控")



基於Clipper控製器數控伺服係統的PID參數整定
2017-12-4 來源: 天津科技(jì)大(dà)學機械工(gōng)程學院 作者:楊峰,董穎懷,薛威,李振亮(liàng),朱江
摘 要:介紹了Clipper運(yùn)動控製器(qì)的結構(gòu)、伺服係統及PID+陷波伺服濾波器。采用板(bǎn)載全數字PFm回路,使得Clipper伺服係統為方向加脈(mò)衝信號輸出。通(tōng)過PID交互式調節,獲得(dé)合理(lǐ)的參數值,達到良好的穩態和動態特性,為(wéi)數控係統(tǒng)的高精密(mì)加工提供基礎。
關鍵詞:Clipper;PID + 陷波伺服濾波器;PFm;數(shù)控係統
0 引言(yán)
Turbo PMAC2是由Delta Tau設(shè)計製造的運動控製器中著名的PMAC(Programmable Multi-Axis Controller)係列中Turbo係列產品。Turbo指代高性能的CPU,與PMAC2的接口(kǒu)電(diàn)路結合,使用(yòng)最新一代的數字信(xìn)號處理(DSP)芯片,具有更高的速度和(hé)更大(dà)的存(cún)儲空間提高了PMAC係列產品的性能。本文采用Clipper控製器(qì)(Turbo PMAC2-Eth-Lite),Clipper在保持低價、整合的同時,提供了強大的控製性能。它采用(yòng)Turbo PMAC2 CPU,提供(gòng)4軸(zhóu)伺服或步進控製以及32個通用數字I/O點。此外,Clipper采用通用的以太網和RS232串行通訊方(fāng)式,方便用戶進行控(kòng)製(zhì)器與上位機的連接,並可以(yǐ)通過選擇(zé)軸擴展卡(kǎ)對伺(sì)服通道(dào)及I/O端口進行擴展[1]。
1 、 Clipper控製係統及其PID伺服原理(lǐ)
1.1 Clipper控製係統本數控伺服係統采用位置控製(脈衝(chōng)+方(fāng)向),通過(guò)輸入的(de)脈衝(chōng)的頻率來確定伺(sì)服電機轉動速度的大小,通過脈衝的(de)個數來確定伺服電機(jī)轉動的角(jiǎo)度,本係統中控製器發出10000個脈衝伺服電機轉動(dòng)一圈。由於位置模(mó)式可以(yǐ)對(duì)速度和位置都有很嚴格的(de)控製,滿足係(xì)統的精度(dù)要(yào)求。在每根軸上安裝有(yǒu)光柵尺,伺服電機編碼器作為速(sù)度反饋,光柵尺作為位置反饋,使得係統為閉環控製(zhì)[2]。本數(shù)控係統由上位PC機、DTC-8B轉接板(bǎn)、Clipper控製器、MADH型驅(qū)動器(鬆下MINAS-A5係列)、MSMD型(xíng)伺服電機(jī)、滾珠絲杠傳動機構和光柵(shān)尺反饋裝置構成,如圖1所示.
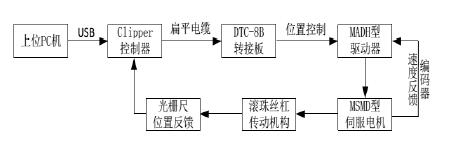
圖(tú)1 數控係統運動控製構成圖
1.2 Clipper控製(zhì)器PID伺服原理
將偏差的比例、積分和微分(fèn)通過(guò)線性組合構成控製量,對被控(kòng)對象(xiàng)進行控製(zhì),稱為PID控製器[3]。
在(zài)生產過程中傳統(tǒng)PID控製是一(yī)種最普遍采用的控製方法,其廣泛應用在機電、機械、化工等行業中。隨(suí)著數控係統控製精度要求的提高,為了保證機床(chuáng)在運行、啟動或者停止時不產生衝擊、滯後、超調或者振蕩,就必(bì)須(xū)對伺(sì)服電機的進給脈衝(chōng)頻率或電壓進(jìn)行(háng)加減速控製[4]。
