


摘要: 針對薄而(ér)高的零件因與磨床工作台接觸麵積小,無法(fǎ)實現磨削前的可靠定位與(yǔ)夾緊問題,設計並製造了一種簡單且(qiě)實用的輔助定位板(bǎn),既解(jiě)決了實際難題,又大大提高加工了效率,並保證了零件的相互位置精度要求。
0 引言
模(mó)具是通過特定的結構形式以一定方式使材料成型的一種工業產品,能成批生產出具有一定形狀和尺寸要求(qiú)的工業產品零部件的一(yī)種生產工具。用其生產的製件所具備的高(gāo)精度(dù)、高(gāo)一致性(xìng)、高(gāo)生產(chǎn)率是任何(hé)其他加工方法所(suǒ)不能比擬的,在(zài)很大程度上決定(dìng)著產品的品質、效(xiào)益和新產品開發能力。本文針對衝模中的(de)薄而高的衝頭類(lèi)模具零(líng)件在磨削工序中(zhōng)遇到的定位與夾緊(jǐn)問題,設(shè)計與製造了(le)一種輔助定位板,取得了較好的應用效果。
1 、問題分析(xī)
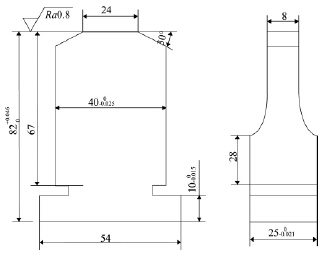
圖1 衝頭零件磨(mó)削工(gōng)序圖
圖1 所示為某單(dān)位批量磨削加工的一種工業上使用的過濾(lǜ)網衝模的衝頭磨削工序圖,其他表麵都(dōu)進行了精加(jiā)工,已經進行(háng)了(le)熱處理,硬度高( 60 ~ 65HRC) ,本工序要
求磨削24×8 的(de)衝頭表麵,且8 個為一組,使用車間裏僅有的M7132A 型磨床,此磨床要求工件的(de)最小吸力麵積是長寬均不小於40mm,而工件的寬度太小,且工件高度又(yòu)高,磁力吸(xī)盤(pán)吸不住,使用常規的擋(dǎng)鐵(tiě)也不能解決此困難。所以,在加(jiā)工前遇到了以(yǐ)下困難:
1) 由於結構上的特殊性,磁力吸盤吸不住工件,將8個靠在一起放(fàng)置或使用(yòng)常規(guī)的擋鐵都不能吸(xī)住,故工件不能夾緊安裝;
2) 技術要求8 個衝頭的工作表麵必須一次定位(wèi)夾緊磨削到Ra 0. 8μm。
2 、輔助定(dìng)位板設計
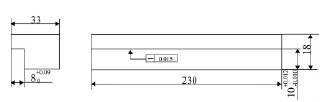
圖2 台階式輔(fǔ)助定位板
針對上述定位夾緊問(wèn)題,設計一副台階式輔助定(dìng)位板( 成對使用) ,考慮到8 個衝頭工作麵需要一次安(ān)裝定位夾(jiá)緊進(jìn)行(háng)磨削,設計(jì)的長度為230mm,如(rú)圖2 所示。定位
板的台階高度是重要(yào)的結合定位基準(zhǔn),設計精度要求為:
1) 衝頭零件凸台高度尺寸10mm 的精度高,屬於7 級精度。根據在磨床上的定位、裝配和使用要求,衝頭零件凸台高度與定位板的台階高度二者(zhě)之間尺寸配(pèi)合采用基軸
製的小過渡配合,故定位板的(de)台階高度尺寸10mm 的基本偏差代號確定為J,精(jīng)度等級確定為8 級;
2) 直線度精度(dù)確定為9 級。考慮到衝頭凸台需要(yào)有很小的滑動間隙,台階的寬度尺寸8mm 的精(jīng)度(dù)等級確定為11 級。
3 、輔助定位板製造
輔助定位板的具體加(jiā)工工藝、裝配方法如下:
1) 選好工廠裏的邊料,在銑(xǐ)床上銑削上、下表麵及左、右側(cè)麵和台(tái)階處的底麵與側麵,保證圖樣上(shàng)尺寸的(de)基礎上(shàng)留1mm 的磨削(xuē)餘量(liàng)。
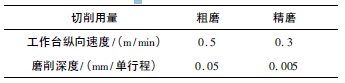
2) 在(zài)M7132A 磨床上,安裝好磨(mó)料為棕剛玉,寬度為40mm 的平行砂輪,將衝頭(tóu)工件下表麵定位夾緊在該機床的磁力吸(xī)盤上,按表1 的切削(xuē)用量進行粗磨上表麵和為(wéi)保
證定位板(bǎn)左側麵與衝頭(tóu)工件右側麵緊貼的左側麵(miàn),保證尺(chǐ)寸33mm。
表1 切削用量(liàng)表(biǎo)
4) 重複上(shàng)麵的三個步驟,完成(chéng)與之相對(duì)的另一塊台階式輔(fǔ)助定位板(bǎn)加工。
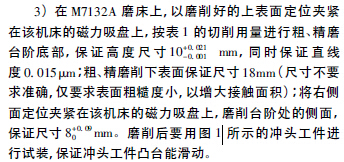
5) 將已加工好的一副台(tái)階式輔(fǔ)助定位板間隔54mm且相對(duì)放置在磨床磁力吸(xī)盤上,如圖3 所示,將8 個圖1所示(shì)的衝頭工件(jiàn)緊貼台階底(dǐ)麵依次裝入,開(kāi)動磨床,即可完成磨削加工,達到工件圖樣(yàng)上的表麵粗糙度(dù)Ra0. 8μm的要求。
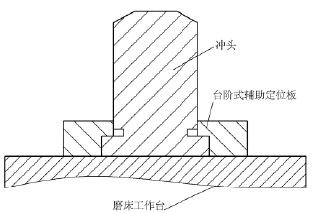
圖3 在磨床工(gōng)作台上的裝配圖
4 、應用效果分析
通過實踐證(zhèng)明: 薄而高的衝頭類零件可以通過設計一副台(tái)階式輔助(zhù)定位板,以上的大平麵和狹長平麵結合作為定位基麵,限製了(le)工件的5 個自由度,解決(jué)小定位麵積(jī)定位時的不(bú)可靠和夾緊(jǐn)困難的問題,可靠地保證了該(gāi)種零件工作表麵的加工(gōng)要求(qiú),同時(shí)大大減少了裝夾工件的輔助時間,提高了(le)生(shēng)產率,降低了成本。目前該定位裝置已在生產中使用(yòng)近半年,收效非(fēi)常顯(xiǎn)著。
如果您有機床行業、企(qǐ)業相(xiàng)關新聞稿件(jiàn)發表,或(huò)進行資訊合作(zuò),歡迎聯係(xì)本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情(qíng)況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年(nián)11月 新(xīn)能源汽車產量數據
- 2024年11月 新能(néng)源汽(qì)車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽(qì)車銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據(jù)
- 2028年8月 基(jī)本型乘用車(轎(jiào)車)產量數據
- 機械加工過(guò)程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的(de)發(fā)展趨勢
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做(zuò)了(le)十多年,為(wéi)何還是小(xiǎo)作(zuò)坊?
- 機(jī)械行業最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現(xiàn)實麵前,國人沉默。製造業(yè)的騰飛,要從(cóng)機床
- 一文搞(gǎo)懂數控車(chē)床加工(gōng)刀具補償功(gōng)能(néng)
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別