



基於 PMAC 的數控(kòng)係統手(shǒu)輪功能研究
2017-12-8 來(lái)源:天津職業技術師範 天(tiān)津光電(diàn)安辰信息 作者:嶽剛 鄧三鵬 孫奇(qí)涵 曹川川 程貝貝
摘(zhāi)要: 闡述了數控係(xì)統手輪功能的相關知(zhī)識。提出一種(zhǒng)基於 VB 和 PMAC 實現數控係統(tǒng)手輪控製功能的方法。利用(yòng) VB編寫手輪功能上位機軟件,實(shí)現手輪數據的獲取與處理; 通過 PMAC 控製各軸的運動,實現數控係(xì)統的手輪控製(zhì)功能,並給出關鍵(jiàn)的程序代碼。編製的程序代碼具(jù)有通用性和可移植(zhí)性,並已在自主研發的基(jī)於 PMAC 的數控加工中心
VNCZT-545上成功應用。
關鍵詞: PMAC; 手輪功能; VB
PMAC 多軸運動控製板是由 Delta Tau 公司推出的(de)低成本高精度多軸控(kòng)製板(bǎn),是工(gōng)業領域最常(cháng)用的運(yùn)動控製板之一,廣泛(fàn)應用於(yú)各數控係統中[1]。手輪功能在機床(chuáng)使用中占有很重要(yào)的(de)位置(zhì),工件對刀、各軸微動(dòng)控製都需要用到手輪。手輪功能(néng)的實現難點在於手輪(lún)和被控軸運動的跟隨性,跟(gēn)隨性(xìng)可分為兩個方麵: 移動距離和移動(dòng)速度。
文中提出一種基於 VB 和PMAC 實現手輪控製(zhì)功能的方法。
1 、硬件結構
以(yǐ)自主研發的基於 PMAC 的數控加(jiā)工中心係統VNCZT-545 為執行機構(gòu),手輪為(wéi)控製機(jī)構,工控機為(wéi)處理(lǐ)中樞,實現加工中心與手輪(lún)的運(yùn)動跟隨。係統硬件連接(jiē)如圖 1 所示(shì)。
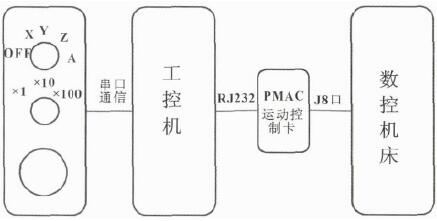
圖 1 係統硬件連接
手(shǒu)輪通過串口將數據傳輸到工控機上,由工控機上的(de)用 VB 語言編寫的上位機軟件 ( 以後簡稱 VB 軟件) 進行數據處理,將處(chù)理(lǐ)後(hòu)的數據通過網線傳輸給 PMAC 運動控製卡,最終驅動數控機床相應軸的運動(dòng)。
2 、手輪數(shù)據設定
手輪通過串口發送給工控機的指令,由 VB 軟(ruǎn)件存儲在相應的變量中,手輪與 VB 軟件的通信協議見表 1,DTC-32IN 端口配(pèi)置見表 2。
表 1 手輪通信協議
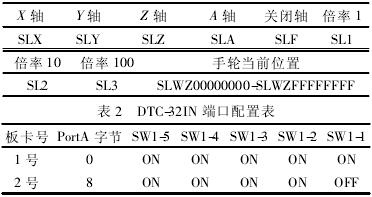
手(shǒu)輪通過串口與上位機相連接並實現通(tōng)信。手輪(lún)相當於一個旋轉編碼器,旋轉手輪即可發出連續的 8位十六進(jìn)製數 A,每一個手輪位置(zhì)都有獨立(lì)的位置數A。上位機(jī)接收到當前手輪位置 A1之後,將其與上一次的位置 A0做差,得到差值 Δ。若 Δ > 0 則(zé)代表手輪正轉,若 Δ < 0 則代(dài)表手輪反轉,然後將 | Δ | 作為手輪移動距離。
3 、VB 軟件(jiàn)設計
在軟件界麵可以實時顯(xiǎn)示 X、Y、Z 三個坐標軸的當(dāng)前位置、手輪當前位置、手輪旋轉量、手輪倍率、手輪旋轉速度。
通過 Jog + 可實現選中軸的點動正轉控製,Jog -實現選中軸的點動反轉(zhuǎn)控製,Stop 可使選中軸停轉,Home 可(kě)實現選中軸的回零操作。VB軟件(jiàn)界麵如圖 2所示。
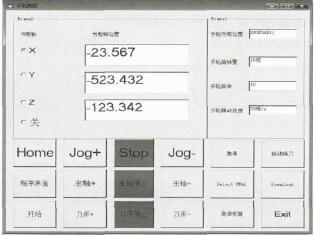
圖 2 VB 軟件界(jiè)麵
VB 軟件具體運行(háng)過程如下:在 VB 軟件中,通過命令(lìng) return_value = Pmac Ge-tResponse A( Device Number,response,255," #1 p" ) 實現軸(zhóu)的選擇; 通過給字符串變量 bl賦值,實現倍率的控製,即: bl= Mag · Δ; 通 過 命 令 return _ value =Pmac GetResponse A( 0,response,2," #" + Str( n) + "j: - " & bl) 實(shí)現選(xuǎn)定軸(zhóu)的輪(lún)動。軟件流程如圖 3 所示。
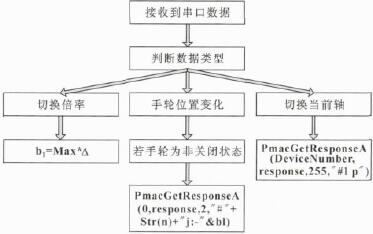
圖 3 VB 軟件流程圖
程序(xù)關鍵部分源(yuán)代碼:


4 、實驗驗證
將上述手(shǒu)輪係統按圖 1 所示結(jié)構接線後,成(chéng)功(gōng)實現手輪的位置跟(gēn)隨和速度跟(gēn)隨。在圖 2 所示的軟件界麵中,實現了 X、Y、Z 三個坐標軸位置、手輪當前位置、手輪旋轉量、手輪倍率和手輪旋轉速度的實時顯示。通(tōng)過對比機床位置實際位置和軟件顯(xiǎn)示位置,數據一致,說明位置跟隨準確。機(jī)床運(yùn)行中無竄動,說明速度跟隨平穩。至(zhì)此數控機床手輪功(gōng)能的實現收到了良好的效果。
5 、結論
數控機床手輪功能的實現,是數控機床控製係統設計中重要的一環。文中詳細論述了利用 VB 軟件(jiàn)和PAMC 運動控製卡作為控製中樞,實現手輪運(yùn)動和速度跟隨的方法,並通過實驗論證(zhèng)了方法的有效性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多
")
行(háng)業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能(néng)源(yuán)汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據(jù)
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機(jī)床產量數據(jù)
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產(chǎn)量數據