



美國 HAAS 機床國產化數控係統的改造
2018-9-28 來源:中航工業沈陽飛機工業(集團)有限責任公司 作者:劉天(tiān)冬(dōng),李 林,白雲鵬
[ 摘要 ] 美國 HAAS 公司的 VF-7 數控銑床原配置 HAAS 數控(kòng)係統,改造為沈陽高精 GJ401 國產數控係統。文中介紹了電氣係統改造方(fāng)案、沈陽高精 GJS 係列(liè)伺服(fú)器的調整和伺服參數的優化方(fāng)法。
關鍵詞:沈陽高精 GJ401 數控係統;GJS-015 係列伺服;GJM 係列伺服電機
國內數控機床的數控係統大部分(fèn)配(pèi)置進口(kǒu)係統。隨(suí)著中(zhōng)國經濟(jì)的高速發展,國內數控機(jī)床產(chǎn)業有了快速提升,國產化數控係(xì)統逐漸形成規模。國產數控係統在功能性、穩定性等方麵都(dōu)有了大幅的提高,與進口數控(kòng)係(xì)統差距逐漸縮小,基本可以(yǐ)滿足國內用戶的(de)需求(qiú)。
美國 HAAS 廠家的 VF-7 數控銑床(chuáng)原配置是美國HAAS 係(xì)統。十多年的使用造成了係統嚴重老(lǎo)化、故障率高、機床備件已經停產、維修困難等問題(tí)。但是,機床的機械部件(jiàn)和附屬(shǔ)部件依然完好,可以繼續使用(yòng)。為了滿(mǎn)足生產需要,對(duì)美國 VF-7 數控銑床進行數控係統國產化改造,選擇沈陽(yáng)高精數控有限公司的 GJ401 數控(kòng)係統為(wéi)電(diàn)氣控(kòng)製係(xì)統。
1 、 數控係統改造的方案
國(guó)產化數控係(xì)統選用沈陽高精自主研發的 GJ401數控係統, GJS 係列 A 型 S3 總線伺服,GJM 係列(liè)伺服電機(X,Y,Z 軸的額定(dìng)回(huí)轉速度為 2000r/min,為防止(zhǐ) Z軸自重下滑,Z 軸電機具(jù)有製動器實(shí)現斷電後的抱閘製動)。主軸驅動采用蒙德 IMS-MF 係列交流(liú)伺服主軸驅動器,主軸最高轉速為 4900r/min。機械啟動撥叉(chā)換擋,低檔(dàng)為 50~1000r/min,高檔為 1001~4500r/min。
沈陽高精 GJ401 國產數控係統采用先進的(de)開放式體係結構(gòu),是一款(kuǎn)通用性強、配置(zhì)靈活的中高檔數控係(xì)統。可連接(jiē)數字式、模(mó)擬量兩種類(lèi)型的(de)伺服驅動器,最多可支持 10 軸,它內置嵌入式(shì)工(gōng)業 CPU 板(bǎn)卡,配置 12 吋彩色(sè)液(yè)晶(jīng)顯示屏和標準機床工程麵板,集成軸控製接口,MPG 手持操作(zuò)單(dān)元 I/O 接口,工業以太網SSBIII 總線接口、網絡接口和(hé) USB 接口及總線功能擴展機箱(xiāng)單元,具有模塊(kuài)化、開放、靈活的係統結構(gòu)。沈陽高精 GJ401 數控係統(tǒng)的操作界麵清晰明(míng)了,操作簡單易於上手。編程語(yǔ)言按照國際通用標(biāo)準進行設計,具有高性能、高可靠性及配置靈活、結構緊湊、易操作等特(tè)點。
美(měi)國 HAAS 數控係統的 VF-7 數(shù)控銑床改造,選(xuǎn)用沈陽高精 GJ-401 顯示終端,沈陽高精 CNC 機箱,蒙德主軸變頻器(qì),LINCOLN 電(diàn)機(額定輸出 7.5k W,額定電流 30A,額定扭矩 10N·m,額定功率 60Hz),GJS-015 係(xì)列伺服(fú),3 個 GJM 係(xì)列伺服電機,3 個變(biàn)壓(yā)器,6 個斷路器,10 個交(jiāo)流接(jiē)觸器等多個元器(qì)件(jiàn)。改造時對原機(jī)床電氣控製櫃重新設計(jì),電源進線的尺寸(cùn)選擇 6~10mm2,控製電線選用 1.5~2.5mm2,將新的電氣部件和電器元件進行安裝連接,根據電氣設計的說明(míng)書指(zhǐ)示,在電氣櫃中留出充足的散熱空間(jiān)。電氣控製如圖 1 所示。
