


摘要: 為實現複雜、異形刀剪的端麵磨削,提出了一種空間端麵磨削多軸聯動控製方法. 根(gēn)據端麵磨削的(de)工藝特點與臥式端麵磨床的結構特點,建立了砂輪徑向進(jìn)給量、軸(zhóu)向進給量、旋(xuán)轉角度等加工參數與工件頂麵磨削量(liàng)、底麵磨削量、磨削寬度等工藝參數間的(de)函數關係(xì),並結合端麵的投影規(guī)律實現了一個旋轉軸與(yǔ)兩個平(píng)動(dòng)軸的三軸聯動控製. 基於所提(tí)控製(zhì)方法開發了數控係統(tǒng),該係統支持二維圖形與參數混合編程. 利用該係統開發(fā)了數控端麵磨床樣機,並進行了磨削實驗. 結果表明,該磨床能夠(gòu)磨削多種刀剪產品,加工效率與質量優於液壓式端麵磨床.
磨削加(jiā)工是一類(lèi)應用廣泛的加工技(jì)術,通常於半精加工或精加工. 曲麵磨削技術雖然取得了很大的進步,但(dàn)非軸對稱非球(qiú)麵或者自由曲麵(miàn)磨削仍然麵臨一些挑戰(zhàn) ]. 目前常用的曲麵磨削方法包括切點跟蹤磨削法 、圓(yuán)弧砂輪包絡法 和平行(háng)磨削法 ]等. 許第(dì)洪等針對曲軸類(lèi)複雜回轉零件的磨削(xuē)進(jìn)行了研(yán)究,通過工件旋轉軸C 與砂輪架水平進給軸X 的聯動控製建(jiàn)立了切點跟蹤磨削法的運動模型. 俞紅(hóng)祥等 在切點跟蹤法的基礎上,研究了一種基於砂(shā)輪架(jià)水平進給軸、附(fù)加升(shēng)降軸與(yǔ)工件轉動軸聯動的曲軸新型非圓隨動磨削運動模型. 謝晉等 研(yán)究了圓弧(hú)砂輪包(bāo)絡成型磨削法,根據曲麵曲率建立了自(zì)適應數控成型磨削的數控模式. 薑晨等(děng) 提出采用傾角可調三軸擺動式數控夾具係統,在數控精密平麵磨床上實現對光學非軸對稱(chēng)非球麵平行磨削加工(gōng). Kim 等 對光學非球(qiú)麵納米磨削技術(shù)進行了研究(jiū). 陳逢軍等 提出了單點斜軸磨削方法,采(cǎi)用圓柱形砂輪的直角尖點,通過控製X、Z、B 三軸聯動進行小型非球麵模(mó)具的磨削. 陳興(xìng)武等[13]基於自主研製的嵌入式六軸數控工具磨削係(xì)統,提出了磨削銑刀球刃(rèn)的六軸聯動數控模型.Ramasamy等[14]采用模(mó)型預定控製(zhì)策略研究了球頭(tóu)銑刀的磨(mó)削控製(zhì). 這些方(fāng)法針對特定加工對象建立了多軸聯動磨削控製方法,但這些方法無法直接應用於複雜刀剪的端麵磨(mó)削.
在刀剪( 包括(kuò)菜(cài)刀、套刀、小刀、剪刀和冰刀等)加工(gōng)行(háng)業,通常采用端麵磨削法( 即利用筒形砂輪的(de)端麵進(jìn)行磨削) 磨削出與毛坯表麵相交的平麵.磨削前將毛坯表麵相對砂輪端麵偏轉形成一個固定的夾角,磨削開始時砂輪端麵切入毛坯表麵,磨削過(guò)程中要進行兩個平動進給軸的聯動插(chā)補以跟蹤刃(rèn)線軌跡( 直線、斜線(xiàn)或圓弧) . 端麵磨削的磨(mó)削刃近似為一條直線,故磨削(xuē)平麵是由多條斜率相同的(de)直線組成. 複雜、異形(xíng)刀具的磨削麵為曲麵. 由於刀具厚度薄、曲麵曲率小,可以(yǐ)將曲麵看成是由不同斜率的(de)直線組成,因而仍然可以采(cǎi)用端麵磨削法進行磨削.但相對於平麵磨削,曲麵磨削過程中需要控製毛坯表麵與砂輪端麵的夾角( 即直線斜率) . 故需要增加一個旋轉軸,並且要實現兩個平動軸與一個旋轉軸(zhóu)的三軸(zhóu)聯動(dòng).