Clipper控製器提供了PID+NOTCH濾波的(de)控製環算法,根據係統的要(yào)求在PMAC Tuning Pro2軟件中,利用經驗方法來整定PID參數,從而達到(dào)數控係統的特性要求。PID控(kòng)製在係統中有反饋和前饋控製,兩者進行有機組合,既保(bǎo)留了反饋控製對偏差的控製作用,又能在幹(gàn)擾引起誤差前就對它進行補償,及時消除幹擾的影響(xiǎng),從而可以處理(lǐ)大(dà)部分的係統特性問題(tí)[5]。
Clipper控製器的(de)PID+NOTCH伺服(fú)濾波原理如圖2所示。
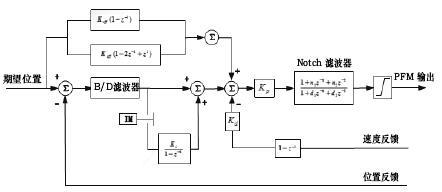
圖2 Clipper的PID+NOTCH伺服濾波原(yuán)理(lǐ)圖(tú)
圖中Kp(Ix30)比例(lì)增益(yì)為係統提供(gòng)剛性,其(qí)大(dà)小決定係統響應的快慢;Kd(Ix31)微分增益為係統提供阻(zǔ)尼,提高係統的動態特性;Kvff(Ix32)速度前饋增益,克服與速度成比例的潛在位置誤差;Ki(Ix33)積分(fèn)增(zēng)益可(kě)以減少係統的穩態誤差;IM(Ix34)積分模式控製積分增益什麽時候起作用;Kaff(Ix35)加速度前饋,克服與加速度(dù)成比例的潛在位置誤差;n1和n2為帶阻濾波器參數(Ix36和Ix37),d1和d2為帶(dài)通(tōng)濾波器參(cān)數(Ix38和Ix39),Ix36~Ix39主要用來阻尼掉一個電機/負載係統動力學的震蕩模式,x為電(diàn)機號。
2 、伺服係統I變量設置
Clipper伺服電機設置(zhì)流程圖如圖3[6]所示:
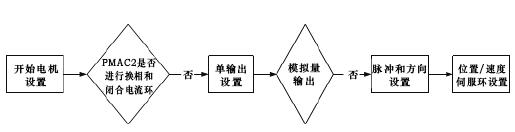
圖3 伺服電機設置流程圖
參考(kǎo)伺服(fú)電(diàn)機設置流程圖(tú)進行參數設置,首先設置電機定義的I變量:Ix00為(wéi)1,電(diàn)機處於激(jī)活狀態;Ix01為0,電機不進行換相(xiàng)運算;Ix02為PFM脈衝頻率輸出設置,3個電機依次設置為$078004、$07800C、$078014;Ix24電機標誌模式控製,設置為$800001;I x 2 5 電(diàn)機標誌地(dì)址, 3 個電機依次設置(zhì)為 $ 0 7 8 0 0 0 、$078008、$078010;Ix69
電機輸出命(mìng)令限(xiàn)製,設置為32767(10V);其(qí)餘I變量為默認值。
伺服IC I變量:多通道伺服芯片I變量為默認值,特殊通道伺服芯片的I變量有以下設置:I7mn0(第m個伺服芯片的第n個通道)為編碼器譯碼控製,設置(zhì)為8(內部脈衝和方向);I7mn2為捕捉控製,設置為2,在標誌n為高(gāo)捕捉;I7mn6輸出模式控製(zhì),設置為3,A和B輸出是DAC,C輸(shū)出是PFM(脈衝(chōng)加方向輸(shū)出指令(lìng))。
3 、 PID+NOTCH濾波器的參數整(zhěng)定
打開Pmac Tuning Pro2軟件後,點擊“Open Loop Test”進行開環特性測試,測(cè)試結果如圖4所示。由圖可知,電(diàn)機編碼器反饋設置正確,電機運動與(yǔ)指令(lìng)方(fāng)向完全相同,可以進行PID調節。
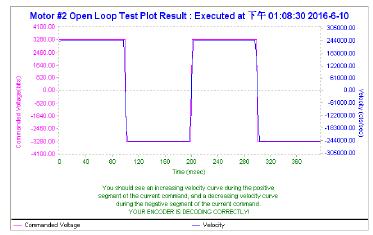
圖4 開環測(cè)試結(jié)果圖
打開PID Interactive Tuning調節窗口,如圖5所示.
