



數(shù)控係統CNC無法直接上電的原因分析與處理(lǐ)
2022-10-14 來源:昌河飛機工業(集團(tuán))有限責任公司(sī) 作者:林超青
摘要:一台中捷VMC2180機床配置的是FIDIA C2數控(kòng)係統,該(gāi)機床(chuáng)在每次(cì)開機運行過程(chéng)中都要進行係統初始化操作,否則係統的CNC就無法上電,機床無(wú)法運行,但是上電(diàn)完成後(hòu)機(jī)床能夠正常運行加工,該故障給操作帶來極大的不便和風(fēng)險,因此需要對該問(wèn)題進行分析研究(jiū),以保證正常運行。由於該故障發生在CNC上電階(jiē)段,上電完成後(hòu)機床正常運行,這樣給問題的解決帶來極大的困難,本文就該問(wèn)題進行分析和探討。
1.故障現象
一台中捷VMC2180三(sān)坐標立式加工中心進入數控係(xì)統後CNC無法直接上電,每次都要進行係統初始化或進入數控係統前進行一次係統加載才能(néng)上電,機床無法正常上電(diàn)使用。
2.故障原因分析(xī)及(jí)處理過(guò)程
數控機床係統CNC無法上電的原因比較多,機床輸入信號問題、機床硬件損(sǔn)壞、軟件問題、操作(zuò)係統問題、通訊傳輸(shū)故障等,都可能導致數控係統CNC無法(fǎ)上電,具體(tǐ)原因需要按現場(chǎng)情況具體分析、測試和判斷(duàn)。
(1)外部輸(shū)入條件不滿足,導致係統無法上(shàng)電該中(zhōng)捷VMC2180機床(chuáng)大修完成後,開機進入(rù)數控係統後CNC無(wú)法直接上電,但(dàn)是每次進行(háng)係統初始化或進(jìn)入數(shù)控係統前(qián)進行一次(cì)係統加載機(jī)床又能夠上電。由於該機床剛剛進行過大修(xiū),機床部件、電氣電纜等都有重新安裝調試,如果外部接線有問題或設置不對就有可能導致(zhì)係統數據出錯,係統無法(fǎ)啟動。
(2)機床超(chāo)程信號不對導致機床無法上電開機進入係(xì)統(tǒng)後係統出(chū)現如圖1報警提示,同時安全繼電器運行(háng)顯示燈不亮。
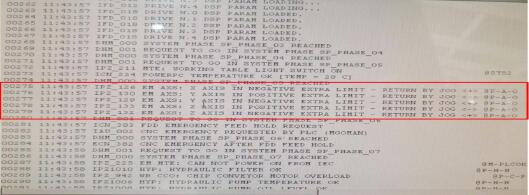
圖1 開機(jī)報警信(xìn)息
報警(jǐng)信息顯示,機床由於X、Y、Z的正(zhèng)負限位報警導致伺服FDD急停進給保持,檢查機床X、Y、Z的(de)正負限位(wèi)信號,發現狀態均為1狀態,I/O輸入指示燈全亮(liàng)。為驗(yàn)證是否(fǒu)是(shì)機床限位開關信號接反導致機床處於急停狀(zhuàng)態,因此把X、Y、Z的正負限位(wèi)信號從I/O輸入模塊斷開,使正負限(xiàn)位信號輸入為零,重新啟動機床進行測試,發(fā)現報警信息沒有變化,係統依舊無法上電,同時安全繼電器顯示(shì)燈不亮(見圖2)。
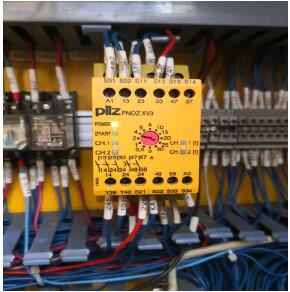
圖2 安全繼電器
查看機(jī)床的PLC,發現機床PLC的邏輯是對X、Y、Z的(de)正負限位信號取高電平,輸入信號為1時是正常狀態,因此(cǐ)可以認(rèn)為機床的急停不是由於機床X、Y、Z的正負限位信號導(dǎo)致。
(3)外部輸(shū)入信號不對導致機床無法上電由於(yú)數控係(xì)統進行係統初始化或PCLOAD加載後(hòu),係統能夠上(shàng)電並(bìng)正常運行(háng),對比初始化前(qián)和初始化(huà)後的輸(shū)入輸(shū)出狀態(見圖3、圖4)。