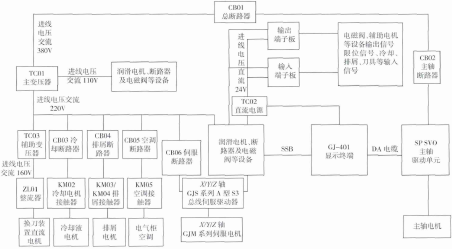
圖1 電氣控製框圖
2 、沈陽(yáng)高精 GJ401 係(xì)列數控係統(tǒng)伺服(fú)參數的調整與優(yōu)化
伺服控製分為 3 個環節:電(diàn)流環、速度(dù)環和(hé)位置環。最內環為電流環,直接控製電機的力矩輸出和速度輸出。其次為速度環,根據速度指令控製(zhì)電機速度。最後為位置環,控製電機的實際位置。伺服響應(yīng)的優先級:電流環>速度環>位置環。沈陽高精(jīng) GJ401 係列數(shù)控係統的伺服控製,如圖(tú) 2 所示。
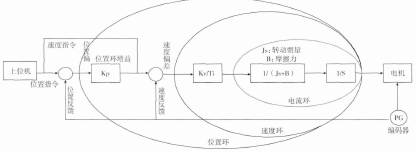
圖2 伺服控製框(kuàng)圖(tú)
(1)電流環(huán)的優化:電流環是比例積(jī)分調節器組(zǔ)成的,VF-7 數控銑床改造使用沈(shěn)陽高精數控配套的伺服(fú)和電(diàn)機,因而係統在組態電動機時給出比較好的優化參數,一(yī)般不需(xū)要(yào)進行手動優化。
(2)速度環的優(yōu)化:沈陽高精(jīng)數控 GJS-015 係列伺服的速度控製模式(shì)是通過模擬量的(de)輸入頻率作為指令速度的控製。速度環的(de)參數調節在 GJS-015 伺服上實行,速度環控(kòng)製器采用比例積分 (PI) 控(kòng)製 , 主要就是對速度控(kòng)製器的比例增益(Pn5)盡(jìn)可能的大,這樣可以提(tí)高機床(chuáng)的響應速度和跟蹤精(jīng)度,希望積分時間常數(Pn6)盡可能的小,這(zhè)樣可以提高(gāo)機床抗擾動(dòng)能力。速度環的參數調整需要在GJS-015 係列伺(sì)服的數字操(cāo)作器完成。數(shù)字操控器位(wèi)於伺服主機(jī),可顯示狀態、輸入數據(jù)。在數字操作器上有 MODE、INC、DEC、SET 4 個鍵。在按(àn)下 MODE 鍵後,可選擇狀態顯示模式(shì)、監視模式、參數設(shè)定模式。選擇 SET 鍵可以顯示伺服的參數設定值,通過選擇 INC(+)鍵(jiàn)和 DEC(-) 鍵對伺服參(cān)數進行調整。速度環比例增益數值越大,增益和響(xiǎng)應速度大。速度環積(jī)分增益(yì)值大,速度(dù)誤差積分和速度剛度大。要根據電機的特性及機械係統的剛性要求按比例成對適當調整,否則電機會(huì)有噪音(yīn)、震動等問題。以 X軸(zhóu)為例,參數使用出廠值 300 時, X 軸電機在運行(háng)時出現抖動現象。當把 Pn5 改為 350,Pn6 改為 190 時,X 軸(zhóu)電機出現很大噪音,發生震動現象。經過多次(cì)嚐試(shì)較為(wéi)理想的狀態參數是 Pn5 為 323,Pn6 為 215 如表 1所示。
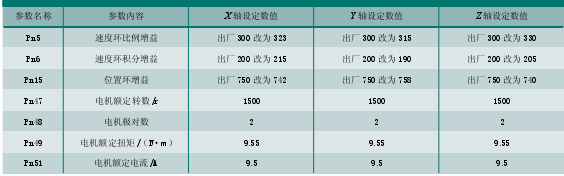
表1 沈陽高精GJ401數控係統部(bù)分(fèn)參數的調整與電機參數配置表(biǎo)
