



基於 SYNTEC 的(de)大型螺旋錐齒輪專用數控機床人機(jī)界(jiè)麵設計
2017-12-5 來源: 沈陽工業大學機械工程學院(yuàn) 作者:田國富,張西棟,任仲(zhòng)偉,宋江波,唐媛媛
摘 要: 利用(yòng)新代數控係(xì)統 - 10B 提供的 e HMI 開發工具,通過建(jiàn)立專(zhuān)案並(bìng)且在專案上添加畫麵檔以及功能鍵( Fenubar) 的方(fāng)法,對弧齒螺旋錐齒輪數控加工參數(shù)輸入進行了開發設計。將齒輪加工所需要的各種參數(shù)信息(xī)通過不同元件(jiàn)的形式添加在畫麵檔上(shàng)。根據畫麵檔內容,相應(yīng)地客(kè)製功(gōng)能(néng)鍵的動作,將畫麵檔與功能鍵鏈(liàn)接在一起。利用 e HMI 的測試仿真模(mó)塊進行仿真模擬,實(shí)現了利用功能鍵操(cāo)控畫麵檔的切換以及相應參數輸入的功能。對新代數控係統的客製工作為後續相關研究工(gōng)作(zuò)奠定了一定的基礎(chǔ)。
關鍵詞: 新代數控係統; 螺旋錐齒輪; 畫麵檔; 測試仿真
0 前言
齒輪在整個機械行業中(zhōng)占有舉足(zú)輕重(chóng)的地位,是機械工業(yè)的基(jī)礎件[1]。在相交軸傳動中,弧齒(chǐ)錐齒輪具有承載(zǎi)能力高(gāo)、傳動平穩、對安裝誤差的敏感性小(xiǎo)以及傳(chuán)動(dòng)效率高等優點,因此弧齒錐齒輪的數控加工得到工(gōng)程技 術人員的重視[2]。
弧齒錐(zhuī)齒輪的數控加工程序編製複雜,而且編(biān)程語言抽象; 為(wéi)了滿足不同規格螺旋錐齒輪的數控加工要求而進(jìn)行的參數化編程是以友好的參(cān)數化輸入 界麵———人 機界麵 ( Human Ma-chine Interface,HMI) 為基礎的(de)。
人機界麵是(shì)用戶與機床互相(xiàng)傳遞信息的媒(méi)介,用來實現信息的輸入和輸出[3]。數控(kòng)係統操作界麵的友好與否直接影響到數控編程的效率,甚至影響到整個數控係統的戶認可度[4]。
沈陽工業大學為了滿足螺旋錐齒輪數控加工機床的開發需要,引進了台灣新代(dài)科技股份(fèn)有限公司研發的 SYNTEC-10B數控係統,該係統(tǒng)具有良好的開放性,可以利用(yòng)係統自帶軟(ruǎn)件開發包,對螺旋錐齒輪數控加工所需的(de)各級參數輸入(rù)界麵進行相關客製,形成一個完備的界麵(miàn)係統,為後期參數(shù)化編程工作打下良好基礎。
1 、軟件工具
對新代數控係統的二次開發需要登錄新代科技的官方網站,下載 win32 相關軟件: ( 1) Win-dows Update; ( 2 ) Lad Edit _ 2. 13. 0. msi; ( 3 )Macro Dev 軟(ruǎn)件; ( 4) 銑床 Win32 軟(ruǎn)件。
特別注意四個軟件需要按(àn)照(zhào)編碼(mǎ)順序依次安裝,否則會出現兼容性問題[5]。安裝完之後,相關的開發客製軟件即可在通用 PC 上(shàng)運行,操作環境(jìng)為 win-dows2000 / XP /7。SYNTEC 係統內部的 e HMI 是一款更直覺、更簡易編輯控製麵板(bǎn)人機接口的開(kāi)發工具,通過(guò)直接點選和表格(gé)輸入的方式,使用戶免除繁雜的程序編寫(xiě)過程,取而代之的是更簡易、更有效、更人性(xìng)化的操作接口[6 - 7]。