圖(tú)3 係統初始化前的I/O狀態

圖4 係統初始化(huà)後的(de)I/O狀態
從圖3和圖4係統初始化前後的I/O狀態可以(yǐ)看出,機(jī)床的輸入信號及狀態沒有變化,隻是輸出信號有變化,係統初始化前沒有輸出信號,但是初始化後係統PLC已經有五個輸出信號(CUD模塊,紅色指示燈),因此可以認為機床無法上(shàng)電的故障不是由(yóu)於外部輸入信(xìn)號異常或外部硬件損壞導致,因為初始化前後輸入信號沒有變化。
(4)機床接線不良導(dǎo)致(zhì)機(jī)床無法上電機床進(jìn)行係統後(hòu)擰(nǐng)鑰匙開關係統(tǒng)沒有(yǒu)任何反應,對CNC,PLC進行RESET複位,係統也沒有任何反應,安全繼電器(qì)的運行指(zhǐ)示燈始終不亮(見圖5)。
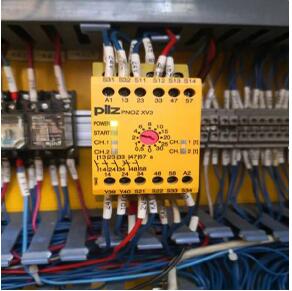
圖5 係統初始(shǐ)化前(qián)的安全繼電器狀態
檢查(chá)安全繼電器的運行條件(jiàn),條件如下(xià)圖6所示,該繼電器(qì)的運行條件主要有四組:S11與S12、S21與S22、S31與(yǔ)S32、S33與S34四組信號。其中S33與S34是上(shàng)電使(shǐ)能信號,S21與S22、S31與S32是刀(dāo)庫急停信號,S11與(yǔ)S12由中間(jiān)繼(jì)電器KA5和KA6控製,隻有KA5、KA6得電S11與S12才能閉合(hé)。
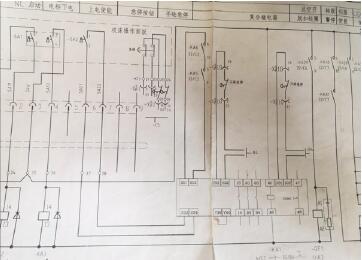
圖6 安全繼電器接線圖
檢查(chá)S33與S34上(shàng)電(diàn)使能信號,發現該(gāi)信號是由斯通上電使能開關(guān)控製,用萬用表測試發現,上電使能開關能正常閉(bì)合,因此可以認為故(gù)障不是由於上電開關接觸不良導(dǎo)致。
S21與S22及S31與(yǔ)S32,該信號是有刀庫急停控製,用萬用(yòng)表測試發現,刀庫急停開關正常閉合(hé),因此可以認為故障不是由於(yú)刀庫(kù)急停開關接觸不良導致(zhì)。
S 1 1 與 S 1 2 由 K A 5 、 K A 6 控製,其中KA6是由PLC輸出信號DUEXRE(超程(chéng)釋放信號)控製,KA5是由PLC輸出信號DUPLCK(PLC準備好)控製,因此S11與S12開關無法閉合,安全繼電器無法上電。
通過PLC程序得到,DUEXRE信號在機床(chuáng)開(kāi)機後PLC無條件給出,並沒有其餘關(guān)聯邏輯條件,而輸出(chū)信號DUPLCK是由DIPLCK控製,DIPLCK接在KA6的常閉出點1和9上,也就是機床開機CNC沒有上(shàng)電前該信號就應該有,但是通過(guò)觀察輸入信號指示燈,發現該信號沒有。進一步檢查電氣線路,發現KA6的1觸點懸空,沒有接24V,與圖紙不符,用線給1觸(chù)點接上(shàng)24V後(見圖7),該信號得電,CNC上電後信號燈滅,與圖紙邏輯相符。但是DIPLCK正常後,係統CNC依舊無(wú)法上電,DUEXRE和DUPLCK依(yī)然沒有輸出。因此可以認為DUEXRE和DUPLCK信號(hào)沒有輸出不是由於外部信號導致。

圖7 KA6常閉點(diǎn)引(yǐn)入24V
為進一步確(què)認係統CNC無法(fǎ)上電是否是由安全繼電器引起,可以將(jiāng)該繼電器(qì)的S11與S12、S21與S22、S31與S32、S33與S34四組信(xìn)號(hào)全部短接(見圖8),是該繼電器的運行(háng)條件(jiàn)滿,測試CNC能否(fǒu)上(shàng)電。

