲柄、平衡(héng)塊、前端和後端等組成。東風某發動機有限公司 4 缸曲軸前端端麵外圓采用斜頭架磨床成型磨削,如(rú)圖 1 所示。端麵(miàn)與外圓過渡聯(lián)接為90°圓角 R,半徑3.5 ±0.2。砂輪修整用金剛滾(gǔn)輪為一碟形滾輪,形狀如圖 2 所示,要求其尖角 R0.3 ±005在實際加工過程中,由於滾輪的形狀誤差等因素, R3.5 圓角采用 90°圓弧插補,不能保證其輪廓誤差在 ± 0.2 以內。為(wéi)此,考慮建立圓角輪廓誤差補償模型,設計相應補償用宏程序,進而提高圓(yuán)角輪廓精度。
nb該斜頭架磨床控製係統為雙(shuāng)路徑 FANUC- 0i- TD數控係統,第 1 路徑磨削通道,機床(chuáng)坐標軸為 X1軸和Z1軸,其中 X1軸是傾(qīng)斜軸,編程時考慮與 Z1軸正交的假象軸 X1'軸。第 2 路徑磨削通道,機床坐標軸為X2軸和 Z2軸,其中 X2軸是傾斜(xié)軸,編程時考慮與 Z2軸正交的(de)假象軸(zhóu) X2'軸。
2 圓角輪廓補償數學建模
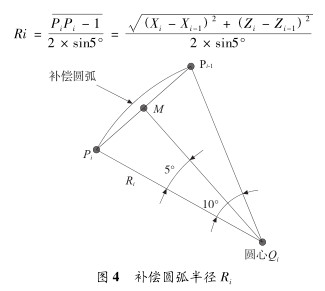
如圖(tú) 3 所示,將(jiāng) 90°圓角按 10°的間隔等分,P1' ~P9'是(shì)實測(cè)的輪廓點,如果其半徑(jìng)值 > 標準半徑(jìng)值,則(zé)定義為負偏置;如(rú)果其半徑值 < 標準半徑值,則定義為正偏置。Pi'點補償(cháng)偏置定義如(rú)下:補償偏置 ΔRi= 標準半徑 R - OPi'P1~ P9是(shì)實施圓角(jiǎo)輪廓後的(de)輪廓點。 OPi的長度計算如下:
OPi= 標準半徑值 R + 補償偏置 ΔRi以圓心(xīn) O 為坐標原點, Pi點(i =1 ~9)的 X 坐標和 Z 坐標計算如下:
90°圓角補償軌跡由9 段補償圓弧 Pi-1P)i構成,每段圓弧夾角10°,如圖4 所示,M 點是弦 PiPi-1的中點,Qi是補償圓弧的圓心,QM ⊥ PiPi-1,已(yǐ)知 Pi點坐標為(Xi,Zi),Pi -1點坐標為(Xi -1,Zi -1),則補償圓弧(hú)半徑 Ri計算如下(xià):
3 圓(yuán)角輪廓補償宏程序設計
(1)宏變量定義及宏程序框圖
#557:標準圓角半徑
#601 ~ #609:補償偏置 ΔRi(i =1 ~9)
#701 ~ #709:補償圓弧半徑 Ri(i =1 ~9)
#710 ~ #719:P0~ P9點 Z 坐(zuò)標
#720 ~ #729:P0~ P9點 X 坐標
圓角輪廓補償宏(hóng)程序(xù) O8100 框圖如圖 5 所示(shì)。
主要包括 3 個部分:①計算 P0~ P9點 Z 坐標和 X坐標;②9 次調用宏程序 O9010,分別(bié)計算 9 段補償圓弧的半徑 Ri;③9 段圓弧插補完成(chéng) 90°圓角(jiǎo)輪廓補(bǔ)償。
O8100 的調用格式:G65 P8100 F_;其中 F 為圓(yuán)弧插補速度。
O9010 的調用格式:G65 P9010 I_ J_ I_ J_;其中第1 組 I_ J_為 Pi -1點的 Z、X 坐標(biāo),第2 組 I_ J_為 Pi點的Z、X 坐標。在 O9010 程序中計算得到的補償圓弧半徑存放在公共變量#700,該值在(zài)O8100 中, 依次再賦(fù)值(zhí)給#701 ~ #709。
廓(kuò)補償宏程(chéng)序 O8100 框圖")
(2)宏程序 O8100
N10 #710 = #557* COS[ 90] ;P0點 Z 坐標
N20 #720 = #557* SIN[ 90] ;P0點 X 坐標
N30 #33 =1;
N40 WHILE[ #33 LE 9]DO1;
N50 #[ 710 + #33]=[ #557 + #[ 600 + #33] ]* COS[ 90 +