(3)位置環的優化:速度環優化後進行位(wèi)置環的參數優化。位置環(huán)增益參數是 PN15。PN15 參數的出廠設定值是 750,該值越小,伺服響應越慢(màn),跟隨效果(guǒ)越差。該值越(yuè)大,伺服響應越快,跟隨效果越好,但數值太大會引起機床震動和位置超調。所以,根據數控(kòng)銑(xǐ)床的機械特性合理調節。以 X 軸為例,X 軸伺服器的 Pn15 設為 720 時(shí),機床的跟隨效果很差。當 Pn15 設為 760 時,機床 Er12 號報警,X軸位置超差。通過多此嚐試將 Pn15 值設置為(wéi) 742 時,X 軸工作(zuò)狀態較為理想。
3 、 蒙德主軸變(biàn)頻器調節和主軸參數設定
根據主軸電機的功率、相關的技術數據、外形尺寸、提供的(de)各項輔助功能及後續備件的通用性和經濟性等多(duō)方(fāng)麵(miàn)因素,選定使用蒙德 IMS-MF 係列交流伺服主軸驅(qū)動器。該變頻器適用 VF-7 機床的(de) 7.5k W 的林(lín)肯(kěn)(LINCOLN)牌主軸電機,額定輸出功率 10k VA,額定輸出電流 30A,變頻範圍:0.01~400Hz,輸入電壓 380V,具有自學習模式、轉矩補償、節能控製、過熱保護(hù)、失速保護、過載保護等多項功能,該(gāi)變頻器(qì)能夠提高主軸電機的運轉精度和(hé)所需的各種功能。蒙德主軸變頻器電氣接線圖,如圖 3 所示。蒙德主軸變頻器上有(yǒu)數字操作器位於小型操作(zuò)麵板上,可以顯示狀態、輸入數據。在數字操作器上有按鍵和指示燈。L1、L2 和(hé) L3 3 個燈為(wéi)監視燈,FWD 燈亮顯示主軸正轉,REV 燈亮顯示主軸反轉(zhuǎn)。通(tōng)過按MENU 鍵就可以進入菜單選擇,有(yǒu)顯示模式,監視模式,參數設定模式。選擇伺服的參數設定值,可以通過選擇(▲)鍵和 DEC( ▼ ) 鍵對伺服(fú)參數進行調整,如表 2所示。
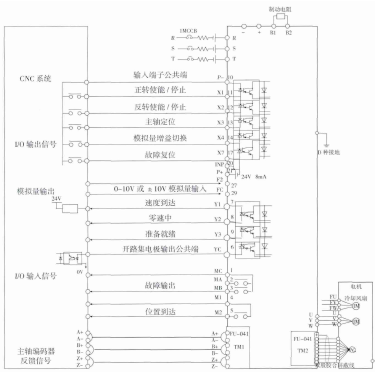
圖3 蒙德主軸變(biàn)頻器電氣接線圖
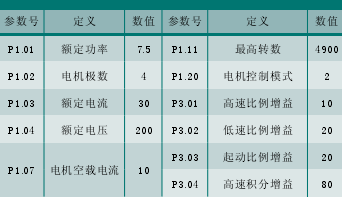
表2 蒙德(dé)主軸變頻器部分參數的調整
經過調(diào)整主軸變頻器參數後,主軸沒有噪音和(hé)震動(dòng),可以正常平穩(wěn)的旋轉。VF-7 銑床數控係統改造後,使(shǐ)用激光(guāng)幹涉儀(yí)進行測(cè)量和補償後,定位精度和重(chóng)複定位精度誤差不超過±0.01 mm ;通過標準 NAS 件試切,平行度、垂直度和圓度的精度在 ±0.02 mm 以內(nèi);各位置值的總偏差不超過±0.03 mm ;主軸徑向跳動(dòng)不超過 ±0.02mm,完全符合三坐標機床驗收的試(shì)切標準。
4 、 結論
美國 HAAS 廠家 VF-7 數控銑床控製係統改造為沈陽高精 GJ401 數控係統,經過伺服參數調(diào)整後,數(shù)控銑(xǐ)床運行穩定可靠,有(yǒu)效提高了加(jiā)工效率。數控機床的質量和生產效率與電氣控製能力及控製係(xì)統的形式密切相關(guān)。通過此次改造和(hé)研(yán)究,熟悉了沈陽(yáng)高精 GJ401數控係統伺(sì)服參數的調整,對國產化(huà)數控係統的改造(zào)具一(yī)定的實踐指導意義。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產(chǎn)量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年(nián)10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量(liàng)數據