


摘要: 針對磨床中常見的螺栓結合麵(miàn)、導軌結合麵,提出並(bìng)建(jiàn)立三維彈簧- 阻尼單元和接觸單元的結合麵有限元模型(xíng),並應用於某高精度磨床的動態特性仿真分析,同(tóng)時對該磨床進行(háng)動態性能測試。將實驗數據與(yǔ)有限元分析結果進行對比,驗證模型的(de)正確性。所(suǒ)得結論為(wéi)基於結合麵機床的動態特性分析提(tí)供了一種有效(xiào)的(de)有限元模型,對進一步整機動態特性(xìng)分析和優(yōu)化設計具(jù)有重要意義。
機床的動態性(xìng)能是(shì)影(yǐng)響加工精(jīng)度的一個重要因素,特別對於高精度磨床( 磨削精度(dù)達到(dào)1 #m) ,任何微弱(ruò)的振動(dòng)也會在光潔度較高的表麵留下明暗相間的條紋。因此分析(xī)並提高磨床的(de)動態性能是精密加工中亟待解(jiě)決的問(wèn)題之一。磨床由多個部件裝配而成,部件之間存(cún)在各種結合麵,其中螺(luó)栓結合麵和導軌結合麵是磨床結構中兩個關鍵的結(jié)合麵。結(jié)合麵的剛度是機械結構整體剛度的重要組成部分,甚至是整個機械結構的(de)薄弱環節。因此,對結合麵準確建模才能正確(què)建立機床整機結構的動力學模型。
多年來國內外學者在螺栓、導軌結合(hé)麵的動態特性以及參數識別方麵進行了大量的研究。對於螺栓連接的固定結合麵,建立模型參數(shù)與螺栓預緊力之間的關(guān)係 ; 建立單平麵結合部靜位移與受(shòu)力之間(jiān)關係,以及多平麵結合部處理方法 ; 通(tōng)過實驗(yàn)和(hé)分析相結合方法擬合出結合(hé)麵動態參數隨麵(miàn)壓的變化規律 、結合(hé)麵動態參數識別 等。在導軌連接的動結合麵的研究中,通常對滑動導軌采用接觸單元法,而對直線滾(gǔn)動導軌采用彈簧(huáng)- 阻尼單(dān)元法。針對某高精度磨床,提出應(yīng)用(yòng)接觸單元和彈簧- 阻尼單元相結(jié)合的方(fāng)法建立螺栓結合麵分(fèn)析模型,用彈簧- 阻(zǔ)尼單元對磨床的導軌建立結(jié)合麵模型,並通過現場實(shí)驗對模型的正確性和有效(xiào)性進行驗證。
1 、螺栓結合麵有限元模(mó)型
1. 1 基(jī)於彈簧- 阻尼單元(yuán)與接觸單(dān)元的結合麵模型在(zài)該(gāi)磨床結構中,螺栓結合麵(miàn)涉及機床大(dà)部件之(zhī)間的連接,即機床床身與立柱的固定連接(jiē)。
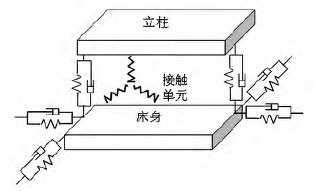
圖1 螺栓結合(hé)麵動力學模型
考(kǎo)慮螺栓結合麵之間的微觀接觸點不均勻分布,因此接觸(chù)麵壓力分布應是不均勻的。螺栓結合麵在一定的預緊力矩作用下(xià),結合麵上靠(kào)近擰緊螺栓處壓力大,而遠(yuǎn)離擰緊螺栓的位置處壓力相對小。采(cǎi)用體單(dān)元(yuán)對(duì)螺栓結合麵建模,結合麵在螺栓連接處采用彈簧- 阻尼單(dān)元,描述螺栓的連接剛度和阻尼; 在結合麵上(shàng)其(qí)他位(wèi)置用分布接觸單元(yuán),描述被連接件(jiàn)的接(jiē)觸剛度。模型要(yào)求兩個結構件在結合麵上的接觸單元必須(xū)一一對應,兩結(jié)構件(jiàn)在接觸麵上單元互(hù)為接觸單元,以保證其位移模式(shì)相同。從結合麵微觀結構分析來看,一(yī)個結合麵上凸起的觸點總和與其對麵上周圍(wéi)的觸點之間相互作用,形成若幹具有切向剛度和(hé)阻尼的單元。鑒於此,本文建(jiàn)立具(jù)有法向和切向剛度的結合麵有(yǒu)限(xiàn)元模型。