


[ 摘要] 零件在外圓磨床上加工時受兩個力的作(zuò)用,一是受零件磨削力的影響,二是受外圓磨床尾座對頂力的影響(xiǎng),尤其細(xì)長杆零(líng)件受力變形較為(wéi)明顯。為了在加工過程中避免零件變形而影響加工精度,通過使用ANSYS 對零(líng)件進(jìn)行有限元分(fèn)析,控製兩個方向力的(de)大小,並對這兩個方向力進行逐一分析,並配合高(gāo)速磨削加工,確(què)定進刀量(liàng)、磨削速度、零件轉速及對(duì)頂力(lì)等磨削參數,並對上述分析方法進行延伸擴展。
在航空(kōng)航天領域中,細長杆類零件的應用非常廣泛,經常作為活塞杆、間(jiān)隙活門及計量油針使(shǐ)用,它們在燃油調節器中起著十分重要的作用,但是它的高精度要求也給加工帶來了很大(dà)困難。麵(miàn)對高精度的要求,一般采用數控高精(jīng)外圓磨床加工,但在加工調(diào)試過程中,常常為了保證加(jiā)工精度,需要一次或多(duō)次(cì)試加工,同時數控加工參數也需要不斷調(diào)試,直到確認數控程序能夠完成預定的加工要求。為了提(tí)高加工(gōng)效率,保證加工精度,使用(yòng)ANSYS 受(shòu)力分析軟件,對零件進行預加(jiā)工分析,並計算加工(gōng)參數。
零件在外圓磨床上加工(gōng)時,受磨削力和對頂力的影響(xiǎng),零件受力方向如圖1 所示。磨削力的大小由進刀量、磨削速度、零件轉速及砂輪線速度決定(dìng),對(duì)頂力的(de)大(dà)小與尾座中彈簧(huáng)的(de)壓縮變形有關。磨削力和對頂力過大都會(huì)造成零件(jiàn)變形,而變形量 的大小也與零件本身的長度、直徑尺寸、材料的密度和彈性模量 有關。
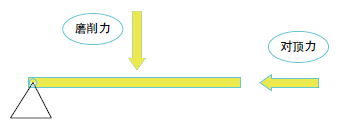
圖1 零件受(shòu)力分析圖
1 、兩個方(fāng)向力對變(biàn)形量(liàng)的影響
1.1 磨削力(lì)的分析(xī)
以航空零(líng)件活塞杆(gǎn)為例,如圖2 所示,單位為mm。零件材料為4Cr13,在常溫20℃下此種材料(liào)的彈性模量為215GPa,密度為7.75g/cm3。
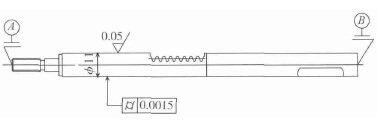
圖2 零件工序圖紙
為了明確(què)地分(fèn)析零件磨削力與變形量之間的關係,基於ANSYS 對零(líng)件進行(háng)1∶1 比例建模並進行有限(xiàn)元分析,利用UG 建模方便快(kuài)捷的優點,使用UG 先按照設計圖1∶1 比例畫好圖形(xíng),並(bìng)將模型導入ANSYS 生成(chéng)。首先,對(duì)導入的模型進行編輯,根據零件材(cái)料為4Cr13,輸入上述查閱的材料密度、彈性模(mó)量等主要性能參數,添加到建好的模型中。其次,對模型進行網格劃分,劃分單位(wèi)為1mm,即把模型劃分(fèn)為N 個體(tǐ)積為1mm3 的(de)小方格再進行(háng)受力分析,如果想得到更精確的分析結果,則把劃分單位縮小即可。最後,對(duì)模型添加約束及受(shòu)力要(yào)求,根據外圓磨床定位加工方式,對模型(xíng)兩端中心孔添加固(gù)定約束,再根據磨削力方(fāng)向在被加工外圓施加力F ,接下來用ANSYS 進行有限元分析,並生成零件(jiàn)變形量圖形,按圖2 中要求零件圓柱度為0.0015mm,所以將變形量控製在0.0015mm 範圍內(nèi),並不斷更改外力大小,直(zhí)到變形(xíng)量為0.0015mm,此時的力可以確定為精(jīng)加工時的磨削力上限值, 如圖3 所示(shì),對零件施(shī)加4N 磨削力時零件總變形量為0.0015mm,所以在磨削過程中,磨(mó)削力不應大於4N。
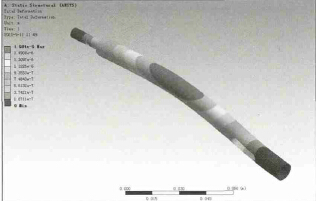
圖3 零件應力雲圖(tú)
1.2 對頂(dǐng)力的(de)分析
