



3-PUU 並聯機構(gòu)激光(guāng)平麵切割機數控係統的研究
2020-5-16 來源(yuán):廣西科技大學 江蘇(sū)海德威激光發展 作者:丁 偉 張宏獻 吳德林
摘要:基於 3-PUU 並聯機構,利用運動學反解原理(lǐ)推導出一種簡單的運動控製算法。 采用PC+SMC6490 運動控製器的開放式數控係統結構, 並用 Visual B6.0 作為上位機軟件開發(fā)工(gōng)具,研究並開發出平麵激光(guāng)切割機數控係統。 經過實際應用,證明算法正確可行,控製(zhì)係統滿足激(jī)光切(qiē)割對效率(lǜ)及精度的要求。
關鍵詞: 並(bìng)聯機構; 激光切割機(jī); 運動學反(fǎn)解; 開放式; 數控係統
0 引言
近年來,不鏽鋼板材由於耐腐蝕性好,且具有較高的強度(dù)、韌性和加工塑性,在航空航天、醫療(liáo)器械、核工業(yè)、 機械儀表(biǎo), 以及煤礦機(jī)械設備中(zhōng)得到越來越廣泛的應用。激光切割由於具有(yǒu)熱影響區麵(miàn)積小(xiǎo),切口窄等優點,是不鏽鋼板材切割的首選方法。 但是(shì)傳統激(jī)光平麵切割(gē)機(jī)床從結構上看,屬於龍門式串聯型直角坐標機床,結構相對複雜、剛度較低、運動(dòng)慣量(liàng)大、有運動累積誤差,無法滿足高速、高(gāo)精度(dù)的(de)要求。 並聯機構的結構相對簡單,同時具(jù)有高(gāo)剛性、高速(sù)度、高加速度、高精度、高柔性、高靈活性、無累積誤差的優點(diǎn),非常適合激光切割的要求。 本文提出將並聯機構應用於激光切割,並設計一種更經濟、更開放的控製係統有著積極(jí)的意(yì)義。
1、 機(jī)械(xiè)結構
並聯機構的(de)種類(lèi)很多, 但是相對於多自由度而言(yán),少自由度(dù)並聯機構具有結構簡單(dān)、造價低、靈活性高等特點,因此,少自由度並(bìng)聯機(jī)構具有更實際的應用價(jià)值,出現了(le)各(gè)種不同的三自由並聯機構。 如3-PRPU 三平動並聯機構 、3-SPS-S 空(kōng)間(jiān)三轉動並聯(lián)機構(gòu)、3-PUU 平動並聯機構等。 其中 3-PUU 並聯機構結構相對簡單,可以滿足激光平麵切割的要求(qiú)。采(cǎi)用圖 1 的 3-PUU 並聯機構,每一個傳動鏈由1 個移(yí)動副(P),2 個轉動副(U)組成,3 條(tiáo)導軌成(chéng)等邊三角形垂直布置,電(diàn)機帶動 3 個(gè)滑塊上下運動,通過 12 個(gè)虎克鉸鏈和 3 個(gè)平行四邊形機構,帶動動平台實現三維平動,激(jī)光切割頭安裝在動平(píng)台上,從而完成平麵(miàn)切割加工(gōng)。
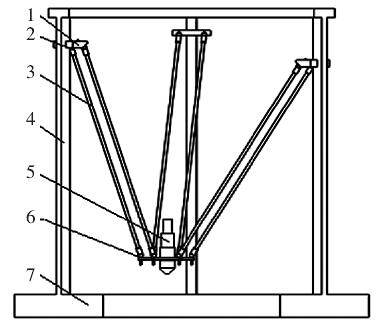
圖(tú) 1 3-PUU 並聯機構(gòu)示意圖
1. 滑塊 2. 虎克鉸鏈 3. 連杆 4. 導軌(guǐ) 5. 激光切割頭 6. 動平台 7. 定平台
2、 數控係(xì)統的硬件結構及控製原理
由於(yú) 3-PUU 並聯機構(gòu)動平台的運(yùn)動是通過 3個滑塊的移動來實現(xiàn)的,需要(yào)同時控製 3 個驅動電機。因此, 采用 SMC6490 運動控製器+工業 PC 機為硬(yìng)件基礎開(kāi)發(fā)數控係統,SMC6490 運動控製器是基於10/100M 以太網的通用型獨立式四軸運動控製器 ,結合 PC 機豐富的軟硬件資源,人機界麵(miàn)美觀,開放性好。