如圖1 所示,為螺螺栓連接處(chù)采用(yòng)彈簧- 阻(zǔ)尼(ní)單(dān)元,描述螺栓(shuān)的連接剛度和阻尼; 在結合麵(miàn)上其他位置用分布(bù)接觸單元,描述(shù)被連接件的接觸剛度。模型要求兩個結構件(jiàn)在(zài)結合麵上的接觸單元必(bì)須一一對應,兩結構件在接觸麵(miàn)上單元互為接觸單元,以保證其位移模式相同(tóng)。從結合麵微觀結構分析(xī)來看,一(yī)個結(jié)合(hé)麵上凸起的觸點總和與其對(duì)麵上周圍的觸點之間(jiān)相互作用,形成若幹具有切向(xiàng)剛度和阻尼的單元。鑒於此,本文建立具有法向和(hé)切向剛(gāng)度的結合麵有限元模型。如圖1 所示,為螺栓連接結合麵的力學模型。用(yòng)kn1、kτ1、kτ2表示螺栓連接處彈簧- 阻尼單元的法(fǎ)向和兩個切向剛度; 用kn2、kτ3、kτ4分別表(biǎo)示接觸單元的法向方向和兩個切向方向的剛度。
1. 2 結合麵模型參數的確定
式中: kn、kτ分(fèn)別(bié)為單位麵積(jī)上的法向接觸剛度和切向接觸剛度,pn為結合麵的法向壓力,ω 為激振頻率,X 為動態相對位移,α、β、γ 和#分別為與結合麵的加工方式、材料、表麵(miàn)粗糙度和潤滑(huá)狀況等因素(sù)有(yǒu)關的常數。涉(shè)及的(de)磨床床身與立柱結合麵為無油結合麵,而結合(hé)麵間無(wú)油時其法向動剛度接近於法向靜剛(gāng)度,並且阻(zǔ)尼(ní)很(hěn)小,激振頻率ω 和動態相對位移X 對接觸剛度的(de)影響不大(dà) 。因此公式( 1) 、( 2) 轉化成:
![]()
由上述兩式可以(yǐ)得到,結合麵單位麵積上的法向接觸剛度和切向接觸剛度均為結(jié)合麵上法向接觸壓力的函數(shù),並與法向接觸壓力成非線(xiàn)性關(guān)係。
磨床床身所受到的壓力主要(yào)來源於(yú)立柱、滑鞍、轉板、立(lì)磨頭部件、臥磨頭部件、橫豎(shù)向導軌(guǐ)和滑塊,計算得總壓力為79 739. 09 N。床身與立柱是14 個GB900 雙頭螺柱A 型M20 螺栓連接,螺栓鎖緊力矩為208 N·m,計算預緊力為52 000 N。根(gēn)據螺栓所受的(de)重力與預緊力得到螺栓連接處的接觸麵壓力值,用式( 3) 、式( 4) 計算床身與立柱結合麵處每一螺栓連(lián)接處(chù)的法向剛度為6. 82 × 109 N/m3 和切向(xiàng)剛度1. 91 × 108 N/m3。螺栓結合麵在螺栓周圍結合麵法向壓力比較大,而遠離結合麵處法向壓力小。在接觸單元處,取接觸麵的法向壓力為兩結合麵壓力。計算接觸單元處的(de)法向剛度和切(qiē)向剛度分別為4. 21 × 109 N/m3、0. 82 × 108 N/m3。將剛度值賦給結合麵上(shàng)的彈簧- 阻尼單元、接觸單元,從而建立起基於實際麵壓力分布的結(jié)合麵有限元模型。
2 、導軌結合麵有限元模型
磨床的立磨頭部件和臥磨頭部件通過滑(huá)鞍裝在立柱上,磨床的立柱與滑鞍是通過兩個導軌和四個滑塊連接的,采用的是THK 公司的產品SRG 55C 導軌滑塊(kuài)係統,SRG 55C 型
號直線導軌係統是滾柱保持器型滾動導軌。
磨床在動態力的作用下,導軌結(jié)合麵既具(jù)有彈性又有阻尼,采(cǎi)用彈(dàn)簧- 阻尼單元法進(jìn)行有限元建模。x 軸為滑塊(kuài)運動(dòng)方向,Z 軸(zhóu)為垂直滑塊(kuài)運(yùn)動方向的(de)導軌水平方向,y 軸為垂直於(yú)導軌麵的徑向方向。建立如圖2 所示的導(dǎo)軌結(jié)合(hé)麵有(yǒu)限元模型,與導軌結合麵垂直(zhí)的水平方向( z 方向) 和沿導軌麵法向的徑向方向( y 方向) 有剛度。對於不同導軌結合麵(miàn)的(de)各(gè)種工況,可以改變結合點數目、每(měi)個結合點自由度數以及(jí)每個自由度的等效剛度和等效阻尼(ní)係數來仿真。在導軌滑塊的(de)八個頂(dǐng)點處各建立一個徑向方向和水(shuǐ)平方向的彈簧
