


摘要: 針對圓柱(zhù)磁材外圓磨削加工(gōng)下料過程的特點,以及某(mǒu)公司對於(yú)圓柱(zhù)磁材磨削加工的要求,設計了一套自動下料(liào)係統,以降低公司在(zài)該生產線上的人工成本,提高生產效率和產品質量。分(fèn)析了圓柱磁材的下料過程,論述了自動下料係統的工作原理。
無心外圓磨床是一種廣泛使用的機械(xiè)加工(gōng)設備,其機械加工精度高。目前,大多(duō)數國內的無心外圓磨床不配備自動(dòng)上下料係統,但人工成本的上升和行業整體自動化水平的發展,以及公司對生產高效率和產(chǎn)品高質量的追求,都對磨床上(shàng)下料自動(dòng)化程度的(de)提高提出(chū)了迫切要求。
蔡向東 等人研究了自動上下料係統在無心外圓磨床各磨削工藝中的應用,對通過磨和切入(rù)磨兩種加工方式的自動上下料係統的基本結構和工作步(bù)驟分別做了(le)闡述,對於無心磨床(chuáng)自動上下料係統的設計具有重要(yào)的借鑒意義。陳逢軍 等人設計了數控鑽尖磨床的自動(dòng)上下料機構,在一定程度上提高(gāo)了鑽尖刃磨的效(xiào)率,其主要的(de)應用對象(xiàng)是數控(kòng)磨床。王龍 等人研製了無(wú)心外圓磨床的自動下料收料機構,使生產效率有(yǒu)了一定的提高,但在下料的順暢性和磁材排列的整(zhěng)齊性上並沒有達到好的效果(guǒ)。董傳軍 等人以磨削加工摩托(tuō)車(chē)的曲柄(bǐng)銷為研究對象,為某專用外圓磨床設計了自動上(shàng)下料(liào)機構(gòu),對工件的定位具有較高的準確性。在各磨床自動上下料係統中,對(duì)工件的排列都成為了(le)眾多學者和技(jì)術人(rén)員關注的重點,眾多(duō)學(xué)者對磨床(chuáng)自動上下料係統的研究推動著磨(mó)床上下料自動化在國內的發展不斷前進(jìn)。
1 、生產(chǎn)現狀分析
對圓柱磁性材料的磨削加(jiā)工是某公司加(jiā)工圓柱磁性材(cái)料中一道重要的工藝。目前,完成了前(qián)期的加工後,還需要對圓柱磁(cí)性(xìng)材料表麵采用無心外圓磨床進行兩次粗磨和一(yī)次精磨(mó),對於每台無心(xīn)外圓磨(mó)床,磨床前(qián)段端有人負責加料,後端需有人負責接收磁性圓柱材(cái)料。加工(gōng)過程中,產品不合格的主要原因是圓柱材料之間的相互碰撞,尤其是一個(gè)圓柱磁材的棱邊與另一圓柱磁材發生碰(pèng)撞時,由於應力集中,再加上磁材極脆,很容易導致大塊脫落,造成產品不合格。在現有的生產中(zhōng),為避免圓柱磁材間的相互(hù)碰撞,工人在收料筐中放置木板,落下的圓柱磁材先撞擊木板,再落(luò)入(rù)筐中,這(zhè)樣就避(bì)免了落下的圓柱磁材直接高速撞(zhuàng)擊筐中的材料,但撞擊依然存在,且工人必須不停地撥動收(shōu)料筐(kuāng)中的材(cái)料,以使磁材分布均勻,避免紮堆,工人在操作時,又必須彎腰,因此,工人工作強度大。此外,磨削過程中需要加大量冷卻水,冷卻水的濺(jiàn)出,給工廠的工作環(huán)境帶來了不良影響。
該公司(sī)的(de)設計要求: 第一,最大限度地避免圓(yuán)柱磁材間的相互碰撞,提高產品合格(gé)率; 第二,一(yī)個人管理一台無心外圓磨(mó)床,磨削後的材(cái)料需(xū)運輸到磨床前端,方便工人管(guǎn)理和(hé)搬運; 第三(sān),集(jí)中處理(lǐ)冷卻液,保持工作環境幹淨。
2 、自(zì)動下料係統工作原理
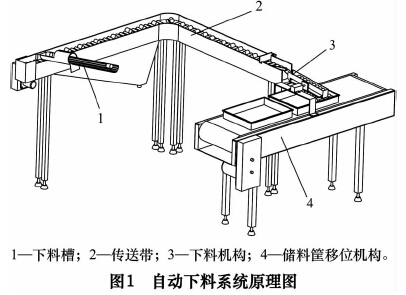