使用上(shàng)述相同方法進(jìn)入ANSYS 軟件對零件進行真實的(de)受力分析,根據外圓磨床對頂加工工(gōng)作原理,更改固定約束和施(shī)加(jiā)力的方向,假設零件產生0.0015mm 的變形量,則分析零件(jiàn)承受的對(duì)頂(dǐng)力為20N。1.3 磨削力與對頂(dǐng)力對變形量的綜合影響為了更準確地分析零件的受力變形量,使用ANSYS軟件模擬加工過程中的受力分(fèn)析,對零件左端添加固定約束,並對零件施加對頂力和磨削力,力的大小分別為20N 和4N。施加兩個(gè)方向力後的零件變形,變形量為0.005mm。
根據有(yǒu)限(xiàn)元分析,同時施加磨削力和對頂力時,零(líng)件(jiàn)產生疊加變形,造成零件變形量增大,為了更準確地了解零(líng)件受力變形情(qíng)況,下一步進行(háng)實際加工,看零件是(shì)否滿足圖紙要求。
2 、確定磨削參數
由(yóu)上述模型理論分析得出,同時施(shī)加磨削力和對頂力時會增大零件變形,但考慮(lǜ)到實(shí)際加工過程中零件(jiàn)處於轉動狀態,受力會出現互相抵消的現象,對圖(tú)2 所示零件進行實際加工,磨削力控製在4N 以下,對頂力控製在20N 以下,並選擇合理的進給量、進給速度和零件轉速等磨削參數。
2.1 對頂力的(de)控製
根據上述分析得知(zhī),對頂力不能大於20N,經查閱資料(liào),可以依據(jù)加壓調整螺釘的位移和彈(dàn)簧係數計算出對頂力的大小。圖4 為外圓磨床(chuáng)尾座簡易圖,對頂(dǐng)力(lì)F 1=83-(X -Y )×3.3(此對頂力公式僅適合於本公司某型號磨床,不同機床對頂力計算公式不同,主要取決(jué)於(yú)尾座內部彈簧(huáng)的彈簧係數),通過調節X 和Y 的距離控製對頂力在20N 以下即可。
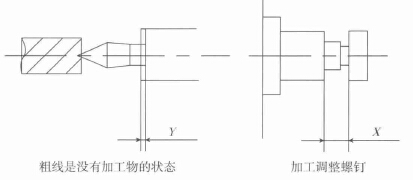
圖4 外(wài)圓磨(mó)床尾座示意圖
2.2 確定零件轉速
零件的轉速主要與零件本(běn)身(shēn)的直徑、砂輪線速度有關,取(qǔ)決於它們之間的比例關係。選擇合理的砂輪速度和零件速度(dù)之間的比值,當砂輪(lún)速度提高時,零件速(sù)度也要相應的提高,否則會影響加(jiā)工效率,但不能提高過多。
機床的砂(shā)輪線速度為45m/s,零件直徑(jìng)為φ 11,根(gēn)據計算公式n =1000V 1×60/250×π×D [3],其中,n 為零件轉速;V 1 為砂輪線速度;D 為零件直徑。將各數值帶入公式得出零件轉速(sù)n =312r/min(加工時選用300r/min)。
2.3 確定進給量和磨削速度
在磨削過程中,在磨削力和砂輪線速度不變的情(qíng)況下,增大進給量(liàng)時應相應降低磨削速度,根(gēn)據(jù)磨削力經驗公式F 2 = 453a0.9f 0.62V 0.76[4] 來確定進給量和磨削速度
之間的關係。其中,F 2 為磨削力;a 為進(jìn)給量;f 為磨削速(sù)度;V 2 為(wéi)零件(jiàn)的線(xiàn)速度。
根據(jù)加工細長杆(gǎn)類的加工經(jīng)驗,一(yī)般最後一次加工進給量為0.001mm 或(huò)0.002mm,圖(tú)2 中零件(jiàn)實際加工時最後一(yī)次進給量選擇0.001mm,零(líng)件的(de)磨削力控(kòng)製在4N 以下,零件的線速度(dù)為10.4m/s。代入上述公式得出磨削速度f = 40mm/min。
通過上述分析得出零件的磨削(xuē)參數(shù),對零件進行實際加工,加工後零件(jiàn)圓柱度(dù)保(bǎo)持在0.0015mm 以內,滿足圖紙要求,所以根據磨削力和對頂力的模型分析可(kě)以運用到實際加工中。
3 、結論
根據上述分析得出,對頂力為20N 以內;砂輪線速度為45m/s ;零件轉速為300r/min; 精加工進給量為0.001mm;磨削速度為40mm/min。
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
州(zhōu)金馬")

- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況(kuàng)
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型(xíng)乘用車(轎車)產量(liàng)數(shù)據