- 阻尼單元,分別為ky、kz。x 方向為導軌運動方向,沒(méi)有(yǒu)彈(dàn)簧- 阻尼單元。導軌結合麵的各自由度的剛度和阻尼與(yǔ)很多因素有關(guān)。根據無油結合麵的法(fǎ)向動剛度接近於法向(xiàng)靜(jìng)剛度(dù)[12],由THK 公司的產品目錄中對導軌滑塊SRG 55C 的靜剛度實驗可知導軌滑塊徑向和水平方向靜剛度為:

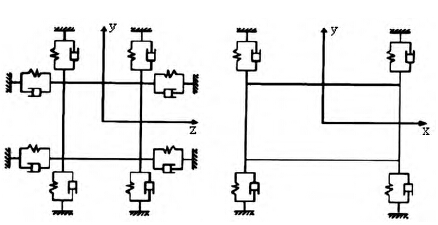
圖2 導軌結(jié)合(hé)麵模型動力學模型
3、 磨床動(dòng)態特(tè)性仿真分析及現場實驗
3. 1 磨床動態特性仿真分析
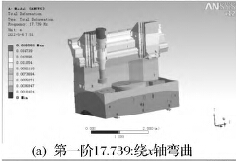
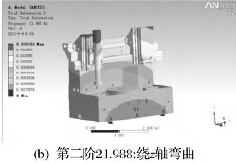
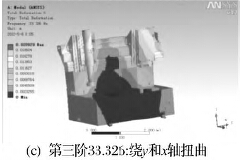
圖3 有限元仿真的前(qián)三階模態結果
應用有限(xiàn)元(yuán)仿真軟件ANSYS 完成模態仿真分析。建立有限元模型時,考慮床身與立柱之間的螺栓結合麵,以及兩主(zhǔ)軸部件的滑(huá)鞍導軌結合麵,並忽略倒角、螺紋孔等不影響分析(xī)結果的微小結構。
在螺栓(shuān)結合麵(miàn)處建立彈簧- 阻尼單元和接觸單元,在導軌結合麵處建(jiàn)立彈簧- 阻尼單元(yuán),將得到的法向接觸剛度和切向接觸剛度值賦給結合麵上相應的單元。由於床身與地麵是通過四個墊塊支撐(chēng)的(de),在(zài)有限元模型裏設定床身與墊塊通(tōng)過摩擦(cā)連接接(jiē)觸。實際上(shàng),墊塊直(zhí)接放在地上(shàng),墊(diàn)塊的實際約束是在各(gè)方向上都有微小的位移,所以有(yǒu)限元模(mó)型對墊(diàn)塊約束是施加(jiā)與實際情況相符的約束。
定義坐標係: x 軸水(shuǐ)平向右為正; z 軸水平向(xiàng)前為正; y 軸(zhóu)垂(chuí)直向上為正。有(yǒu)限(xiàn)元分(fèn)析的前三(sān)階模態結果(guǒ)如圖3 所示,第一階模態振型是立柱繞x 軸彎曲; 第二階模態振型是立柱繞z 軸彎曲; 第三階模態振型是立柱整體繞y 軸(zhóu)和x 軸扭曲。
3. 2 磨床動態性(xìng)能實驗
為了驗證螺栓結合麵和導軌結合麵的有限元模型的正確性(xìng),對機床整機進行動態性能實驗。如圖(tú)4 所示為實驗係統的示意圖。實驗係統采用北京東方振動和噪聲技術研究所的DASP 振動測試係(xì)統。采用單點激勵(lì),多點測量的(de)方(fāng)法得到整機的固有頻率(lǜ)與振型。用(yòng)錘(chuí)擊脈衝激勵法和變時基采(cǎi)樣方法對磨(mó)床整機進行實驗模態分析。經(jīng)有限元和預實驗指導,實驗選定立柱靠近右上角一點為激勵點,共布置(zhì)響應測點768 個。
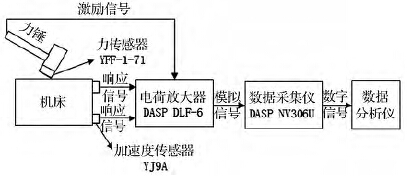
圖4
在激振實驗和信(xìn)號(hào)數據采集(jí)完成後(hòu),使(shǐ)用分析軟件對采集到的信號數據進行(háng)變時基傳(chuán)遞函數分析。采用頻域法(fǎ)進(jìn)行模態擬(nǐ)合,根據振型相關矩陣校驗排除虛假模態。圖5 中(zhōng)列出前兩階模(mó)態測試結果,其振型與立柱、床身的螺(luó)栓結合(hé)麵及導軌結合麵相(xiàng)關。用質量歸一的正則化方式進行振型編輯,識別了磨床整(zhěng)機結構的模態參數,得到磨(mó)床的固有頻率、振型、阻尼比,振型圖。
