



數控(kòng)實訓係統急停及閃爍指示燈設計
2018-9-27 來源:商丘技師學院, 商丘職業技術學院 作者:劉姣(jiāo)豔,黃曼霞
摘 要(yào): 從實際應(yīng)用角度出(chū)發,選用(yòng) RS - SX - 0imate TC 數控係統,針對其操作(zuò)麵板原有(yǒu)的按鈕進行功能擴展,增加了係統急停報警閃爍指示燈的設計,以 PMC 梯(tī)形圖和控製電路圖進行詳細說明(míng)。
關鍵詞: 數控係統; 操作麵板; PMC
0、引言
人機工程學中(zhōng),數控機床操(cāo)作麵板設計麵臨兩、方麵(miàn)的問題: 人控製機床和人接受信息。前者主要是指數控(kòng)機(jī)床要適合(hé)於人的操作,應考慮人操作時的空間範圍與(yǔ)數控機床的配置,在數控機床整體(tǐ)操作界麵設計時應充分考慮到這點,根據用戶要求(qiú),將南京日上 CK6140 型數控車床配置 FANUC 0i - mate數控係統完成用戶控製麵板功能擴展(zhǎn)設計的相關外部輸入、輸出信(xìn)號的連接製作,完成內部 PMC 控製程序的設計(jì),完成擴(kuò)展設(shè)計、製作後的調試工作,最後完成與擴展功能相關的實驗的開發設計(jì)。
1. PLC 在數(shù)控機(jī)床中的應用
PLC 全稱為可編程序控製器( Programmable Log-ic Controller) 。它是一種數字運算操(cāo)作的電子(zǐ)係統,專為在(zài)工業環境下應用而設計。它(tā)采用可編程序的存貯器,用來在其內部存貯執行邏輯運算、順序控製、定時、計(jì)數和算術運算等操作的指令,並通過數(shù)字(zì)的、模擬的(de)輸入和(hé)輸出,控製各種類型的機械或生產過程。可編程(chéng)序控製器及其有關設(shè)備,都應按於與工業控(kòng)製係統(tǒng)形成一個整體,易於擴充其功能的原則設計。在數控(kòng)機床中成為可編程機床控製(zhì)器( PMC) 。
2. 南京日上(shàng) CK6140 數控車床 I / O 分配地址
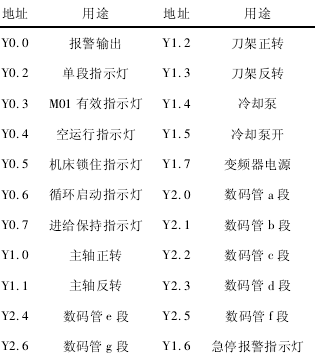
表 1 主(zhǔ)要開關(guān)的輸出信號地址分配
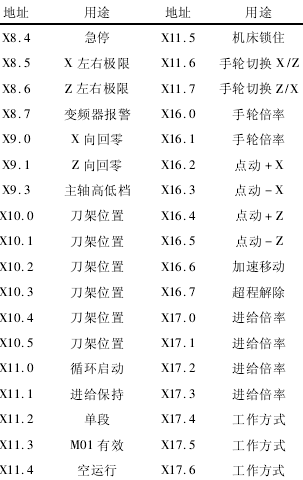
表 2 主要開關輸入信號地(dì)址分配
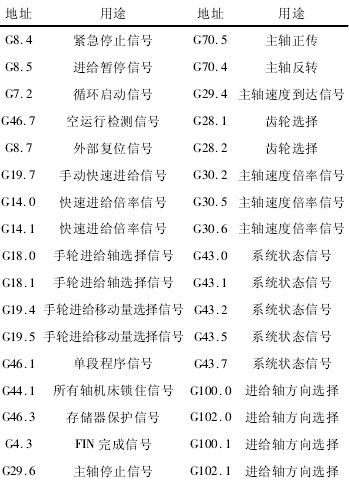
表 3 G 代碼主要輸出地址
3. FANUC 係統急停報警及閃爍指(zhǐ)示燈(dēng)設計
3. 1 係統急停(tíng)報警閃爍指示燈電路設計
急停電路及閃(shǎn)爍(shuò)指示燈電路如圖 1( a) ( b) 所示
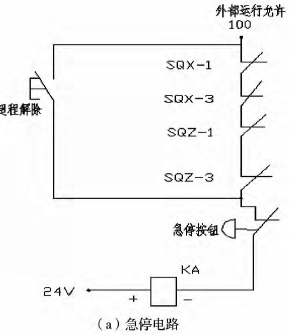
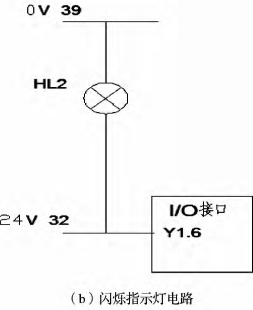
圖 1 係(xì)統急停及閃爍指示燈電路
3. 2 係統急停原 PMC 梯形圖
日上(shàng)原有急停報警(jǐng)的 PMC 程序如圖(tú) 2 所示:X8. 5、X8. 6 分別為 X、Z 左右極限,X8. 4 為急停輸入信號,G8. 4 為急停輸出信號,X16. 7 為(wéi)超程解除。正常工作(zuò)時,X8. 5、X8. 6 即 X、Z 左右極限開(kāi)關為高(gāo)電平,X8. 4 為高電平,則 G8. 4 為高電平。當機床超程或(huò)按下急停開關 G8. 4 為低電平,係(xì)統顯示急停。當機床超程時,按下超程解除開關 X16. 7,則越過限位開關(guān),給機床信號,讓 X、Y 軸運動並退出超程(chéng)範(fàn)圍。

圖 2 係統急停 PMC 梯(tī)形圖
3. 3 急停閃爍指示燈
PMC 控製的設計(jì)急停閃爍指(zhǐ)示(shì)燈的 PMC 控製如(rú)圖3所(suǒ)示。
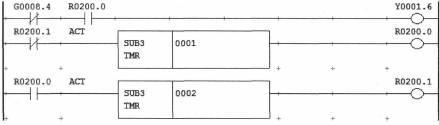
圖 3 急停閃爍指示燈的 PMC 程序
當係(xì)統有急停信號輸出( G8. 4) 時,經過定時器(qì)1 設(shè)定(dìng)的時間後,內部繼電器 R200. 0 線圈得電觸點接通,指 示 燈 亮; 經 過 定 時 器 2 設 定 的(de) 時 間 後,R200. 1線圈得點,其觸點斷開,指示燈滅,如此反複的閃爍。此 PMC 控(kòng)製是(shì)結合機床(chuáng)原(yuán)有急停 PMC 程序圖4 - 2 應用的(de),對原係統 PMC 沒有影響,如(rú)果係統出現急停現象後,指示燈(dēng)會閃爍,便於操作人員能及時發現報警(jǐng)並及時按下急停按鈕。
4. 結論
該設計主要是對南京日上 RS - SX - 0imate TC操作麵板按鈕多功能化的擴展設計,逐步了解數控車(chē)床的操作麵板按鈕能夠實現的功能,這樣在設計控製麵板按鈕的時候便有了切(qiē)入點。在設計中,主要(yào)是對機床 PMC 程序及其與機(jī)床(chuáng) I/O 分配地址連接的電路控製進行設計(jì),並(bìng)能夠完成在控製麵板上急停報警(jǐng)閃爍指示燈的顯示.
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金(jīn)屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多