將 e HMI 開發軟件用於參(cān)數化編(biān)程中(zhōng)所(suǒ)需相關界麵的客製工作,可(kě)以提高數控係統二次開發的效率,優化數控編程加工過程(chéng)中的(de)人機交互性。
2 、係統的整體設計
機床的加工對象是弧(hú)齒錐齒輪(lún),所以根據項目開發要求,采用麵向對象的設計方法(fǎ)[8],對弧齒(chǐ)錐(zhuī)齒輪加工的人機界麵作開發。圖 1 是弧齒錐(zhuī)齒輪加工機床人機界(jiè)麵工作流程,首先是(shì)選擇齒製,進入弧齒錐齒輪的參(cān)數(shù)輸入界(jiè)麵,然後通過底部相應的功能鍵進(jìn)入齒輪參數輸入界麵、工藝參數輸入(rù)界麵以及刀具參數輸入界麵的各級子菜單,進行相應數據參數的輸入。
通(tōng)過參數檢查模塊的自檢,如果有錯誤參數,返回(huí)參數輸入界麵進行參數的(de)修改; 如果無誤,則進入仿真加工模塊(kuài)。在仿真過程中如果(guǒ)出現刀(dāo)具與工件的幹涉等錯(cuò)誤,則返回參數輸入界麵進行參數的修改,直至錯誤消除,進入數控加工過程,最後退出程序(xù),,完成加工。
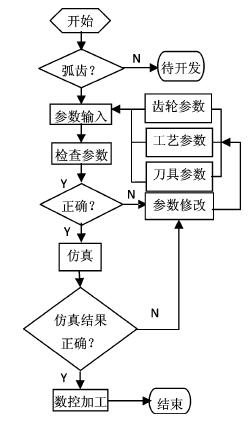
圖 1 弧齒錐齒輪加工機床(chuáng)人機界麵工作流程(chéng)
3 、主要界(jiè)麵(miàn)的客製
新代(dài)數控(kòng)係統的客製過程包括(kuò)畫麵檔與功能鍵(jiàn)的設計、畫麵檔與相應功能鍵的鏈接以(yǐ)及(jí)安裝文件的封(fēng)裝。圖 2 是新代數控係統 SYNTEC -10B 開機運(yùn)行(háng)的的標準人機(jī)界麵(miàn)[5],為了保證原係統的完整性以及客製後係統維護的便利性,需要在標準(zhǔn)人(rén)機界(jiè)麵的基礎上進行相關的操作[9]。相關界麵的(de)客製是(shì)在 e HMI 中完(wán)成的,圖 3 是e HMI
主畫麵,由(yóu)工具列、工作區、畫麵檔總管 /功能鍵總管、屬性框、狀態列組成[7]。
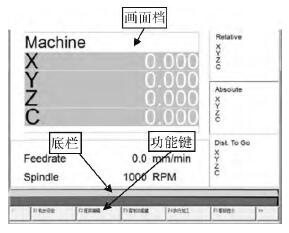
圖 2 新代數控係統 SYNTEC - 10B 標準人(rén)機界麵(miàn)
3. 1 專案的建立
人機界麵由多個功能鍵( fenubar) 、畫麵檔( browser) 、圖片檔、多國語(yǔ)言檔組成(chéng),而且 e H-MI 會自動幫助編輯者管理這些檔案。大量的界麵客製過程表明,通過新(xīn)增專案的方式,添加畫麵檔和功能鍵來實現界麵的客製,更易於一般編輯人員接受[10]。
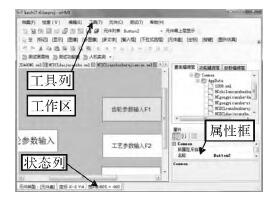
圖 3 e HMI 主畫麵
選擇“檔案→新增→專案”,然後在彈出的對話框(kuàng)中指定要使用的(de)專案名(míng)稱與存儲位置,點擊(jī)確定。此時根據彈出提示,點選要(yào)加(jiā)載標準人機的(de) OCRes 文件的位置,進入新的專案(àn),e HMI將自動加載(zǎi) \ OCRes \ Common 下的 Cnc Fenu. xml( 默認功能鍵名稱) 與 Syntec Param. xml( 默認參數檔名稱) ,以及 \ OCRes \ Common \ App Data 下所有畫麵檔,該操作的目的是保證原係統的完整性,便於(yú)後續畫麵檔 和功能 鍵的 客製 文(wén) 件管(guǎn)理。
3. 2 畫麵檔的客製