刀剪曲麵屬於複雜曲麵,但目前未見采(cǎi)用端麵磨削法進行刀剪曲麵磨削的(de)報(bào)道. 雖然德國、美國(guó)等國(guó)家已經開發(fā)出五軸聯動刀剪磨床 ,但三軸聯動磨削編程簡單、不需要昂貴的CAM 軟件,既可以節約成本(běn)又能適應國內刀剪加工(gōng)企業的(de)技術(shù)現(xiàn)狀. 文中針對刀剪端麵磨削的工藝特點與臥式端麵磨床(chuáng)的特點,建立了工藝參數與進給軸位移量間的函數關係,形成了平動軸與旋轉軸的三軸(zhóu)聯動(dòng)插補,以實現(xiàn)多種(zhǒng)複雜、異形(xíng)刀剪的端麵磨削.
1 、工藝要求與運動平台
1.1 工藝要求
刀剪毛坯通常由鋼板經衝(chōng)裁或者線切割製成,毛坯等厚且具有與成品相同的輪廓,如圖1 所示.
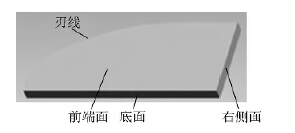
圖1 刀剪毛(máo)坯結構示意(yì)圖
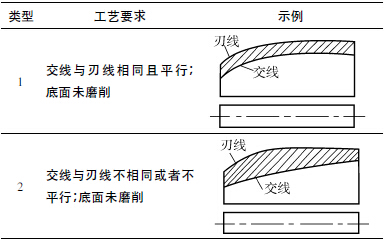
毛坯的前端麵與後端麵(miàn)具有相同的形狀和尺寸,並且麵積最大. 頂麵、底麵、左側麵和右側麵均與前後兩個端麵垂直相交(jiāo). 頂麵常為(wéi)曲麵,其他幾個麵常為平麵. 在刀剪產品中,端麵與頂麵的交線稱為刃線.刀剪端麵磨(mó)削是指利用(yòng)筒形砂輪的端麵磨削刀剪毛坯的整個端麵或者端麵的一部分(fèn),從而形成一個(gè)磨削麵. 根據設計要求,磨削(xuē)麵分為平麵和曲麵兩種形式(shì). 磨削麵與頂麵相交(jiāo),會影響頂麵的厚度(dù)或者(zhě)輪廓形狀; 磨削麵與底麵相交,會影響底麵的厚度或者輪廓形狀; 磨削麵與端麵相交會形成一(yī)條交線. 端麵磨削的目的就是通過控製磨削麵形成所需的頂麵輪廓、交線以及底麵輪廓. 在刀剪產品中,通常要求頂麵(miàn)等厚,故按照交線與(yǔ)底麵輪廓的綜合設計要求,可以將端麵磨削分為4 種情況,如表1 所示. 其中第1 種(zhǒng)類(lèi)型工藝要求最簡(jiǎn)單也最(zuì)常見,第4 種類型工藝要求最複雜,常用於磨削異形刀具產品.
表1 刀剪端麵磨(mó)削工藝要求
1.2 運(yùn)動平台
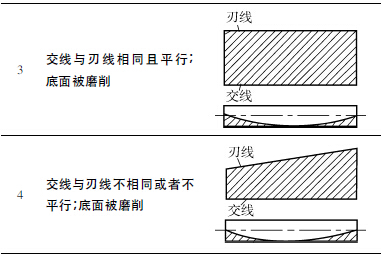
在磨(mó)削過程中,毛坯端麵必須相對砂輪端麵偏轉一定的角(jiǎo)度,並且根據工藝要求(qiú),需要采用X、Z 二軸聯動(dòng)加工或者X、Z、A 三軸聯動加工. 典型的臥式端麵磨削運動平台包(bāo)括一個主軸( 砂輪轉動) 和三個伺服軸( 平動軸X、Z 和旋轉軸A) ,如圖2 所示. 工件的裝夾麵固定在X 軸上,故(gù)工件既可以沿X 軸前後運動,又可以繞X 軸擺動. 砂輪的主軸架固定在Z軸上,故砂輪既(jì)可以在主軸帶(dài)動下高速(sù)旋(xuán)轉,又(yòu)可(kě)以在Z 軸帶動下做(zuò)軸向運動. 伺服軸的零點由限位開關設定,其中A 軸(zhóu)的零點位(wèi)置是(shì)指裝夾麵處於豎直時的位置.