選擇(zé)2號電機空載進行調節,進行參數(shù)設置,用階躍響應(yīng)調整穩態特性(xìng)[7]。
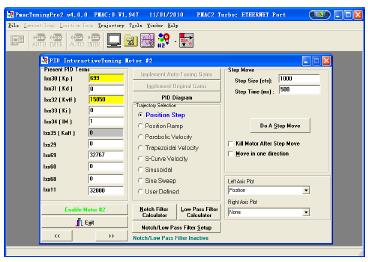
圖5 PID交互式調整(zhěng)窗口
3.1 進行參數初始設置
比例(lì)增益Ix30由式(1)可得(dé):

式 中 I x 0 8 為 電 機 位 置 比 例 因 子 , 設(shè) 置 為 9 6 ;PFMCLK為脈衝頻率調(diào)製時鍾頻率,設置為9.83MHz,代入上述(shù)公式可得:
微分(fèn)增益Ix31,從電機的輸出控製中(zhōng)減去一個與實際速(sù)度成比例的數值,反(fǎn)應誤差未來變化的信息,其值可以與Ix32的初設值相等。速度前饋增益Ix32由公(gōng)式(2)可得:
Servo Freq是伺服頻率,本係統(tǒng)伺服頻率為2.26k Hz(通過(guò)設置I7m00=6527,I7m01=0,I7m02=3時產生的伺服中斷頻(pín)率)。代入上式可得:
由於係統沒(méi)有閉合電流環,沒有偏移和幹擾作(zuò)用在數字(zì)電流環上,故將積分增益(yì)Ix33設置為0,積分模式Ix34采用默認(rèn)值為1。
3.2 PID 階躍響應參(cān)數整定
通過查閱資料,可知Ix30與Ix32有內(nèi)在聯係,當兩者的數值與初始數值不(bú)一致時,Ix30為初始(shǐ)值擴大n(比例因子(zǐ))倍時,Ix32為初(chū)始值的1/n倍。因此給出不同的(de)n
進行初期調試,考慮各響應參(cān)數值的大小,取n為65,即(jí)Ix30=45500,Ix32=230。此時對(duì)應(yīng)的階躍響應曲線固有頻(pín)率比較大,設置Ix31=230(加(jiā)入阻(zǔ)尼),此時固有頻率下降,峰值時(shí)間延長,對應階躍響應曲線1如圖(tú)6所示。
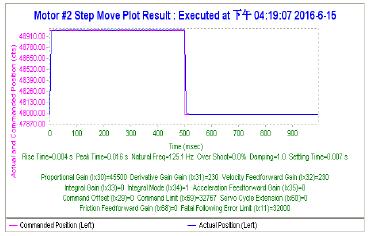
圖(tú)6 階躍響應曲線1
3.3 進(jìn)行Notch Filter調節
點(diǎn)擊“Notch Filter calculator”按(àn)鈕,進入Notch Filter調節窗口如圖7所示,將階躍(yuè)響應的固有頻率125 Hz輸入在(zài)“Resonant frequency”處,勾選上“Auto-Calculate Frequency Specifications”自(zì)動計算固有頻率值。點(diǎn)擊“Calculate Filter Gain”按鈕(niǔ),得到對(duì)應的Ix36-Ix39計算值,點擊“Implement Notch Filter”將得到的5個計算值下載(zǎi)到Clipper中,退出此界麵。重新得到一個(gè)Ix30=66504,此時係統處於震蕩狀(zhuàng)態,在(zài)保證上升時間、峰(fēng)值時間、穩定時(shí)間都小於10ms和超調量(liàng)小於10%
時,將Ix30設置為(wéi)24000,對應階躍響應曲線(xiàn)2如圖8所示。
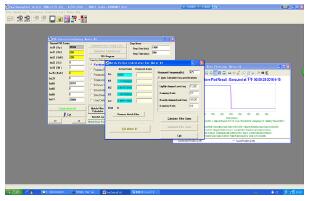
圖(tú)7 陷波濾波器調節窗口
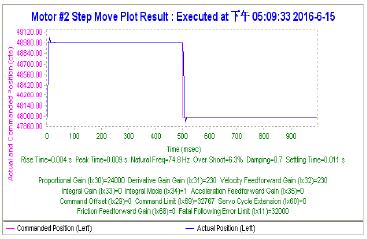
圖8 階躍響應曲線2
3.4 PID拋物線參數整定
點擊“Parabolic Velocity”按鈕,進入(rù)拋物線參數調整界麵,將Move Size設置為16000(電機實際速度決定,本係(xì)統速(sù)度(dù)為32cts/ms),其餘設置不變。先調節(jiē)速度前饋參數後調整(zhěng)加速(sù)度參數,在不加(jiā)入(rù)Ix35時逐步等增量增加Ix32,當Ix32=870時,再增(zēng)加Ix32動態特性無顯著改善。此時加入Ix35,先大值增加Ix35判斷優(yōu)良響應範圍,再進行微調,得到Ix35=2380時的拋物線(xiàn)響應(yīng)曲線3如圖9所示。
