")



海(hǎi)德漢數控係統固定循環在(zài)板類零件的手工編程實(shí)踐
2020-5-15 來源:佛山市(shì)高明區技工學校 作者:陳(chén)學翔
摘要:針(zhēn)對板類零件圖紙和技術要求詳細分析了零(líng)件加工製造工藝,以該(gāi)零件為例,基於海德漢TNC640數控係統固(gù)定循環功能(néng)和采(cǎi)用手工編程方法快(kuài)速完成(chéng)程序編(biān)製,運(yùn)用數控係統的仿真功能驗證程序的正確性,為單件小(xiǎo)批量的同類型零件(jiàn)快速製造提供參考(kǎo)。
關鍵詞:海德(dé)漢係統;固定循環;數控編程
1、 引(yǐn)言
海德漢 TNC 640 數(shù)控係統是海德漢開發出第一款實現銑(xǐ)削、車削複(fù)合加工的數控係統,在5軸高(gāo)速加工領域(yù),如航空航天、模具製造和醫療等行業得到較為廣泛的應用。數控係(xì)統強大的循環編程功(gōng)能可實現零(líng)件的快速製造加工,為當前(qián)單件小批量(liàng)生產乃至未(wèi)來個性化產品定製發展趨勢下零件多樣化智能製造具有良(liáng)好的適應性。
2 、零件加工工藝分析
板類零(líng)件尺寸為 320×320×55mm 六麵體(tǐ),在 4 個角落附近均布了 4 個直徑ϕ35mm 的通孔,定位尺寸為(wéi) 220 × 220mm,通孔一側的外緣倒斜角尺寸為C4mm。在模板中(zhōng)間均布了4個直徑ϕ12mm 的(de)通孔,定位尺寸為 110×110mm,板類零件(jiàn)主要尺寸如圖 1所示。
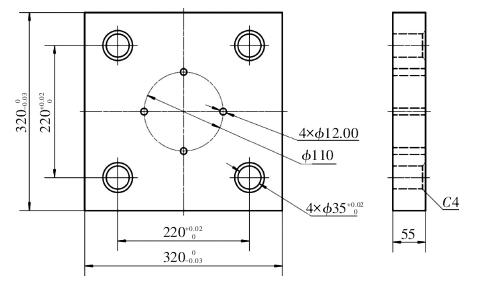
圖(tú)1 板類零件(jiàn)主要加工尺寸
由於模板表麵裝配後與其它零部件接觸(chù)要求表麵達到Ra1.6μm粗糙度值,外輪廓尺寸精度下偏差控製在0.03mm以內。ϕ35mm孔(kǒng)需要與(yǔ)其它零部件進行裝配,因此輪廓精度和定位精度要求控製在0.02mm,綜合(hé)考慮到精度(dù)加工要求和現有製造條(tiáo)件(jiàn)采用中心鑽鑽孔、鏜孔(kǒng)的製(zhì)造工藝,為了便於後(hòu)續的裝配在通孔的(de)一邊需要加(jiā)工出(chū)尺寸(cùn)為(wéi) C4mm 的(de)倒斜 角 。ϕ12mm孔由於尺寸公差要求相對較低,采用中心鑽鑽孔的製造工藝,板類零件加工工藝(yì)卡如表1所示.
