



西門子數控係統摩擦力補償功能在解(jiě)決加工質量問題中的(de)應用
2023-2-17 來源: 昌河飛機工業(集團)有限責任公司 作者:胡輝
數控機床各軸在移動過程中,傳動鏈上的導軌(guǐ)與齒(chǐ)輪中的摩擦(cā)力會影響(xiǎng)到機床軸的動態特性,尤其(qí)是機床軸從靜止狀態(tài)開始加速啟動,從靜摩擦到動摩擦轉變過程中產生的摩擦力,會引起短暫的跟隨誤差增大(dà)。當該軸與(yǔ)其它軸進(jìn)行插補運動時(shí),會造成明顯的輪廓誤差。比較典型的(de)是在加工圓形輪廓(kuò)轉換方向時,在過象限處,一根軸靜(jìng)止且換向,會產生負麵效(xiào)應。
為了(le)改善這些位置的輪廓精度(dù),西門子數控(kòng)係統提供了摩擦力補償功能,在機床軸從(cóng)靜止狀態(tài)開始加(jiā)速時,提供一個(gè)附加的設定值速度脈衝(以下簡稱附加脈衝),但(dàn)這個附加脈衝需(xū)要調試,與實際偏差(chà)相匹配,不能(néng)太大,也不能太小,否則就會出現補償(cháng)不足或補償過度的現(xiàn)象。
1、摩擦力補(bǔ)償功能簡介
根(gēn)據(jù)使用(yòng)需求,西門子數控係統提供的摩擦力補償功能可分為以下三種類型 :
(1)補償(cháng)值恒定的摩擦力補償不考慮機床軸的加速(sù)度,始終為速度設定值提供相同的附(fù)加脈衝(如圖 1 所示),可設置調整附加脈衝的振幅和失效時間。
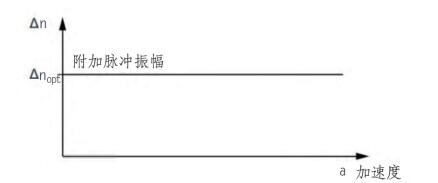
圖(tú) 1 補償值恒定的特性曲線
(2)帶(dài)自適應特性曲線的摩擦力補償
可通過設置三個不同的加速度控製點,以及附加脈衝的最小振幅、最(zuì)大振幅和失效時間,形成一條附加脈衝的幅值特性曲線,如圖 2 所示。
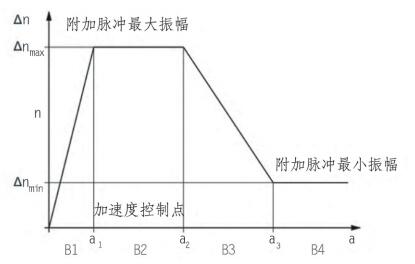
圖 2 帶自適應的特性(xìng)曲線
(3)高階版帶自適應特性曲線的摩擦力補償可設定四條附(fù)加脈衝補償(cháng)特性曲線,每條(tiáo)曲線可(kě)包含至多 9 個加速度控製點,如圖 3 所示。
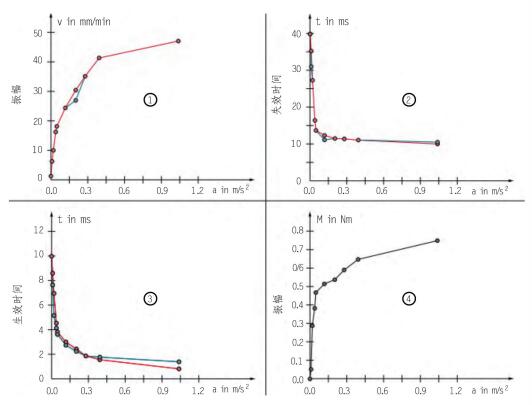
圖 3 高階版帶自適應的特性曲(qǔ)線(xiàn)
針對每(měi)個加速(sù)度值設置附加脈衝的(de)振幅(fú)、生效時間和失效時間設定權重(chóng)係數。若附加脈衝滿足(zú)不了要求,可考慮再增加一個附加轉矩脈(mò)衝。(該(gāi)功能需許可證功能選件:6FC5800-0AS06-0YB0)以上三種(zhǒng)摩擦力補(bǔ)償功能(néng),其中第一種較為簡單且(qiě)常用,另外兩種使用起來較(jiào)為複雜,尤(yóu)其是第三種,還需要購(gòu)買相關的功能選項才能激活使用(yòng)。在機械狀態良好的(de)情況下,使用第一種功能基(jī)本上就能解決常(cháng)見問題,如果不能解決(jué)且對輪廓精度要求較高的話,才會(huì)考慮使用第二(èr)、第三(sān)種補償功能。
以下就(jiù)以第一種摩擦力補償功能為例,簡單介紹(shào)一下該功能在解決加工質量問題中的應(yīng)用方法。
2、 應用案例
(1)故障現象
一台四軸臥式加工中心, 配置西門(mén)子840DSL 數控係統,加工一工件時,在圓(yuán)弧輪廓過渡處有(yǒu)明顯的接(jiē)刀痕(如圖 4 所示),無法滿足(zú)工件精度要求。