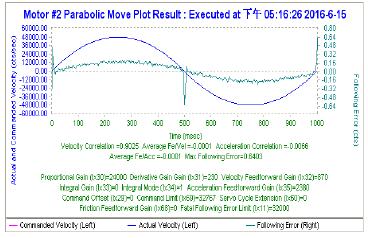
圖9 拋物線響應曲線3
3.5 電機負載(zǎi)時PID參數整定
將(jiāng)電機與滾珠絲杠傳動裝置連接,進行負載調試,參照空載調試參數值,得到Y軸(zhóu)PID階躍響應(yīng)曲(qǔ)線和拋物線響應曲線圖如圖(tú)10、圖11所示。Y軸的(de)階躍響應曲線:上升時間為4ms,穩態(tài)時間為9ms,最大超調量為3.8%(小(xiǎo)於5%),固有頻率為81Hz(低於100Hz),穩定時間為7ms,係統響應速度快且穩定時間短,具有良好的穩態特性。拋物線響應:係統的跟隨誤差在(zài)線附近,平均速度誤差和平均加速度誤差都為0.0002,最(zuì)大跟隨誤差為0.6299cts(0.252μm),實際速度(dù)曲線與指令曲線(xiàn)吻合度高,滿足係統的動態特性要求。
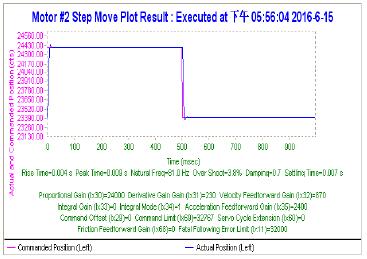
圖10 Y軸階躍響應曲線
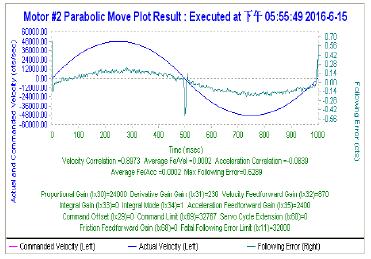
圖11 Y軸拋(pāo)物線(xiàn)響應曲線
通過Y軸的空載和負載PID調試,可知空載調試的參數值十分優良。依次激活X軸和Z軸電機,進行負載PID調試,進行微調(diào)後,與y軸動(dòng)態響應類似,滿足本數控係統的特性。
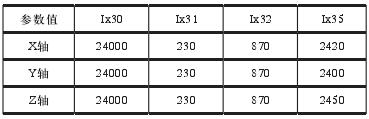
3個軸的PID參數值如表1所示。
表1 3個軸的PID參數表
3.6 方法歸(guī)納
1)確定Clipper控製器(qì)與驅動器之間的位置控製(脈衝+方向)方式,從而進行全局變量和局部變量設置,使得伺服電機達到預定的(de)控製(zhì)效果。
2)理解PID+NOTCH伺服濾波原理,參考用戶手冊,選擇單個(gè)電機空載時(shí)進行參數調試,通過軟件進行交互式調(diào)整,先調階躍響應再調拋(pāo)物線響應,從而得到較優良的參數值。
3)Ix30、Ix31和Ix33決定係統的穩態特性,Ix32和Ix35決定(dìng)係統的動態特性,先設置Ix30、Ix31和Ix32,進(jìn)行Notch Filter調節,降低固有頻率,選擇合(hé)適的Ix30值滿足參數要求。進行拋物線調試時,先增加Ix32,在加入Ix35得到較好的動態特(tè)性。耐心選擇參數值,多次重複調試,從而取得最優(yōu)控製。
4)將所得參數值代入 3個軸,進行(háng)負(fù)載調試。根據每個軸的工況不同,再進行微調,最終(zhōng)獲得優良的穩態和動態特性,滿足數控係統高精度加工要求。
4 、結束語
本文介紹了Clipper控製的伺服算法原理及(jí)控製係統組成,通過對電機的I變量參(cān)數設置,使得係統為脈衝(chōng)+方向控製。采用交互式方式進行PID參數調節,選擇一個電機調節(jiē)階躍響應調試穩態特性,拋物線響應調試(shì)動態特性,從而得到理想(xiǎng)的參數值。3個(gè)軸設置相同的參數值進行負載調(diào)試,根據各軸情況進行微調,得到較好的動態特性,數控係(xì)統達到很好的控製效果。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走(zǒu)絲(sī)線切割(gē)機床(chuáng)的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大(dà)逃(táo)亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從(cóng)機床
- 一文搞懂數控車床加(jiā)工刀具補償(cháng)功(gōng)能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝(yì)的區別