人機界麵大致分為兩部分,一個是基礎底層畫麵,一個是實際在切換的區塊上的畫麵,其中“基礎(chǔ)底(dǐ)層畫麵”是由 \ OCRes Dir \ Common \App Data \ Backgnd. xml 的檔案所定義的[7]。需要對實(shí)際切換的區(qū)塊上(shàng)的畫麵進行客製,在畫麵檔(dàng)總管 區右 鍵點選“App Data → 加 入 新 畫 麵 檔 N) ”,在彈出的對話框上填寫畫麵檔大小值,“名稱”一欄不識別中文字(zì)符,然後在這(zhè)個(gè)空畫麵檔上麵添加自己所需要的元件(jiàn)。
首先為空畫麵檔添加一(yī)個基底麵板,具體操作為(wéi): 點選“元件-元件盤( Panel) ”,設置該元件(jiàn)盤為最(zuì)底層。以“齒製選擇”顯示元件為例,介紹普通顯示元件的添加過程,在元件盤上添加“標記”顯示元件,點選“元件→標記(jì)”,在工作區(qū)的元件盤(pán)上按住左鍵拉出“標記”元件,然後雙擊該元件,通過圖 4 所示的元件設定對話框對其尺(chǐ)寸大小、名稱標(biāo)題、字體顏色以及字體大(dà)小等屬性進行設置,當該畫麵檔設置完畢後,可以通過點(diǎn)選“測試(shì)→測(cè)試畫麵檔”來進行畫麵(miàn)檔客製效果的檢驗。其他畫麵檔顯示元件的添加過程與此類似,不再贅述。

圖 4 元件設(shè)定對話框
3. 3 功能鍵的客製
一個功能鍵由一個(gè)以(yǐ)上的按鍵列( fenu) 組合而成。功能鍵的客製是在主功能鍵的基礎上,通過啟用某一個閑置功能鍵按鈕,將該按鈕(niǔ)的動作鏈接至之前客製好的畫(huà)麵檔。如“齒製選擇”功能鍵的客製及與相應畫麵檔的鏈接過程(chéng)。在功能鍵(jiàn)總(zǒng)管(guǎn)區右鍵單擊點選“Cnc Fenu5.xml→新增按鍵列( F) ”,在彈出(chū)的對話框(kuàng)中鍵入新增(zēng)按鍵(jiàn)列的名稱“chizhixuanze”後點擊確認,然(rán)後生成一個按鍵列,雙擊“F1”按鈕,彈(dàn)出如圖 5 所示的 F1 快捷鍵設置對話框,對(duì)該快捷鍵的標題設置(zhì)為“弧齒”,將“連接(jiē)”引導至已經客製好的次級功能鍵“huchicanshushuru”。點擊“不受密碼保護的動(dòng)作”,彈出動作設置對話框,將功能選項總表(biǎo)中的“切換至客(kè)製界麵”功能添加到 Action List 裏麵(miàn),最後在右下角輸入已經客製好的畫麵檔名稱“HCZCLcanshushurujiemian”,點擊“OK”,完成添加。
其他功能鍵的客(kè)製以(yǐ)及功能鍵與(yǔ)畫麵檔之間的鏈接過程與“齒(chǐ)製(zhì)選擇”的客(kè)製過程相似。
4 、界麵(miàn)係統的(de)測試 與(yǔ)界麵的層級關(guān)係
4. 1 界麵係(xì)統的(de)測試
e HMI 開(kāi)發(fā)包具有測(cè)試仿真的功能,測試分為(wéi)測試專案、測試畫麵檔、測試功能鍵、人機實(shí)測[6]。如選擇“測試→人機實測→利用本專案OCRes 測試(shì)”,測試係統就會根據客製好的畫麵檔與功能鍵進行模擬仿真。圖 6 是參(cān)數輸入總界麵,圖 7 是齒輪參數的輸(shū)入界麵。

圖 5 F1 快捷(jié)鍵設置對話框

圖 6 參數輸入總界(jiè)麵
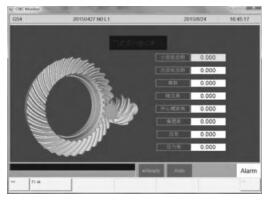
圖 7 齒輪參數輸入(rù)界(jiè)麵
4. 2 界(jiè)麵層(céng)級關係
客製(zhì)的整個界麵是一個畫麵係統,為了便於分析各級界(jiè)麵之間的從屬關係(xì)以及直觀的了解畫麵檔內(nèi)容,繪製層級關係框圖,如圖 8 所示(shì)。
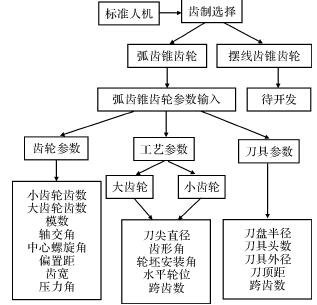
圖(tú) 8 界麵層級關係框(kuàng)圖