平麵激光切割機,除了要求高(gāo)效、高(gāo)可靠性、高精度外,還(hái)應具有較高(gāo)的性價比,采用半(bàn)閉環伺服數控係統,硬(yìng)件(jiàn)構成(chéng)如圖 2 所(suǒ)示。 用 3 個交流伺服電機作為驅動(dòng)電機, 控製動平台運動;SMC6490 運動(dòng)控製器通(tōng)過網線接收 PC 機發出(chū)的控製指令, 並(bìng)承擔加工控製所需(xū)的實時任務,如多軸(zhóu)插補、發送電機驅動器的脈衝(chōng)和方向(xiàng)信號(hào)、激(jī)光開(kāi)啟(qǐ)關閉(bì)信號、處理跟隨(suí)信號以及其他 I/O 開關量信號等, 同時將工作狀態反饋給 PC 機; PC 機則處理非實時部分, 如人機對話、界麵管(guǎn)理、複雜的算法、參數設置等,同(tóng)時通過調用運動控製器函數庫裏的函數向運動控製器(qì)發(fā)送指令。 該數控係(xì)統的優點是結構簡單(dān)、開放性(xìng)好,可以滿足高精度、高速度的激光切割加工的要求(qiú)。
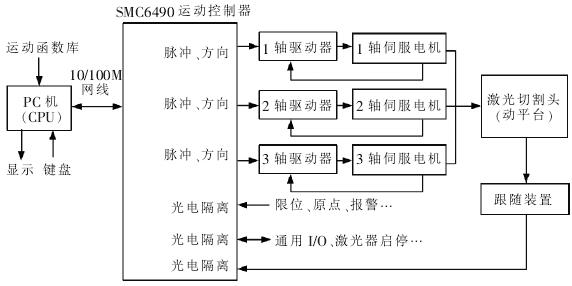
圖(tú) 2 數控係統的硬件結構
3、 算法及軟(ruǎn)件設計
3-PUU 並聯機構不同於傳統機床的直角坐標結構,不能像傳統機床那樣直接控製 X、Y、Z 軸的運動,也不能直接使用通用的 ISO 代碼進行控製,因此3-PUU 並聯機構的運動控製算法及軟件設計成了該數控係統的關鍵。
(1)運動控製算法(fǎ)
3-PUU 並聯機構的最終控製對象為動平台,其運動可以看成是在 XYZ 直角坐(zuò)標係內的(de)三維平動(dòng),而電機(jī)所驅動滑塊是在垂直於底麵的 3 個導軌上滑動,如何建立二者之(zhī)間的聯係是該算法的主要任(rèn)務(wù)。如圖 3 所示, 將(jiāng) 3-PUU 並聯機構進行了簡化,1、2、3 軸分別(bié)為 3 根(gēn)導(dǎo)軌的橫截麵中心線, 以 O 為原點建立機床(定平(píng)台)坐(zuò)標係,以 O1為原點建立動平台(tái)坐(zuò)標係,3 個滑塊分別看成 3 個點,雙連杆(gǎn)簡化為單連杆。
平麵激光切(qiē)割機要能加工高質量的產品, 其切割頭在切割運動中必須始終與工件保持一定的法向距離,也就是隨動裝置。那麽在加(jiā)工過程中動平台則需要(yào)能(néng)延 Z 軸做(zuò)直線(xiàn)運動和平行於 XY 平麵做插補運動。 延 Z 軸做直線運動(dòng)隻需將隨動信號控製 3 個滑塊(kuài)同步運動就可以了(le), 因此重點要研究動平台上做平行於 XY 平麵(miàn)插補運動時,3 個滑塊(kuài)的運動狀態。 采用運(yùn)動(dòng)學反解的原(yuán)理(lǐ),假設動平台在某一高(gāo)度做平動時(shí),其平麵與 1、2、3 軸分別有交點 A、B、C 為定點,此時滑塊的位置分別為 A2、B2、C2,為動點,求出其在(zài)每個插補點坐標(biāo)變化量則可反映滑塊的運(yùn)動。
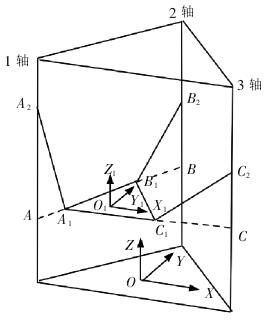
圖3 3-PUU 並聯機構運動簡圖
下麵以 1 軸為例,分析(xī)其滑塊的運動:設定平台(tái)三角形邊長為 L,動平台三角形(xíng)邊長為 L1,連杆長度為 L2,動(dòng)平台坐標係原點 O1在機床坐標(biāo)係的坐標值為 XO、YO、ZO,可以求出 A、A1 兩點在(zài)動平台坐標係中坐標
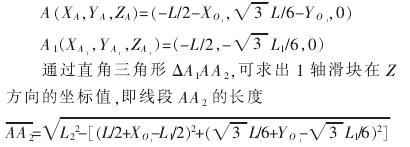
同樣的方法可以求出 2、3 軸滑塊在 Z 方向的坐標值,假設(shè)動平台(tái)的(de)運動軌跡經粗插補後(hòu)得到若幹插補數(shù)據點,進而得到相鄰兩插補點間的(de) A2、B2、C2三點在 Z 方向的變(biàn)化量。 再將隨動信號疊加(jiā),從而確定了動平台在在某一(yī)高度(dù)進行平麵輪廓切割運動時(shí),3 個(gè)滑塊直線運動。
(2)軟件(jiàn)設計
數控係統上位機軟(ruǎn)件(jiàn)采用 Visual B6.0 作為(wéi)軟件開發工具,利用 SMC6480 運動控製器內容(róng)豐富的(de)函(hán)數庫,隻需(xū)要(yào)調用庫(kù)內相應的函數,即可對複雜的運動與 I/O 開關量的(de)進(jìn)行控製。 使人(rén)機聯係變得(dé)簡單、直觀。 由於係統工作的實時任(rèn)務由SMC6480 運動控製(zhì)器承擔,因此上位(wèi)機軟件結(jié)構采用較為簡單的前後台結構。