表1 板類零件加(jiā)工工藝卡(kǎ)

3 、模板加工程序編製
海德漢係統的固定循(xún)環編程功能具有(yǒu)較好的人機對話,可直(zhí)觀的通過係統顯示器圖形對話框完成(chéng)程序編製。實現鑽孔循環(啄鑽、鉸孔(kǒng)、鏜孔、锪孔、槍鑽內冷卻深孔加工(gōng)方式等(děng)),銑削螺紋(內、外螺紋銑削),矩形、圓(yuán)弧型腔(qiāng)和凸台加工,平(píng)麵和斜麵加工,直槽和圓弧槽加工,矩形和圓弧陣列等功能。
海德漢(hàn)係統強大的固定循(xún)環以及良好的人機對話功能能夠完成(chéng)直線、圓、圓弧等二(èr)維輪廓、孔位、型腔、凸台、斜麵等特征加工,而不需要借助計(jì)算機輔助設計和輔助製造(zào)軟件進行繪圖、建模以及(jí)後續的計算(suàn)機數控編程(chéng),而且數控加工程序(xù)編製過程相對而言更簡(jiǎn)單明(míng)了,特別是在單件小批量(liàng)零件的數控加工中可大大縮短(duǎn)由圖紙到生產的中間(jiān)環節,提高了製造生產效率。
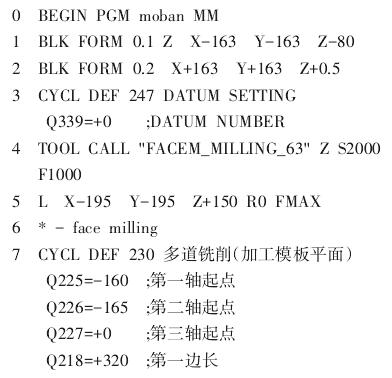
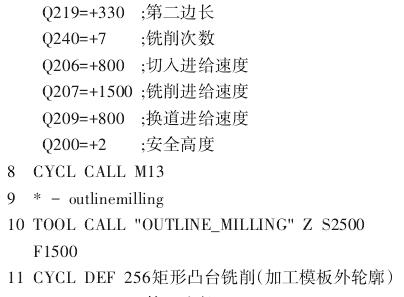
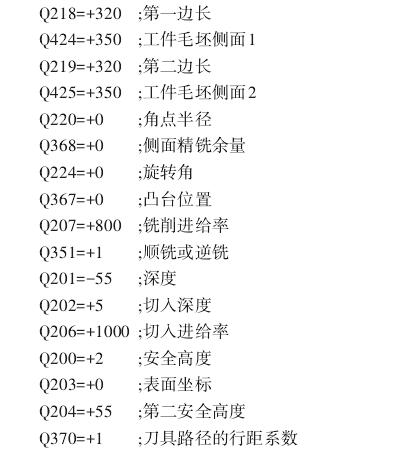
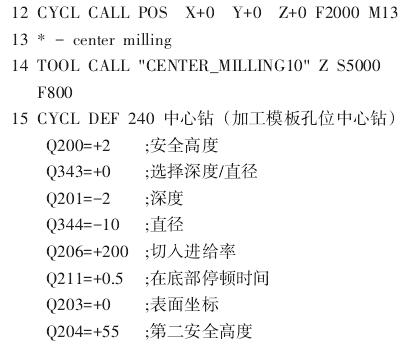
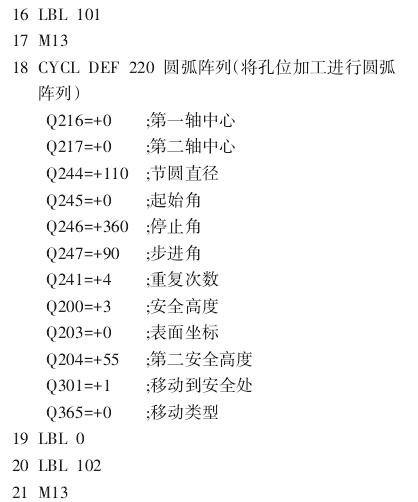
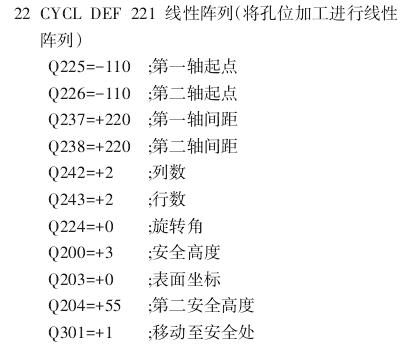
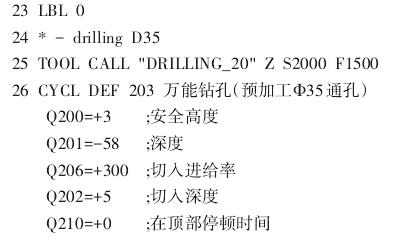
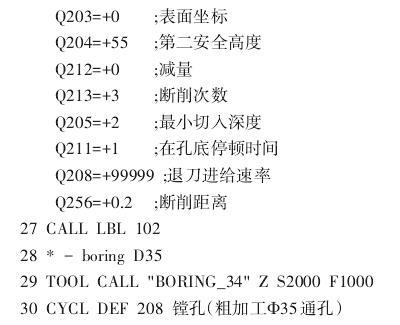
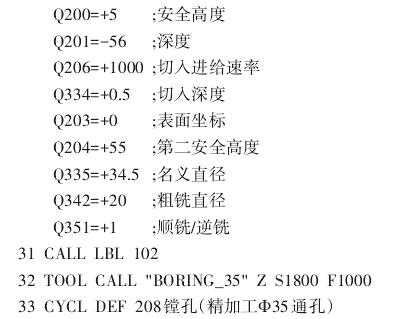
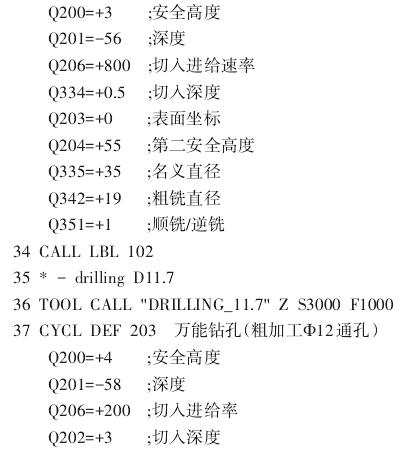
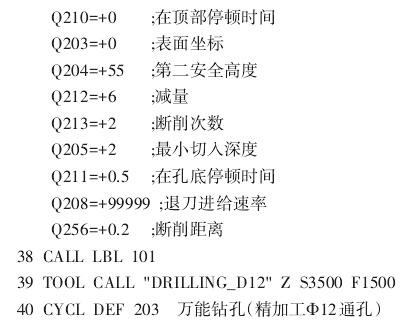
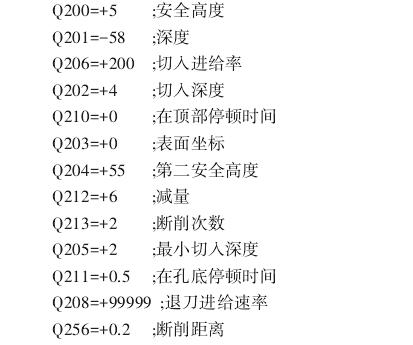
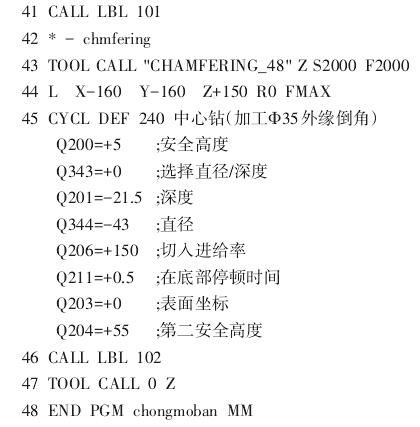
模板詳細加工程序如下:
4、 程序仿真加工效果