5 、多軸群(qún)顯示設計
用於螺旋(xuán)錐齒輪加工的是多軸係統機床,在多軸(zhóu)係統中通常需要將 $ 1( 第一軸群) 、 $ 2( 第二軸群) 設置為按照軸群設定來顯示坐標內容,如 $ 1 的 XYZC 顯示在 $ 1 的坐標組件(jiàn)中, $ 2的 AB 顯(xiǎn)示在 $ 2 的坐標組件中,這樣顯示符合用戶的使用習慣,也容(róng)易辨認軸與軸群的關係。圖(tú) 9 為主界麵軸群分布圖。
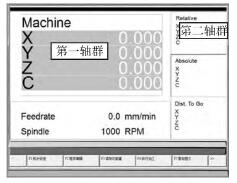
圖 9 主界麵軸群分布圖
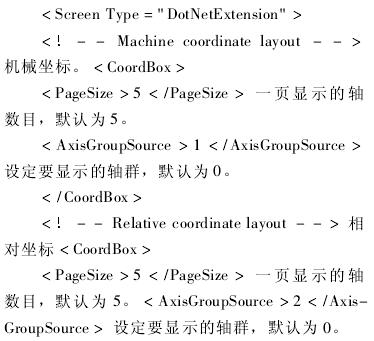
首先對相應的配置文件進行提取: OCRes \Common \ App Data \ Pos Coord. xml,然 後(hòu)對該文件進行配置。編程語言如下:


6 、專案的封裝
在專案模(mó)式(shì)下客製完成的畫麵檔與功(gōng)能鍵需要打包封裝(zhuāng),生成安裝包,複製到相(xiàng)應數控係(xì)統文件夾(jiá)下,通過更(gèng)新係統的方式,將客製部分內嵌到原係統中,方可正常運行[7]。首先點選“工具→檢查記憶體是否重(chóng)複→檢查(chá)檔案 \ 專案”,對專案的建立位置與專案參數進行檢查,在確保無誤的情況下,點選“工具→建立安裝檔→打包專案”,將該(gāi)專案下的所有檔案(àn)資料壓縮成一個 Zip 類型的安裝檔,將此安裝檔複製 到 標 準(zhǔn) 人 機 磁 盤 中,然 後 在 標 準 人 機(jī)( CNCMon) 中升級(jí)即可[7]。
7 、結論
本文在(zài)對弧齒(chǐ)螺旋錐齒輪數控加工(gōng)過程所需工藝參數分析的基礎上,客製(zhì)出了所需畫麵檔以及功能鍵。通(tōng)過對功能鍵與畫麵檔相關參數的設定,將客製的所有畫麵檔與功能鍵整合為一個完整的界麵係統,然後借助 e HMI 的測試功能,對該界麵係統進行仿真測試,測試結果滿足了設計要求。
通過編程,對坐標組件主軸群(qún)的坐標顯示進行了設計,滿足了用戶的使用習慣。該界(jiè)麵客製過程為台(tái)灣新代(dài)數控係統的相關客製工作提供了參考,為數控係統的後續客製(zhì)提供了一(yī)個平台和(hé)基礎。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月(yuè) 軸承出口情況(kuàng)
- 2024年10月(yuè) 分(fèn)地區金(jīn)屬切削機床產量數據(jù)
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博(bó)文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控(kòng)機床何(hé)去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺(shā)性營銷(xiāo),害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點(diǎn)製造
- 現實麵(miàn)前(qián),國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床(chuáng)加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加(jiā)工方(fāng)法(fǎ)及工裝設計
- 傳(chuán)統(tǒng)鑽削與螺旋銑孔加工工藝(yì)的區別