無心外圓磨床自動下料係統整體結構如圖1 所(suǒ)示,主要包(bāo)括下料(liào)槽、傳送帶、下料機構、儲料筐移位機構4 個部分。
2. 1 下(xià)料槽
下料槽的主要作用是引導加工後的圓柱磁材進入傳送帶,其結(jié)構如圖2 所示,包(bāo)括排水段、擋水板和緩衝段3 個部分。
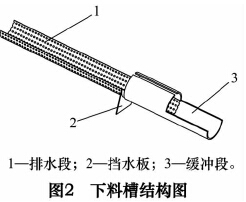
排水段為(wéi)圓形不(bú)鏽鋼網。圓柱磁材會帶出大量冷卻水,一方麵,排水段可將(jiāng)其中的(de)水排出; 另一方麵,排(pái)水段還對圓柱磁材的下滑具有一定的緩衝作用,設磁材與不鏽鋼網(wǎng)的動摩擦因子為μ1,下料槽與水(shuǐ)平麵的夾角為θ,重力加速度為g,對一個質量為m 的圓柱磁材,排(pái)水段對其產生的滑動摩擦力為f1 = μ1mgcosθ由於磨削加工中采用的冷(lěng)卻液是水,磁材與排水段之間為低效潤滑,理論計算時摩擦因子取為μ1 =0. 1。擋水板主要(yào)作用是引導下(xià)料槽中的水流入水槽中。
緩 衝段采用橡(xiàng)膠材料製作,其(qí)主要(yào)作用是降低圓柱磁材的下滑速度。由於圓柱磁材與排水段不鏽(xiù)鋼網間的摩擦因子(zǐ)較小,如果下料槽(cáo)全段采用不鏽鋼製作,圓柱磁(cí)材離開下料槽時,仍具有較高速度,對傳(chuán)送帶側板的衝擊較大。橡膠材料與圓柱磁材間的摩擦因子遠大於磁材與不鏽(xiù)鋼網間的摩擦因子,因此,緩衝段可有效(xiào)降低圓柱磁材的下滑速度,減輕(qīng)其對傳送帶側板的(de)衝擊。
設磁材(cái)與橡膠材料間的摩擦因子為μ2,則緩(huǎn)衝段對單個圓柱磁材(cái)的摩擦力為f2 = μ2mgcosθ在水(shuǐ)作為潤滑劑的低效(xiào)潤滑狀態下,磁材與設計所用(yòng)橡膠之間的(de)摩擦因子約為μ2 = 0. 7,明顯大於排水段的摩擦因子,具有(yǒu)較好的緩衝效果。設排水段長度(dù)為l1,緩衝段長度為(wéi)l2,圓柱磁材離開下料槽的速(sù)度為v,根據下列公(gōng)式可計算出速度v。mg( l1 + l2
) sinθ - f1 l1 - f2 l2 = 12mv2在(zài)本設計中,排水段長度為l1 = 450 mm,緩衝段長(zhǎng)度為l2 = 300 mm,下(xià)料槽與水平麵間的夾(jiá)角約為(wéi)θ = 19°,重力加速度取為g = 9. 8 m/s2,將設計參數代入以上公式(shì),可得到磁材離開下(xià)料槽時的速度為v =55. 4 mm/s。這樣的機構設計,既能保證磁材順利下滑,又能(néng)根據實際情況調整角度,從而控製磁(cí)材下滑
速度。
2. 2 傳送帶
傳送帶的結構如圖3 所示。緩衝塊: 傳動帶側板靠近下料槽出口處,安裝了軟橡膠緩衝塊,有效減輕了圓柱磁材對傳送帶側板的撞擊,延長了(le)傳送帶使用壽命。
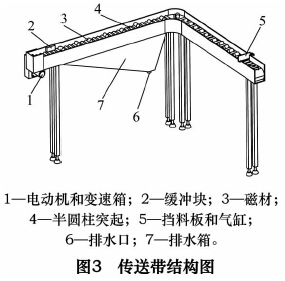
傳送帶: 傳送帶的主要作用是要將完(wán)成磨削(xuē)的圓(yuán)柱磁材從無心磨床後端(duān)運送(sòng)到(dào)前端,傳送帶表麵有按一定間距均勻分布的半(bàn)圓柱條狀(zhuàng)突起,圓柱磁材落到傳(chuán)送(sòng)帶表麵後,傳送過程中容易滾入兩半圓柱突起(qǐ)之間的位置,事實上,在實際的(de)傳送過程中,傾斜落在傳送(sòng)帶表麵的圓柱磁材一端(duān)接(jiē)觸傳送帶側板,由於側板(bǎn)靜止,而傳送帶運動,圓柱磁材的端麵(miàn)很(hěn)快與側(cè)板貼合,因此,圓柱磁(cí)材基本保持了一致的(de)方向(xiàng),為圓柱磁材有序入筐奠定基礎。