圖2 臥式端麵磨削(xuē)運動平台示意(yì)圖
2 、運動控製(zhì)方法
如圖3 所示,距離右側麵x 位置處的截(jié)麵P1P2,其(qí)磨(mó)削寬(kuān)度為w,頂麵磨削量為e,底麵磨削(xuē)量為b,這3 個量反映了磨削工藝要求,稱(chēng)為磨削工藝
參(cān)數,並且(qiě)是x 的函數:
w = w( x)
e = e( x) (1)圖(tú)
b = b( x)
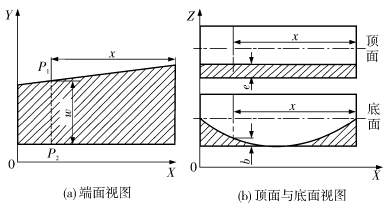
圖3 端麵磨削工藝參數示意圖
頂麵(miàn)磨(mó)削量e > 0,並(bìng)且為常量. 磨削寬度w 為刃線與交線間的距離. 如果磨削區域為部分端麵,那麽w 小(xiǎo)於該位置處的毛(máo)坯(pī)寬度並且b = 0,如表1 的類型1、類型2 所示. 如(rú)果磨削區域為整個端麵,那麽w 等於該位置處的毛坯寬(kuān)度並且b≥0,如表1 的類型(xíng)3、類型4 所示.
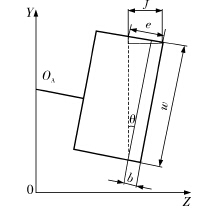
圖4 端麵磨削示意圖
如圖4 所示,刀具截麵P1P2在磨削(xuē)之前為矩形,在被砂輪端麵( 豎(shù)直虛線所示) 磨削(xuē)之後變為梯形. 根據三角函數關係,建立磨削工藝參數(shù)w、e、b 與毛坯(pī)端麵傾角θ 以及砂輪軸向進給量f 間的定(dìng)量關係:

![]()
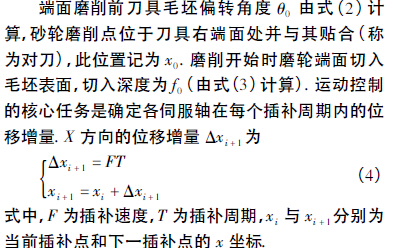
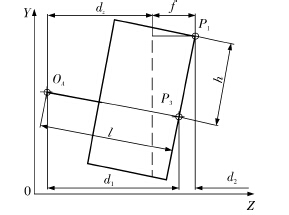
圖5 位置關係示意圖(tú)
上述運動控(kòng)製算法建立了伺服軸X、Z、A 的運動增量與工藝參數w、e、b 的函數(shù)關(guān)係(xì),故通(tōng)過運動控製能夠磨削出所需的頂(dǐng)麵厚度、交線以及底麵輪廓.當θ 為常(cháng)量時,加工過程中隻需進行X、Z 軸二軸聯動控製,而A 軸在(zài)加工開始時偏轉一個初始(shǐ)角後在加工過程中保持不動. 式( 4) 與( 8) 說(shuō)明,當θ為常量時,X、Z 兩軸聯動端麵磨削的(de)實(shí)質是對刃線在XZ 平麵上的投影進行插補(bǔ). 由於刃線通常是由直線與圓弧組成,故當θ 為常量時,端麵磨削運動控製的實質是(shì)進行二維直線插補和橢圓弧插補. 當θ為變量時,刃線的投影為複雜曲線,且該(gāi)曲線通(tōng)常沒有解析(xī)表達式,因而無法進行普通的曲線插補,需要利用式( 1) - ( 7) 進行X、Z、A 三軸聯(lián)動(dòng)控製.
3 、加工實驗與結(jié)果分析
實驗所用的三軸臥式端麵磨床(chuáng)樣機是(shì)由陽東縣國浩機械(xiè)製(zhì)造有限(xiàn)公司的GH-350 型兩軸數控端麵磨(mó)刀機改造形成的,如圖6 所(suǒ)示(shì). 采用三相異步電機驅動砂輪高速旋轉,采用(yòng)廣州數控設備有限公司的DA98A 型全數字式交流伺服(fú)驅動係(xì)統精確控製(zhì)X、Z、A 三軸圖6 數控臥(wò)式(shì)端麵磨床Fig. 6 Numerical control surface grinding machine tool的運動(dòng),采(cǎi)用法(fǎ)國Dynabox 大(dà)傳(chuán)動比( 40 ∶ 1) 精(jīng)密蝸輪蝸杆(gǎn)減速器以增強A 軸的(de)抵抗轉矩,采用工業控製計算機與自主研發的運動控製卡組成控製係統.工業控製計算機主要(yào)用於實現人機界麵(miàn)以及圖(tú)形(xíng)與參數混合編程環境. 運動控製卡基於TI 公司TMS320C6713 型高性能浮點DSP,用於實現文中所提的空間插補算法. 插補算法的理論(lùn)插補精度為0. 01μm. 在插補前(qián)進行梯形加減速規劃. 若刃線由多段軌跡組(zǔ)成,則各(gè)段銜接點速度設置為加工速度以保證運動的連續性,減小速度波動.