如圖 4 所示,後台程序為主程(chéng)序,由初始(shǐ)化、回參考點、讀入並顯示圖形、數據處(chù)理、激光器啟停(tíng)、循環加工等(děng)幾個部分組成;前台程序是一個定時中斷服務程序,在初始化後啟動該程序,定時掃描(miáo)運動控製器的各(gè) I/O 端口, 發現有超程、 故障報(bào)警等(děng)信號時,暫停或退出主程序,並提(tí)示報警(jǐng)信息。
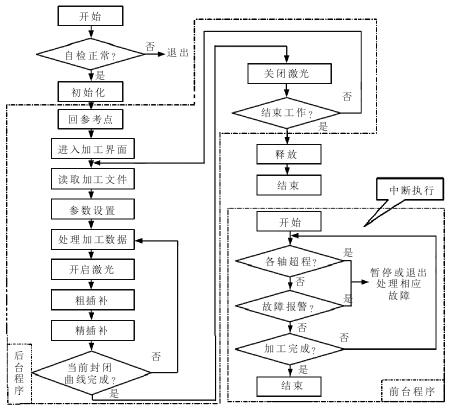
圖 4 上位機(jī)軟件結構
由於並聯機構動平台的(de)插補控製不能由步(bù)進(jìn)電機直(zhí)接控製(zhì),必須(xū)先對動(dòng)平台的運動曲線進行粗插補,經(jīng)過(guò)前述反解的算法得到各運(yùn)動滑塊的插(chā)補增量,再通過 SMC6480 運動控製器的多軸連續插補函數控製伺服(fú)電機運動(dòng)。 因此,係統軟件必須將原(yuán)始圖形數據經粗插補並轉換成各運動滑塊的插補增量,形成最終的加工數據。
以逆圓(yuán)弧插補(bǔ)為例, 如圖 5 所示: R 為圓弧半徑,H 為圓弧弧度,XO、YO為圓心坐標, XP、YP為起點坐標;X(i)、Y(i)為動(dòng)平台坐標原點, ΔABC 為定平台,N 為插補(bǔ)次數。
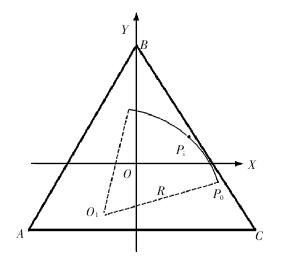
圖 5 逆圓弧插補
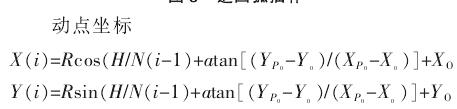
其插補子程序流程圖如圖 6 所示(shì)。
每一段曲線必須先完成所有插補點的計算,並轉換為運動軸的增(zēng)量值,用二維數組 P(i,j)記錄,才能調用多直線連續插補函數 SMCVectMoveMultiLineN控製激光切割頭從起點運動到終點,下位(wèi)機(運動控製(zhì)器)對機床進行位置控製的同時(shí),上位機又(yòu)在進行下一段曲線的粗插補和增(zēng)量計算了。
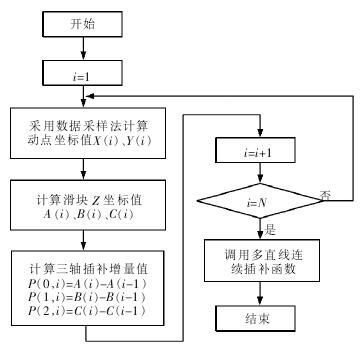
圖 6 圓弧插補(bǔ)子程序流(liú)程圖
4、 結語
采用 3-PUU 並聯機構通過運動學反解(jiě)的算法,並配合(hé) PC+運動控製器的開放式控製係統對算法的(de)實現(xiàn),應用在平麵激光切割機上完(wán)全可行,滿足效率及精度的要求。以此為基礎,還可以將該研究成果應用在類似有三維(wéi)平動、輕載荷要求的設備上、具有廣(guǎng)闊的實用前景。
投稿(gǎo)箱:
如果您(nín)有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
州金馬")
業界(jiè)視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程(chéng)圖示
- 判(pàn)斷一台加工中心精度的(de)幾(jǐ)種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和數控機(jī)床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還(hái)是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智(zhì)造(zào),多(duō)談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂(dǒng)數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳統鑽削與螺旋(xuán)銑孔加(jiā)工工藝的區別