完成程序編程以(yǐ)後還需要對程序進行加工仿真,使用海德漢 TNC 640 數控係統自帶的仿真(zhēn)功能可(kě)快速(sù)檢測程序語句、坐標(biāo)、加工方式、加工位置(zhì)等方麵(miàn)的正確性,減少因為(wéi)程序錯誤(wù)引發的產品不(bú)良率以及斷刀等安(ān)全事故的發生幾率,模板程序仿真加工後的結果(guǒ),如圖2所示(shì)。
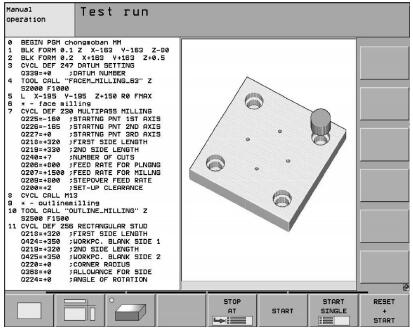
圖2 板類零件程序仿真
5、 結論
以板類零件為例(lì)分析了(le)該(gāi)零件的主要技術要求,並製定出合理的(de)加(jiā)工工藝規劃。海德漢 TNC 640 係(xì)統的固定循環(huán)編程功能(néng)作為零件的(de)數控編程(chéng)基礎,利用該數控係統強大的固定循環功(gōng)能(néng)以及良好的人機對話性,詳細說明如何針對同類型零件進行數控加工程序編製。通過數控係(xì)統自帶(dài)的(de)數控程序(xù)仿真功能對編寫好(hǎo)的程序進行驗證,為(wéi)同類零件的(de)快速製造(zào)提供(gòng)參考。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業(yè)界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切(qiē)削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本(běn)型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選(xuǎn)萃(cuì)
| 更(gèng)多
- 機(jī)械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦(bàn)法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產(chǎn)數控係統和(hé)數控機床(chuáng)何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點(diǎn)智造,多談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要(yào)從機床
- 一文搞懂數控車床(chuáng)加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工(gōng)工藝的(de)區別