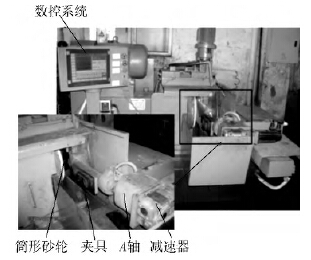
圖6 數控臥式端麵磨床
在圖6 所示(shì)的數控臥(wò)式(shì)端麵磨床上進行了兩種典型刀(dāo)具(jù)的磨削加(jiā)工實驗(yàn),磨(mó)削出的刀具樣品如圖7所示. 刀具1 的磨削麵長度為(wéi)80 mm,寬度為(wéi)12 mm,刃線圓弧半徑為450 mm. 刀(dāo)具2 的磨削麵長度為92mm,右邊寬度為5mm,左邊寬度為28mm,刃線圓弧半徑為520mm. 刀具1 與刀具2 的材料均(jun1)為45 號碳鋼.
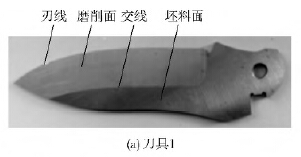
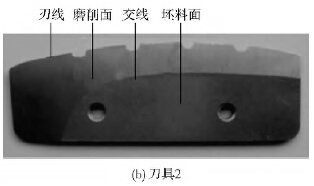
圖7 端麵磨削實驗結果
刀具1 的工(gōng)藝要求對應表1 中的類型1,即交線與刃線相同且平行,底麵未磨削,此時隻需要X軸、Z 軸二軸聯動加工. 刀具2 的工藝要求對應表1的類型2 和4,即其前半段交線與刃線不相同(tóng)、底麵未被磨(mó)削,其後半段底麵被(bèi)磨削,故(gù)刀(dāo)具2 的磨削需要進行X、Z、A 三(sān)軸聯動控(kòng)製. 進給速度為1 mm/s,刀具1 的一個加工循環(huán)用時約為90 s,刀具2 的一個加工循(xún)環用時約(yuē)為115 s. 經檢測(cè)刀具頂麵厚度、刃線形狀、底麵輪廓形狀均符合設計要求,尺寸精度在± 0. 01mm 範圍內,磨(mó)削後表麵粗糙(cāo)度(dù)為Ra1. 0 ~Ra14.
4 、結論
文中從刀剪端麵磨削的工藝特點和臥式端麵磨床的結構特點出發(fā),結合端麵的投影規律,建立砂輪的徑向進給量( X 向) 、軸(zhóu)向進給量( Z 向) 和砂輪轉角( A 向) 等加工參數(shù)與工件頂麵磨削量(liàng)( e) 、底麵(miàn)磨削量(liàng)( b) 和磨削寬度( w) 間的函數關(guān)係. 複(fù)雜、異型刀(dāo)剪的底麵磨削量和磨(mó)削寬(kuān)度是變化的,從而形成(chéng)形式各異的底麵輪廓和交線形狀. 文中所提算法能(néng)夠根據函數關係實(shí)時求(qiú)解出單位插補周(zhōu)期內的工藝參數變化量(liàng)對應的加工參數變(biàn)化量,從而能(néng)夠進行(háng)一個旋轉軸與兩個平動軸的三軸聯動控製,實現複雜異型刀剪端麵磨削. 基於所提控製方法(fǎ)開發了端麵磨削控製係統和(hé)端(duān)麵(miàn)磨床樣(yàng)機,並磨削(xuē)出了具(jù)有(yǒu)代表性的刀具產(chǎn)品(pǐn). 文中所提出(chū)的控製方法不僅適用於刀剪曲(qǔ)麵磨(mó)削,也廣泛適用於其他產品的(de)小曲率(lǜ)曲麵磨削.
如果您有機床行業、企業相關新聞稿件發(fā)表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切(qiē)削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量(liàng)數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車(chē))產量數(shù)據
- 機械加工過程圖示
- 判斷(duàn)一台(tái)加(jiā)工中心精度的幾種(zhǒng)辦(bàn)法
- 中走絲(sī)線(xiàn)切割機(jī)床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做了十多年(nián),為何還是小作坊(fāng)?
- 機械行業最新自(zì)殺性營(yíng)銷,害(hài)人害己!不倒(dǎo)閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工(gōng)藝的區別