10* #33] ; Pi點 Z 坐標( i =1 ~9)
N60 #[ 720 + #33]=[ #557 + #[ 600 + #33] ]* SIN[ 90+
#33]; Pi點 X 坐標( i =1 ~9)
N70 #33 = #33 +1;
N80 END1;
N90 #32 =1;
N100 WHILE[ #32 LE 9]DO1;
N110 G65 P9010 I#[ 709 + #32]J#[ 719 + #32]I#[ 710 + #
32]J#[ 720 + #32] ;
N120 #[ 700 + #32]= #700;補償圓弧半徑 Ri
N130 #32 = #32 +1;
N140 END1;
N150 #31 =1;
N160 WHILE[ #31 LE 9]DO1;
N170 G03 U[ 2* [ #[ 720 + #31]- #[ 719 + #31] ] ]W[#
[ 710 + #31]- #[ 709 + #31] ]R#[ 700 + #31]F#9;
N180 #31 = #31 +1;
N190 END1;
N200 M99;
(3)宏程序 O9010
N10 #33 = #4 - #7;
N20 #32 = #5 - #8;
N30 #31 = SQRT[ #33* #33 + #32* #32]/2;
N40 #700 = #31/SIN[ 5];補償圓弧半徑 Ri
N50 M99;
4 圓角輪廓補(bǔ)償人機交互界麵
應用 FANUC PICTURE 軟件開發(fā)如圖 6 所示的圓角輪廓補償人機交(jiāo)互界麵。在輸入緩衝(chōng)區輸入的數值,按“輸入(rù)” 鍵, 以(yǐ)絕對值方式輸入至 10°~ 90°角度的(de)補償值;按(àn)“+ 輸入” ,以增量值方式輸入至 10° ~90°角度的補償值 。“清除” 和 “回退” 是(shì)對緩衝區輸入數值的(de)操作。此(cǐ)處輸入(rù)的10°~90°角度的補償值分別在後(hòu)台送給宏變量#601~#609。
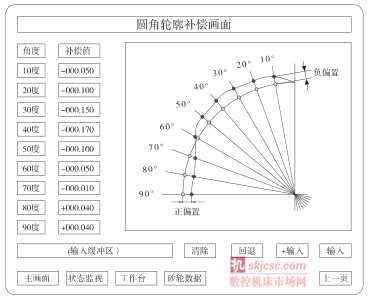
圖 6 圓角輪廓補償人機(jī)交互(hù)界麵
5 圓角輪廓誤差補償效果
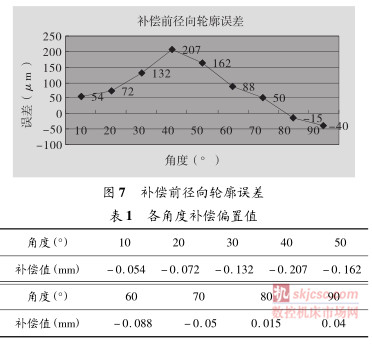
在未加圓角輪廓補償時,加工(gōng) 1 根曲(qǔ)軸,在三坐標檢測儀上(shàng)檢出圓角輪廓誤(wù)差如圖 7 所示(shì)。從圖中可看出,最大輪廓誤差達到 0.207mm,已經超過公差(chà)允許範(fàn)圍。利用圖 7 的誤(wù)差數據實施圓角輪廓補(bǔ)償(cháng),各角度補償偏置如(rú)表 1 所(suǒ)示。圓角輪廓誤差補償實施後,
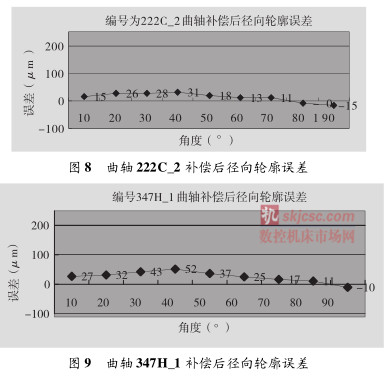
抽取了 2 根曲軸加工送(sòng)檢,經三坐標檢測,圓角輪廓誤差分別如圖 8 和圖 9 所示。其中編號(hào)為 222C_2 曲軸圓角徑向輪廓最(zuì)大誤差 0.031mm,編(biān)號為 347H_1 曲軸圓角徑(jìng)向輪廓最大誤(wù)差 0.052mm,均滿足工藝(yì)要求。
6 結論
本文采用(yòng)的(de)9 段圓弧逼(bī)近90°圓角輪廓,對曲軸前端端麵外圓過渡圓角的徑向輪廓誤差實施補償(cháng),在東風某發動機有限公司現生產實(shí)際使用已達2年,取得(dé)了滿意的效果,較好地解決了斜頭架磨床修(xiū)整滾輪金剛碟形(xíng)狀不規則或磨損等原因(yīn)引起的曲軸圓角 R 誤差。該方法可以推廣應用於金剛碟或金剛筆插補(bǔ)修砂輪(lún)圓角R的(de)補償,在(zài)具體應用時可根據實際情況,適當調整圓弧逼近的段數(shù)。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據