擋料(liào)機構(gòu): 由氣缸推動擋料(liào)板運動,可暫時擋住圓柱磁材(cái)隨傳送帶往前移動。
排水箱: 由於下料槽(cáo)並不一定能將所有冷卻水引入水槽中,為防止(zhǐ)未排盡的冷卻水直接流到地麵,影響生產環境,在傳送帶下方(fāng)設(shè)計排水箱,排水箱底部可安裝水管,剩餘的(de)冷卻水可通過管道集中排入水槽中。
2. 3 下料機構
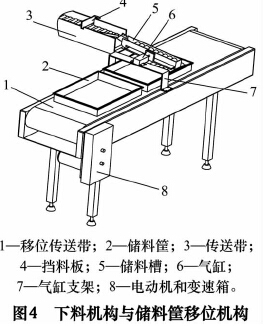
其結構如圖(tú)4 所示,主要作用是將圓柱磁材(cái)有序(xù)排列,並將其放入儲料筐中,當進入儲料槽中的磁材達到一定數量時,擋料板會暫時擋(dǎng)住(zhù)磁材繼(jì)續進入(rù)儲料(liào)槽,等儲(chǔ)料槽中的磁(cí)材進入儲料筐後再允許磁材進入。對(duì)磁材排列的整(zhěng)齊(qí)性是本係統下料機構設計關注的(de)重點。磁材通過擋料板後,沿著斜板進入與磁材同寬度的儲料槽中,磁(cí)材位於相鄰兩半圓柱突起中間,因此,在移(yí)動過程中其方向不會發生變化(huà),可順利進入(rù)儲料槽(cáo)中,並能整齊地排列(liè)。而磁材排列的長度與儲料筐的寬度(dù)相近,磁材在落入儲料筐後滾動空(kōng)間很小,從
而能使磁材整齊排列。
2. 4 儲料筐移(yí)位機構
其機構如圖4 所示,其主要作用是控製(zhì)儲料筐的位(wèi)置,通過傳送帶的移動來控製儲料筐(kuāng)的直線運動。
3 、運動分(fèn)析
要(yào)保證生產線的連續生產,自動下料係統中的各部分(fèn)動作必須相(xiàng)互協調,因此,需要對各機構的動作(zuò)進行精準控製。
圓(yuán)柱磁材通過下料槽落(luò)入傳送帶,隨傳(chuán)送帶運動到無心外圓磨床前端,擋料板處安裝有傳感器(qì),可記錄通過的圓(yuán)柱(zhù)磁材數量,當通過的磁材達到一定數量時,氣缸推動擋料板,暫時阻止磁材進入儲料槽中,此時,儲(chǔ)料槽處(chù)的氣缸推動儲料槽下端底板,將磁材放入儲料筐(kuāng)中,滾珠絲杠(gàng)推動儲料筐,為下一批磁材預留空間。
4、結語
該自動下料係統有效解決了圓柱磁材在下料過程中的碰撞問題,大大提高了產品合格率,降(jiàng)低了工人勞動強度,也給工人管理設備(bèi)帶來(lái)了眾多方便,同時,可使現場的工作環境更加幹淨。本設計的不足之處在於不能在儲料筐中排列多層(céng)磁材,因為上(shàng)層的磁材下料時會對前一層的磁材造成較大(dà)的撞擊,但這(zhè)對於產品的(de)生產效率並(bìng)沒有太大的影響。本自動下料係統的設計是對磨床自動上下料的一次探索,國內無心磨床自(zì)動化程度的(de)提高還需要眾多(duō)學(xué)者和相關技術人員的共同努力。
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")
調查(chá)")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月 新能(néng)源汽車銷量(liàng)情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機(jī)床(chuáng)何去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵(miàn)前,國人(rén)沉(chén)默。製造(zào)業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床(chuáng)加工刀具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝(yì)的區別