圖8 安全繼(jì)電器短接運行
把四組信號短接後,安全繼電器的四個(gè)指示燈亮,理論上應該已經滿足係統上電要求,但(dàn)是複位CNC後,係統(tǒng)CNC依舊無法上電,關機重啟故障顯現沒有任何變化(huà),因此可以(yǐ)認為,故障(zhàng)不是由安全繼電器造成(chéng)。
(5)CNC無法上電是由操作係統或數控係統軟(ruǎn)件故障引起為檢查CNC無法上電是否由數控係統軟件或參(cān)數缺陷引起,於是把該機床的CUSTOM和CNC文件更換成出廠備份文件(jiàn),但是故障依舊,因此可以認為故障不是由CUSTOM和CNC文件或參數數據丟失導致。
而在進行數控係統和操作係統測試時發現,操作係統的(de)文件無法用(yòng)鼠標右鍵打(dǎ)開,隻能使用“打開”按鈕打開,同(tóng)時在使用伺服驅(qū)動調試軟件BRUCO時,該軟件無法打開,MCLTR.DLL文件丟失;用輸入輸出工具導入數據時,殺毒軟件(jiàn)也對該硬盤(pán)發出有病毒報警,對該硬盤進行病毒查殺(shā),發現有大量的各式病毒。軟件中病毒後會導致軟件內部(bù)數據紊亂、文件丟失,數(shù)控係統軟件運行的(de)時序錯亂,係(xì)統無法上電。由於無法對該硬盤進行徹底的病(bìng)毒查(chá)殺,殺毒軟件進行病毒查殺時(shí)會把大量的數控係統文件判定為病毒軟件而刪(shān)除導致數控係統無法啟動。
針對這種情況,於是使用全新的硬盤把WINDOWS係統和數控係統重裝並(bìng)激活,機床參數文件使用係統廠商的原(yuán)始備份數據,確保(bǎo)係統沒有病毒。
係統安裝完成並激活後,機床上電測試發現,操作係統(tǒng)的文件能用鼠標右鍵正常打開,用伺服驅動調試軟件BRUCO也能(néng)正常使用,因此可以認為由於(yú)病毒(dú)造成的問題已經解決。雖(suī)然係統經過重裝(zhuāng)後,病毒問題(tí)解決,但(dàn)是機床進行上電測試後發
現,故障現(xiàn)象依然沒有(yǒu)任何變化,因此可以認為CNC無法上電的故障不是又操作係統或數控係統內部文件丟失或(huò)病毒導致。
(6)CNC無法上電是(shì)由數控係統、伺服驅動及I/OLUX之間的通訊傳輸故障引起FIDIA係統的數控係統、伺服驅(qū)動(dòng)及I/OLUX之間的(de)傳通訊是通過FFB現場總線進行數據交換,如(rú)果該傳輸鏈路出現故障,就會(huì)導(dǎo)致機床在上電過程中數據紊亂或丟失,CNC無法上電,要對CNC數據進行初始化,消除出現的錯誤(wù)或紊亂以恢複正常。
對該鏈路的FFB總線進行檢查,並重新插拔安裝,總線沒有發現問題(tí),機床再次進行(háng)測試,故障現象沒有變化。
在進行(háng)上一係列步驟和測試都沒有(yǒu)發現故障(zhàng)原因後,再次研究係統初始化前後(hòu)各模塊的狀態,發現FFB傳輸鏈路上的(de)CC10模塊有細微差別,係統初始化後該模塊的L2燈變紅並閃爍(見圖9),初始(shǐ)化前L2燈不亮(liàng)。通過對該模塊的資料進行分析,發現L2燈閃爍表示(shì)該(gāi)鏈路在進行(háng)數據采樣或數據通訊傳輸,CC10模塊是I/O模塊與FFB總線模塊的接口模塊,如果(guǒ)模(mó)塊出現問題,就會導致采樣(yàng)、傳(chuán)輸中斷,I/O輸出模塊沒有輸出,導致係統的PLC輸出指令無法到達(dá)輸出模(mó)塊,造(zào)成故障,係統CNC無法上電。

圖9 CC10模塊的L2燈閃爍
更換CC10模塊後,機床上電測試發現,各模塊狀態正常,CC10的L2燈閃爍,表明采樣、數據傳輸通訊正常,CNC能夠正常上電,不用進行係統初(chū)始化,故障消除。
3.結論
數控係統的CNC不能正常上電原因非常多,特別是係統初始(shǐ)化後CNC又能正常上電(diàn)運行,處理難度很大(dà),需要對機床的電氣係統,數控係統的軟硬件分別進行測試,逐一排除可能的因素,才能最終找到故障原因,消除故障。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬切(qiē)削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程(chéng)圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不(bú)倒(dǎo)閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談(tán)點製造
- 現(xiàn)實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能
- 車床鑽(zuàn)孔攻螺(luó)紋加工方法(fǎ)及(jí)工裝設計
- 傳統鑽削與(yǔ)螺(luó)旋銑孔加工工藝的區別