圖 4 工件接刀痕
(2)問題分析(xī)及解決方案
在排除了操作方(fāng)法、工(gōng)件材料、刀(dāo)具、工(gōng)裝等工藝相關問題後,將分析(xī)的重點轉向設備本身。檢查機床潤(rùn)滑單元、導軌絲杠潤(rùn)滑情況(kuàng),以及機床軸的反向間隙,均沒有發現明顯問題。仔細分析工件接刀痕,發現該接刀痕是在圓弧輪廓換向處,在機床(chuáng) Y 軸換向時出現。
因此,考(kǎo)慮使用西(xī)門子數控係統(tǒng)自帶的圓度測試功能,對機床 X、Y 軸進(jìn)行圓度測試,檢查兩軸之間的插補精度以及(jí)動態匹配性。圓度測試程序如下 :
G91; 增(zēng)量(liàng)編程方式
G17;X、Y 平麵
G02 I20 J0 F2000 TURN=10;
半(bàn)徑 20mm,循環執行 10 次圓弧插補
M30; 程(chéng)序結束
通過執(zhí)行以上圓度測(cè)試程序,測(cè)試結(jié)果如圖5 所示(shì),發現在 Y 方向過象限處有明顯的凹尖(jiān)點,與工件接刀痕一致,同時發現 X 軸在過象限處(chù)也有同樣的故障現象。
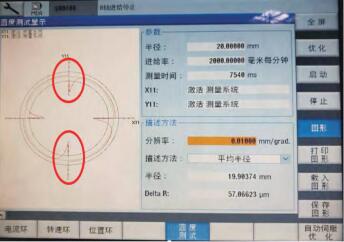
圖 5 圓度測試結果
因此,使用補償值恒定的摩(mó)擦力補償功能對X、Y 軸進行補償,補償後用圓度測試進行測試,重複幾次直(zhí)到圓度測試最佳狀(zhuàng)態,無明顯尖點(diǎn)(如圖 6 所示),調整後的參數如下表所示。
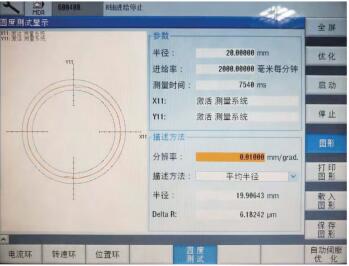
圖 6 補償後圓度測試結果
摩擦力補償參數表
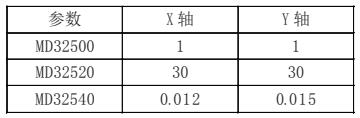
補償值恒定的摩擦力補償相關參數 :MD32500 FRICT_COMP_ENABLE[< 軸 >] ;=0: 補償功能關閉,= 1: 補償功能激活(huó)MD32520 $MA_FRICT_COMP_CONST_MAX[< 軸 >]; 附加脈衝振幅(fú)MD32540 $FRICT_COMP_TIME[< 軸 >] ;附加(jiā)脈衝失效時間重新加工工件,表麵質量明顯改善,接刀痕現(xiàn)象基本消失(如圖 7 所示),完全滿足工件精度要求。

圖 7 補償後工件接(jiē)刀(dāo)痕
3、結(jié)語(yǔ)
隨著數控機床使用年限的增長,機械性能逐(zhú)年劣化,機床動態特性降低,加工工件(jiàn)的精度和表麵質量也隨著變差,已無法達到新機床的加工(gōng)效果。
在不進行機械大修或(huò)者更換老化部件的情況下,如何利用數控係統補償功能,對機床動態特性進行優化,彌補機械劣化損失(shī),對於設備(bèi)維護人員來說(shuō),這是一個值得探索的技術方向。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據(jù)
| 更多(duō)
- 2024年11月 金屬切削機(jī)床產量(liàng)數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年(nián)10月 新能源汽車(chē)產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能(néng)源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多