圖5 中第一階模(mó)態的固有頻率為15. 77 Hz,阻尼比為4.219%,振型是立柱及床身繞x 軸方向(xiàng)彎曲,上邊幅度比較大,下邊相對較小,存在剛體位移。在(zài)床身與立柱結(jié)合麵處振幅變化有(yǒu)明顯的(de)跳動(dòng); 第二階(jiē)模(mó)態的固有頻率為37. 152Hz,阻尼(ní)比為5. 102%,振型是立柱整體繞y 軸扭曲和x 軸扭曲,沿y 軸方(fāng)向上邊彎曲幅度比較大,下邊(biān)幅度較小,但不是線性變化(huà),在結合麵位置處變化有一個跳動。
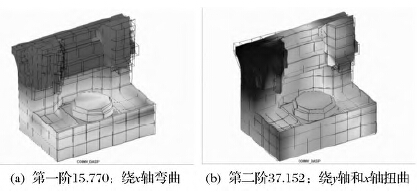
圖5 實驗測試的模態結(jié)果
將實驗測試與有限元仿(fǎng)真的(de)結果對比得到的結果如表1所示。
表1 仿真(zhēn)與實驗測(cè)試結果對比
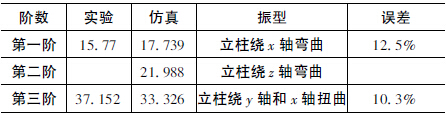
由於測試(shì)的激(jī)勵點是在立柱上(shàng)沿z 軸正方向進行激勵,所以繞z 軸方向彎曲的第二(èr)階模態沒有充分激發出來,實驗結果沒有與仿真結果的(de)第二階對應的模態。第一階與第三階的實驗結果與有限元仿真結果在誤差範圍內。磨床工作時常用的轉速為1 200 r /min,為防止(zhǐ)發生共(gòng)振,隻(zhī)需考慮低階模態結果。根據整機前三(sān)階模態的振型可知,影(yǐng)響整機(jī)前三階模態的主要結合麵是床身與立柱之間的螺栓結合麵,導軌(guǐ)結合麵的動態性能較好。這說明(míng),立柱與床(chuáng)身的連接(jiē)部相對較薄弱,可采用增加螺(luó)栓(shuān)數目、加大預緊力、降低立柱高
度、增加床身與立柱的接觸麵積,來改進磨床結構,提升動態性能。
4 、結論
在螺栓(shuān)結合麵中(zhōng),應用彈簧- 阻(zǔ)尼(ní)單元與接觸單元相結合的方法,建立考(kǎo)慮法向和兩個切向剛度的三(sān)維有限元模型。在導軌結合麵中采用彈簧- 阻尼單元法建模。用有限元分析軟件,對磨床進行動態特性仿真分(fèn)析,並進行整機動態性(xìng)能(néng)測試(shì)。將實驗結果與仿真結果進行比較,振型(xíng)一致時固有頻率的相對誤差在(zài)可接受的(de)範圍內(nèi),證明了(le)有限元模型
的正確性,為結合麵的有限元模型提供了一種有效的建模方法。本文(wén)提(tí)出(chū)了進一步對磨床進行結構優化的建議,該方法是(shì)磨床結構改進性能(néng)分析(xī)的重要依據。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承(chéng)出口情(qíng)況
- 2024年11月 基(jī)本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加(jiā)工過程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去(qù)何從?
- 中(zhōng)國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人(rén)害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能(néng)時(shí)代,少談點智(zhì)造,多談點(diǎn)製造
- 現實麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻(gōng)螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別